跨座式空中軌道系統桿件制造工藝研究
2014-08-11 14:22:20吉敏廷史淑艷
山西建筑 2014年11期
吉敏廷 史淑艷
(中鐵寶橋集團有限公司,陜西 寶雞 721006)
·橋梁·隧道·
跨座式空中軌道系統桿件制造工藝研究
吉敏廷 史淑艷
(中鐵寶橋集團有限公司,陜西 寶雞 721006)
介紹了跨座式軌道交通的特點及軌道梁、支座、立柱等典型構件,著重闡述了這些典型構件的制作工藝、焊接變形控制及質量控制技術,為后續類似工程的設計和施工提供了參考。
跨座式軌道交通,典型構件,制作工藝,焊接變形,質量控制
0 引言
跨座式空中軌道系統,是一種新興的城市軌道交通系統,在距地面8 m~10 m的高度運行,具備線路設計靈活、施工便利、乘坐舒適、節約用地、造價相對較低等顯著特點。
1 跨座式空中軌道系統的優點
線路設計靈活,可以直接利用人行道或綠化帶,可以貼近已有的建筑物,可以穿越叢林、景區,減少征地、拆遷、管線改移工作量;地面空中立體配合施工,鋼結構的軌道梁、立柱可以實現工廠化生產,現場安裝架設,施工便捷,不影響正常交通;建設周期較短,土建施工和上部梁柱支撐體系可并行,車站土建施工工程量較小,對沿線交通及居民的影響較小;不會發生脫軌,發生緊急情況時人員疏散和救援容易,具有較高的安全可靠性。
2 典型構件
以某已建項目為例,主體軌道系統分為軌道梁、支座及支撐柱三部分。
2.1 軌道梁
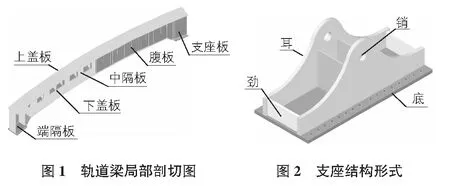
軌道梁采用變截面箱形曲線桿件,斷面上蓋板定寬750 mm,端部945 mm,中部高740 mm~1 350 mm,桿件長度10 m~52 m,平面線型有直線、曲線、直+曲、直+曲+直、曲+直+曲等類型,因線路設計非常靈活,導致軌道梁線型較為復雜,純曲線軌道梁最大矢高1.8 m。軌道梁局部剖切見圖1。
2.2 支座
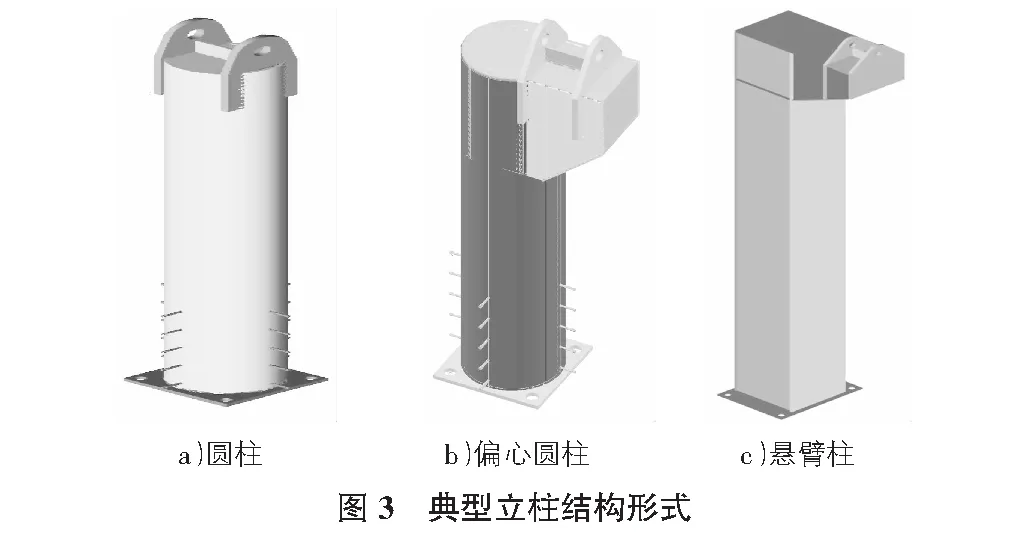
支座是連接軌道梁和立柱的重要傳力受力構件,主要由40 mm厚的有Z向拉伸要求的支座底板、耳板和加勁板組成。主要的結構形式見圖2。
2.3 立柱
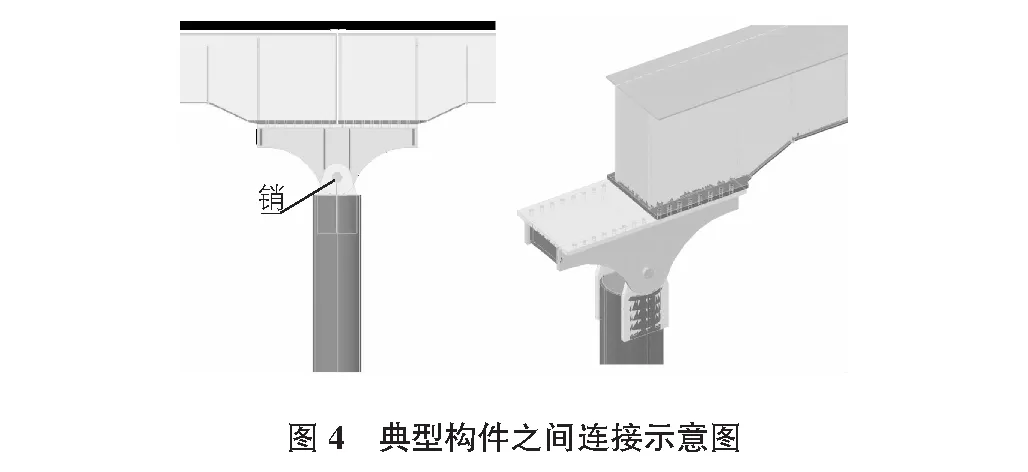
立柱包括圓柱和懸臂柱。圓柱由直縫焊接鋼管、柱頭支座和底座板組成。懸臂柱由矩形主體、變截面懸臂以及柱頭支座組成。柱頭支座單元由耳板和加勁板組成。典型立柱結構形式見圖3。
2.4 連接形式
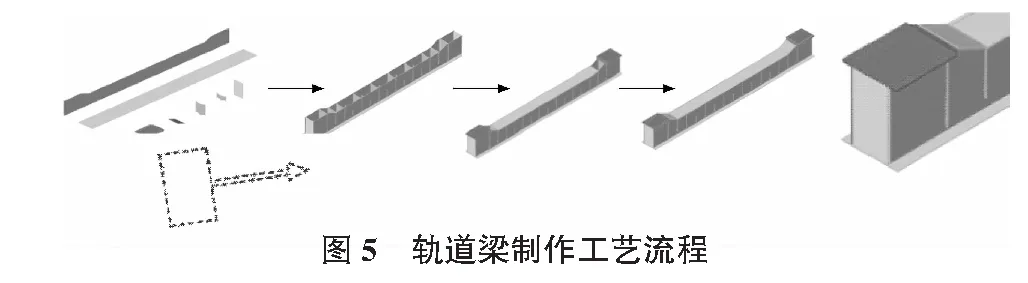
軌道梁通過支座板與支座用高強螺栓連接;梁段間接口處腹板及上蓋板間不連接;支座與立柱用銷軸連接;立柱通過預埋件與基礎連接。
典型構件之間連接示意圖見圖4。
