轉爐煤氣回收量的計量裝置及方法研究
2014-08-02 05:13:50魏金輝
化工自動化及儀表 2014年10期
關鍵詞:測量
魏金輝
(承德鋼鐵集團有限公司自動化中心,河北 承德 067102)
轉爐煤氣是鋼鐵企業重要的二次能源,提高轉爐煤氣的回收量,不僅能有效降低生產成本,而且能極大地降低鋼廠排放,實現清潔生產。轉爐煤氣回收量的計量存在以下難點:一是為了減少壓力損失和工藝擴產后的管道能繼續使用,工藝管徑往往選擇過大,工藝管道是3~4座轉爐的總管,但實際回收時僅1~3座轉爐回收,轉爐煤氣回收量過小,不能滿足插入式差壓流量計的最低流速要求,從而使計量數據不準,誤差較大(回收量大時,儀表誤差較小),無法滿足工藝生產的需要;二是生產運行后,以往安裝的流量計由于回收量過小,大都無法使用,但由于沒有停產機會,管道無法縮徑來提高流速,也無法安裝孔板等節流裝置;三是超聲波氣體流量計價格昂貴,備品備件成本高,不宜推廣;四是現場工藝管道連接復雜,有些轉爐找不到一個總管用于安裝轉爐煤氣計量裝置。由于以上原因,使轉爐煤氣回收量計量缺失,僅能靠工藝理論計算來估算回收量。因此,尋找一種不用流量儀表設備間接計量轉爐煤氣回收量的裝置和方法勢在必行。
1 轉爐煤氣回收量計量裝置①
轉爐煤氣回收量計量裝置包括變頻器、三通閥、壓力測量裝置、溫度測量裝置、現場控制站和操作員站。現場控制站由輸入模件、輸出模件、電源模件、CPU控制器件、接口模件和總線底板模件(圖1)組成。回收瞬時量計算模型單元、回收時間計算單元和回收量累積計算單元安裝在CPU控制器件上。現場控制站的接口模件與操作員站連接,接口模件為工業交換機、以太網模板或現場總線中的一種,操作員站為工業計算機或工業觸摸屏。
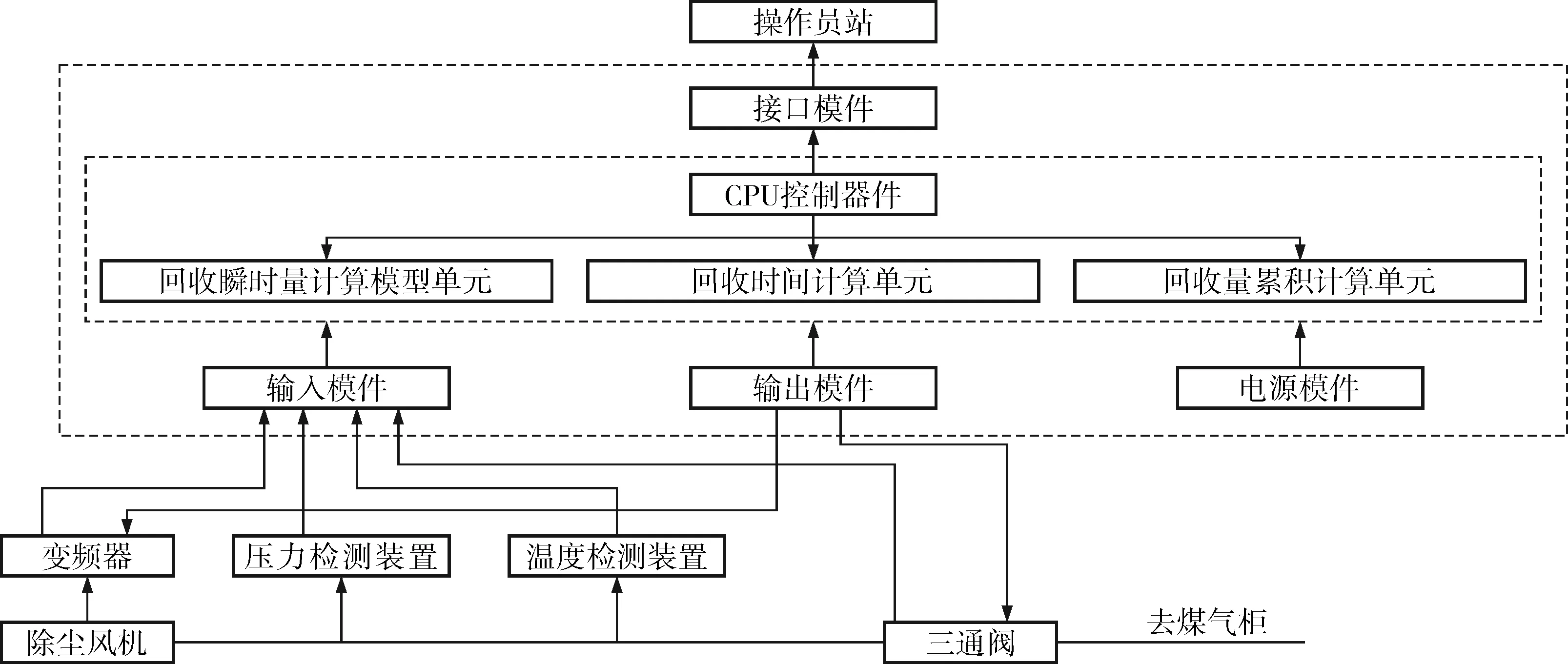
圖1 轉爐煤氣回收量計量裝置組成框圖
變頻器與除塵風機的電機連接,用于控制回收時的風機轉速,三通閥安裝在除塵管道上用于控制煤氣回收與放散,壓力測量裝置和溫度測量裝置分別安裝在除塵管道上用于檢測煤氣的壓力和溫度,用于流量補償,壓力測量裝置、溫度測量裝置的輸入信號與現場控制站的輸入模件連接,變頻器、三通閥的輸入信號和控制信號分別與現場控制站的輸入模件和輸出模件連接,輸入模件、輸出模件、電源模件、CPU控制器件、接口模件通過總線底板模件連接并安裝在總線底板模件上組成了現場控制站。壓力測量裝置可為壓力變送器,溫度測量裝置可為Pt100熱電阻,壓力測量裝置、溫度測量裝置、變頻器和三通閥為成型設備,現場控制站為標準的PLC或DCS產品。
