燒結單棍破碎機輥齒的新型修復工藝
2014-08-13 11:02:22郭震宇龔承朝
河南科技 2014年6期
關鍵詞:工藝
譚 龍 郭震宇 龔承朝
(韶關鋼鐵集團煉鐵廠,廣東 韶關 512123)
1 前言
韶鋼煉鐵廠5、6號405m2燒結機是生產的主體設備,而兩臺φ2 400×4 340單棍破碎機又是燒結生產的關鍵設備。單棍破碎機通過旋轉的輥齒與側下方篦板形成的剪切作用,破碎大塊熱燒結礦,使其滿足煉鐵高爐所需的粒度。由于近年來韶鋼高爐的大型化,對燒結礦的需求不斷增加,燒結機作業率高達97.2%,以及750℃~850℃的工作溫度,導致單棍齒輥上的輥齒磨損特別快,壽命只有8~9個月。更換或修復齒輥費時費力,嚴重制約了生產。因此對提高輥齒的的使用壽命有著強烈的需求。
2 輥齒的舊修復工藝
2.1 單棍的組成
單棍破碎機由驅動電機、傳動裝置、齒輥及齒輥下方的篦板小車組成。其中齒輥由齒輥軸、輥齒組成。輥齒是單棍破碎機執行破碎工作的主體,也是磨損最嚴重的區域。它包括齒冠和齒柄兩部分。
2.2 舊修復工藝
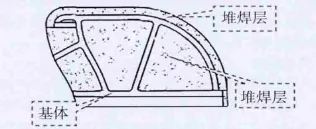
磨損不嚴重的輥齒,直接在表面用高合金耐熱耐磨焊條(D667、GRD856-4AZ等)堆焊,磨損嚴重的輥齒采用以下方法修復:(1)首先將單棍原有的齒冠全部割去,保留齒柄。(2)齒柄由于承受的沖擊和磨損程度較輕,通常采用高合金耐熱耐磨焊條直接在其表面堆焊修復。(3)齒冠單獨制作,采用ZG230-450鑄鋼鑄造基體,用高合金耐熱耐磨焊條 (如D667、GRD856-4AZ等)填充,外圈堆焊層15mm厚,內堆焊層45mm厚(見下圖)。(4)齒冠制作完成后用GR-AJ557高強度連接焊條與齒柄焊接。堆焊層
2.3 舊修復工藝的缺陷
高合金耐熱耐磨材料堆焊后,其熔敷金屬的韌性差,堆焊層不可避免要產生冷裂紋,并且堆焊層越厚,裂紋擴展越快。為了避免裂紋擴展過快連成片,造成整體脫落,通常用強度低、韌性好且焊接性能好的鋼板將大面積焊接部位隔開,劃分成較小的區間,這種起分割作用的鋼板稱為止裂板。齒輥舊修復工藝存在明顯的缺陷。
首先,齒柄在磨損嚴重的情況下,堆焊層較厚,實際操作中,部分堆焊層厚度達40mm,并且面積大,在不設置止裂板的情況下容易整片脫落。嚴重時裂紋擴展至齒冠與齒柄的連接部位,導致齒冠傾斜、脫落。其次,齒冠雖在鑄造基體時將堆焊區域分割成塊,起到了止裂板的作用,但只是前端分割區塊夠密集,其余部分焊接區面積仍然太大,容易脫落。特別是當前端磨損后,磨損或脫落速度明顯加快,影響了使用壽命。最后,鑄造基體成本高,工藝較復雜。
3 輥齒的新型修復工藝
3.1 材料的選用
經同種工況下多次試驗對比,堆焊焊條仍選擇成熟可靠的GRD856-4AZ高合金耐熱耐磨焊條,止裂板選用較ZG230-450鑄鋼韌性、焊接性能更好的Q195鋼板,厚度10mm,鋼板間焊接用GR-AJ557高強度連接焊條,打底焊接用ER302不銹鋼焊絲。
3.2 輥齒的修復
(1)齒柄的修復:兩側及非工作側磨損部位用GRD856-4AZ焊條堆焊3~5mm厚的耐磨層;工作側側面用碳弧刨將磨損部位刨平,用Q195鋼板制作“豐”字型的止裂板,橫向止裂板間隔80mm。用GR-AJ557焊條將其與齒柄連接后,堆焊分割區塊。
(2)齒冠的修復:齒冠基體采用箱試焊接件,并且相對原有尺寸在旋轉方向前端加長了50mm。中間基板用45#鋼,厚30mm,底部預留與齒柄鏈接的部位為“V”型坡口,高15mm,加大焊接強度;兩側止裂板用Q195鋼板,區塊大小設計為80mm×80mm×45mm,既可以保證耐磨材料的填充量,又能有效阻止裂紋的擴散。止裂板之間及止裂板與基板之間用GR-AJ557焊條滿焊。
(3)在齒柄、齒冠堆焊前,用ER302不銹鋼焊絲進行打底焊接,以提高齒柄母材及齒冠基板與堆焊高合金耐熱耐磨材料的結合強度,進一步減少堆焊層的開裂與脫落。
(4)齒柄、齒冠修復完成后,用GR-AJ557連接焊條焊接起來,焊縫寬度15mm、單側深度45mm,連接時要注意橫向、縱向距離的一致。最外層用GRD856-4AZ焊條堆焊約10mm厚耐磨層。焊接完成后要進行退火處理以消除焊接應力。
4 效益分析及結論
4.1 采用新修復工藝后單棍破碎機輥齒的使用壽命從9個月提高到了15個月。可以更自由地選擇齒輥更換時間,減少了對生產的制約。
4.2 采用新工藝后,避免了個別齒柄由于堆焊層脫落、極度磨損,需要更換整個輥齒的情況。
4.3 原來招標其他公司修5、6號燒結機兩套齒輥需要費用50萬元,耗時半年,現在韶鋼工程公司修復只需要30萬元,耗時3個月。綜合使用壽命的提高,平均年節省備件費用40多萬元。
[1]林劍東.提高燒結單棍破碎機錘頭壽命的研究[J].工藝與新技術,,2004,33(4).
[2]趙志剛.燒結機單棍破碎機的修復利用[J].使用與維護,2012,30(1).
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52