3 制作工藝
3.1 軌道梁制作
軌道梁為機車的行走結構,各項精度要求很高,使得鋼結構的加工制造精度達到近乎機加工的水平,為此采用了許多技術手段及工藝、工裝、設備保證措施。
1)制作難點。
a.軌道梁箱形桿件線型復雜,制造精度要求高(腹板線輪廓度1 mm/4 m,垂直度0.5 mm);
b.軌道梁蓋腹板厚度較小,焊接變形大;
c.軌道梁為長細桿件,預拱度控制難度大;
d.軌道梁底板連接面平面度控制難度大。
2)隔板制作。
隔板作為軌道梁的“內胎”,其加工精度是決定軌道梁精度的前提和保證。隔板在下料前,對鋼板進行預處理,以保證鋼板平面度、消除軋制殘余應力;在數控切割機上火焰精密切割下料。根據焊接、加工等工序要求,下料時預留一定的工藝量;下料后首先矯正熱切割引起的變形,然后機加工隔板焊接邊及坡口,重點控制隔板的外型尺寸、垂直度、對角線等項點。隔板檢測時,按照公差帶的要求進行分揀,確保用于同一根軌道梁的隔板偏差最小,盡可能的消除加工誤差帶來的影響。
3)軌道梁蓋、腹板的制作。
蓋板、腹板在下料前,對鋼板進行預處理,以保證鋼板平面度、消除軋制殘余應力。由于線路設計的靈活性,導致軌道梁線型多樣,為了充分利用原材料,采用先套裁切割再接長的工藝。在零件下料時,根據焊接、加工等工序要求,預留一定的工藝量。矯正火焰切割引起的變形后加工焊接邊及坡口。對需要接長的料件進行對接、修整。組裝時重點控制線輪廓度(拱度)、錯臺量。對該類涉及到人身安全的重要焊縫,進行100%的超聲波探傷及一定比例的射線探傷,最后按照蓋板及腹板的檢測項點檢查其各項指標,為組裝構件做好準備。
4)軌道梁制作。
根據軌道梁的結構形式,采用倒裝法。在數控組裝胎型上組裝隔板,控制精度在1 mm/25 m(該項技術為我公司發明專利),在桿件組裝胎型起拱后組裝兩腹板呈槽形,最后組裝插入式隔板。槽形焊接時,采取一定的反變形措施,重點控制腹板的焊接變形。最后組裝下蓋板及支座板,支座板焊接過程中,采取預彎措施,保證焊接后支座板的平面度。修整焊接變形時,主要控制上下蓋板、腹板平面度,箱形拱度、旁彎、扭曲、對角線等項點。軌道梁孔群全面采用后孔法制孔工藝,避免焊接變形的影響,提高制孔精度。
軌道梁制作工藝流程見圖5。
5)精度控制措施。
a.組裝精度控制。
軌道梁為機車的行走結構,各項精度要求很高,為此采用了許多技術手段及工藝、工裝、設備保證措施。開發了精密的數控組裝技術,適用于各種線型軌道梁的組裝,組裝精度達到1 mm/25 m,此項技術是我公司專利技術,成功解決了復雜曲線軌道梁隔板組裝的難題,在確保產品精度的同時大大提高了工作效率。
b.焊接變形控制。