2 轉爐煤氣回收量計量方法流程
2.1 計算回收瞬時流量
利用回收瞬時量計算模型單元計算回收瞬時流量的模型為:
Fi=ni[κ·η·P1·T0/ (T1·P0)]
式中Fi——第i次回收的煤氣瞬時流量,Nm3/s;
ni——第i次回收的風機的轉速,由變頻器控制并監測,隨時變化,0 P0——標準大氣壓,P0=100kPa; P1——風機絕對工作壓力,P1=100+p1(p1為工作壓力,由壓力測量裝置測得),kPa; P1·T0/ (T1·P0)——由工作狀態下的流量換算成標準狀態下(標準大氣壓,20℃)的流量; T0——標準大氣壓下的絕對溫度,T0=273+20=293K; T1——風機工作狀態下的絕對溫度,T1=273+t1(t1為工作溫度,由溫度測量裝置測得),K; κ——比例系數,κ=Q額/n額,(Q額、n額由風機標牌給出),(min·m3)/(r·s); η——風機效率,根據現場整定。 風機額定工作流量Q額、風機額定轉速n額和風機效率η在操作員站上輸入。 利用回收時間計算單元計算回收時間,當三通閥的回收側到位信號為1時,觸發定時器開始計時,表示煤氣回收開始;當三通閥的回收側到位信號為0時,定時器停止計時,計算出這段時間為τi,τi表示第i次回收的煤氣回收時間。 利用回收量累積計算單元計算累積流量: 式中Fi——第i次回收的煤氣瞬時流量,Nm3/s; Q——n次回收的煤氣累積流量,Nm3; τi——第i次回收的煤氣回收時間,s。 由于煤氣回收是間斷進行的,統計出8h內的每次煤氣回收時間與每次流量乘積的累加和,可以求出班累積流量;統計出24h內的每次煤氣回收時間與每次流量乘積的累加和,可以求出日累積流量;以此類推。 某轉爐煤氣回收量計量裝置變頻器的型號為6ES70,三通閥2的型號為SQD643X-1,壓力測量裝置的型號為EJA530A,溫度測量裝置的型號為WZP-240,輸入模件的型號為6ES7 331-7KF02-0AB0和6ES7 321-1BL00-0AA0,輸出模件的型號為6ES7 332-7KF02-0AB0和6ES7 322-1BL00-0AA0,電源模件的型號為6ES7 307-1KA01-0AA0,CPU控制器件的型號為6ES7 315-2AH14-0AB0,接口模件的型號為Moxa EDS-G205、6ES7 343-1EX30-0XE0和6ES7 153-1AA03-0XB0,總線底板模件的型號為6ES7390-1GF30-0AA0。 