焊接變形是影響構件幾何尺寸精度的直接因素之一。采取大量有效的措施控制焊接變形:分析各種類型桿件的結構形式,通過焊接工藝試驗采用焊接變形量小的焊接方法和工藝,以減小焊接變形;采用理論計算與制作試驗件相結合的方法確定合理的焊接預留收縮量,并在生產過程中跟蹤測量,及時修正;采用合理的焊接方法及焊接順序,設計保證焊接質量和便于控制焊接變形的工藝裝備,確保焊接工藝的有效實現和焊接變形的有效控制。
c.制孔精度控制。
本工程軌道梁與支座之間全部采用高強螺栓連接。制孔精度將直接影響架設安裝進度及質量,影響整個工程完成后的幾何線型。因此對連接孔群的制孔精度要求很高。借鑒了鐵路鋼桁梁制造的一些經驗和控制措施保證制孔精度:全面采用后孔法制孔工藝,避免焊接變形的影響;采用高精度的精密劃線工藝,水準儀、經緯儀配合劃線;采用高精度的制孔工藝裝備,數控鉆床與搖臂鉆床相結合的制孔工藝。
6)涂裝質量控制。
涂裝是保證鋼結構耐久性的重要措施之一,防腐涂裝質量能否得到保障直接關系到鋼結構的使用壽命長短。通過對以往工程防腐涂裝質量控制薄弱環節的總結分析,重點從以下幾個方面對防腐涂裝質量加以控制:
a.嚴格控制涂裝原材料質量;
b.對除銹磨料進行優選,通過工藝試驗確定噴砂工藝參數,確保除銹質量;
c.除銹前將構件自由邊倒圓弧R=2 mm,保證邊角部位涂層厚度;
d.在施工過程中,對環境溫度、相對濕度、露點溫度、鋼板溫度等環境因素進行監測;
e.動態監控油漆施工過程;
f.對兩種涂層過渡區域進行預涂,保證兩種涂層體系過渡區域接縫整齊,控制涂層厚度。
3.2 支座制作
支座是受力的關鍵構件,結構簡單,但精度要求很高,控制項點非常多:支座的底板平面度、螺栓孔的精度,耳板的平行度、銷孔的同心度、與底板垂直度、焊接變形以及焊縫質量等項點。
1)制造難點。
a.熔透焊縫密集,焊接空間狹小,焊縫質量要求高;
b.焊接變形大,底板平面度不易控制;
c.兩耳板的銷孔同心度要求高;
d.耳板的平行度要求高。
2)支座制作。
支座在軌道系統中處于承上啟下的中間部位,是連接軌道梁和立柱的關鍵構件。支座制作時,先組裝成整體、焊接、機加工底板,鏜耳板銷軸孔,最后進行除銹、涂裝。
3)精度控制措施。
a.采用數控火焰切割機精切下料,耳板銷孔留足加工量后一并切出,對所有焊接邊及坡口均進行機加工,確保零件加工精度;
b.在專用胎架上組裝支座,保證整體組裝精度及耳板銷孔的同心度;
c.焊接時對稱、同向施焊,焊接過程中采取反變形措施,控制焊接變形;
d.焊接后機加工底板,消除焊接變形的影響,保證底板平面度;
e.以加工的底板為基準,采用一次裝卡完成兩耳板銷孔機加工的工藝,保證銷孔的精度及兩耳板銷孔的同心度;
f.以銷孔為基準數控機床鉆制底板孔群,保證銷孔和底板的空間相對關系。
3.3 銷軸制作