計算回收瞬時流量: 120t轉爐煤氣回收風機,Q額= 64.2m3/s,n額=2035r/min,κ=Q額/n額=0.03155;現場實際整定,η=79.25%;p1=9kPa,P1=100+p1=109kPa;T0=273+20=293K;t1=70℃,T1=273+t1=343K;P0=100kPa。所以Fi=ni[κ·η·P1·T0/ (T1·P0)]=0.02328niNm3/s。 計算回收時間:實例中回收時間一般為τi=9~13min。 計算累積流量: 理論上ni=0~2035r/min,實例中回收時ni的取值在700~1 900r/min之間。若回收風機恒轉速,則Fi為定值。 在100、150t轉爐系統中,轉爐煤氣的回收管道均為DN2 600mm,流量范圍均為26 000~100 000Nm3/h,單爐回收時工作流量僅為26 000Nm3/h ,利用差壓式儀表測量時工作差壓僅為50Pa左右,此時測量誤差很大,再加上轉爐煤氣內含水量很大,水經常進入差壓變送器內,使測量無法進行。利用本辦法,100t轉爐系統,回收風機為恒速,轉速ni=795r/min,則Fi=18.5Nm3/s;150t轉爐系統,回收風機為恒速,轉速ni=1203r/min,則Fi=28Nm3/s。 120t轉爐系統中,轉爐煤氣的回收管道為DN3 400mm,流量范圍為30 000~200 000Nm3/h,利用差壓式儀表測量時工作差壓僅為20Pa左右,差壓太小無法準確測量。如安裝一套西門子氣體流量計用來測量流量,測量儀表價格和維護費用很高。因回收風機轉速為變速,利用本方法很容易計算出累積流量。筆者將120t轉爐煤氣回收公式計算值與西門子儀表檢測對比數據進行比較,對比了36爐次的回收量,雖然有時偏差大,有時偏差小,但累積量偏差計算公式與西門子儀表檢測的非常接近,累積誤差僅為-0.12%,工藝認為該數據非常準確,完全滿足工藝生產和計量的要求。 該方法使用一年多時間以來,誤差可以控制在±2%,完全滿足工藝生產和計量的需要,這種計量裝置和方法可以不使用流量儀表設備間接計量轉爐煤氣回收量,用于指導煉鋼煤氣回收的生產,準確計量煤氣回收量,無需增加額外成本,經濟效益可觀。特別解決了轉爐煤氣回收投產運行后,轉爐煤氣計量不準且無法安裝流量計或由于工藝參數問題沒有可選流量儀表的難題,具有一定的新穎性、創造性和實用性。2.2 計算回收時間
2.3 計算累積流量
3 轉爐煤氣回收量計量裝置實例
4 結束語
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00