用于銷軸的合金鋼材質采用34Cr2Ni2Mo,調質熱處理時每爐帶同直徑隨爐試件一個,進行了力學性能檢驗,確保熱處理的各項力學性能達到要求。并進行磁粉和超聲波探傷檢驗,檢驗比例100%。銷軸作為重要的結構連接構件,采取熱浸鍍鋅的長效防腐涂裝,熱浸鋅厚度100 μm。
3.4 立柱制作
根據其結構特點,在制造中重點控制立柱的直線度、柱頭支座的平行度、耳板銷孔的同心度、焊接變形以及焊縫質量等。懸臂立柱制作工藝流程見圖6。
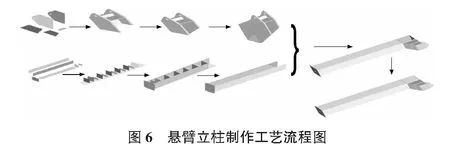
采取的質量保證措施有:一次裝卡完成柱頭支座兩耳板銷孔
加工的工藝,保證銷孔的精度;在專用自找正胎架上進行柱頭支座與鋼管柱的整體組裝,保證柱頭支座銷孔軸線與鋼管軸線的垂直度;嚴格按照工藝要求的焊接順序施焊,以減小焊接變形。
4 結語
該類跨座式軌道交通系統結構比較輕盈,桿件制作精度要求較高,在制造工藝及精度保證措施上有很多創新,本文對其進行了分析和總結,希望為后續類似工程的設計和施工提供參考。
Study on the member craftsmanship of spatial overseat-style rail transit system
JI Min-ting SHI Shu-yan
(ChinaRailwayBaoBridgeGroupCo.,Ltd,Baoji721006,China)
The paper introduces the features of overseat-style rail transit and typical components including rail beam, support and upright, and mainly describes the craftsmanship, wielding deformation and quality control technologies of the typical components, which has provided some guidance for similar engineering design and construction in future.
overseat-style rail transit, typical component, craftsmanship, welding deformation, quality control
1009-6825(2014)11-0162-03
2014-01-18
吉敏廷(1969- ),男,高級工程師; 史淑艷(1978- ),女,高級工程師
U213.2
A
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
