響應面法優化磷酸法酸析造紙黑液中的木質素
2014-08-17 03:38:04林詠梅王素梅鄭章偉
生物質化學工程 2014年2期
譚 非,林詠梅,王素梅,鄭章偉,黃 彪
(福建農林大學 材料工程學院,福建 福州 350002)
制漿造紙黑液是造紙廠的主要污染物之一。據《造紙工業發展“十二五”規劃》我國紙及紙板消費量到2015年將達到11 470萬噸[1]。 而新的《制漿造紙工業水污染物排放標準》[2]對水質的要求有了進一步提高,造紙工業水污染物包含造紙生產而產生的大量造紙黑液。當前,造紙黑液治理技術現階段主要是堿回收[3-5]。堿回收工藝可以直接回收堿, 因而得到了快速的發展和運用,但是堿回收要求紙廠具有一定的規模,由于熔融堿對設備腐蝕,設備投入巨大, 在一般小型企業的實際運用效果不夠理想,而且,對于我國廣泛采用的草漿造紙原料,堿回收技術不能充分回收殘堿。另外,黑液中的木質素在采油等行業依然有一定的應用價值,例如,目前國內僅木質素類減水劑產品年產量就超過50萬噸。因此,盡管酸析法處理黑液也有其本身存在木質素的難過濾等問題,但依然在一定程度上有一定的價值及意義。一般酸析法使用的酸為H2SO4、HCl 等,雖然技術可行,但其經濟效益較低,而采用磷酸作為酸,較其它酸析效果好[6]。磷酸酸析提取木質素,而且濾液苛化后得到的副產物可被用作飼料、化肥等增加經濟效益,環境治理效果顯著[7-9]。苛化后的磷酸鹽如與強酸反應,也能對磷酸進行回收利用。
本文作者利用響應面分析法設計磷酸法酸析黑液木質素試驗,并驗證由響應面分析法給出的優化條件,以期為黑液中木質素的處理提供理論依據。
1 實 驗
1.1 原料及試劑
黑液: 取自青州造紙廠的濃縮黑液, 固含量59.9%,總堿量(Na2O,88.04 g/L),配置成固含量20%的黑液使用(該濃度與未經多效蒸發濃縮的黑液濃度相當); 85%磷酸,化學純,天津北辰化工有限公司。
1.2 方法及黑液得率的測定
一定溫度下,在盛有50 mL稀釋黑液的燒杯中,以一定速度緩慢滴入85%的磷酸,充分攪拌,調節至所需pH值后,靜置一定時間并用定量濾紙過濾,過濾物在50 ℃下真空干燥至質量恒定并稱質量,計算木質素回收量。
1.3 單因素試驗及響應面優化試驗
單因素試驗采用酸析溫度、酸析時間及pH值作為考察對象,考察單個因素對木質素回收量影響的變化規律,在此基礎上,采用響應面法對多因素的影響進行優化。響應面法試驗因素水平為:溫度取30、 50、 70 ℃;酸析時間取10、 30、 50 min;pH值取2、 4、 6。按照Design-Expert 7.1Trial 軟件中的BBD選項生成的表格進行試驗及分析。
2 結果與討論
2.1 單因素試驗分析
固定20%的黑液,考察酸析溫度、酸析時間及pH值對木質素回收量的影響。
2.1.1 酸析溫度的影響 在反應時間為30 min,反應溶液pH值為3,考察酸析溫度對木質素回收量的影響。從圖1可見,低溫時木質素回收量較小,溫度升高,回收量變大,繼續升高溫度,回收量反而降低。這可能是由于低溫時木質素形成微小的顆粒,容易通過過濾介質,溫度升高,則可增強微粒間的運動碰撞,導致微小顆粒之間聚集為較大的顆粒,木質素形成塊狀導致回收量增加。繼續升高溫度,則回收量反而下降,這可能由于溫度的升高導致一定程度木質素中糖類等可溶物的溶解。從濾液的色澤也可判斷,溫度升高導致濾液的顏色加深。同時,溫度低時,黑液黏度較大,過濾速度慢,反之,過濾速度較快。因此最佳溫度的選擇不能只考慮木質素的析出量,還應考慮木質素的沉降速度。從圖1可知,酸析溫度50 ℃為宜。
2.1.2 pH值的影響 20%的黑液,攪拌速度一定,反應時間為30 min,反應溫度為50 ℃,考察pH值對木質素回收量的影響。由圖2可見,隨著pH值降低,木質素回收量逐漸增大,當pH值降為2~3時,木質素回收量較高。酸析黑液顏色也逐漸由黑色變為黃褐色。這是由于用酸中和黑液時發生親電取代反應,即氫離子取代了堿木質素中的鈉離子,使堿木質素膠體受到破壞,生成難溶或不溶于水的木質素,從而自黑液中分離出來。反應式為:
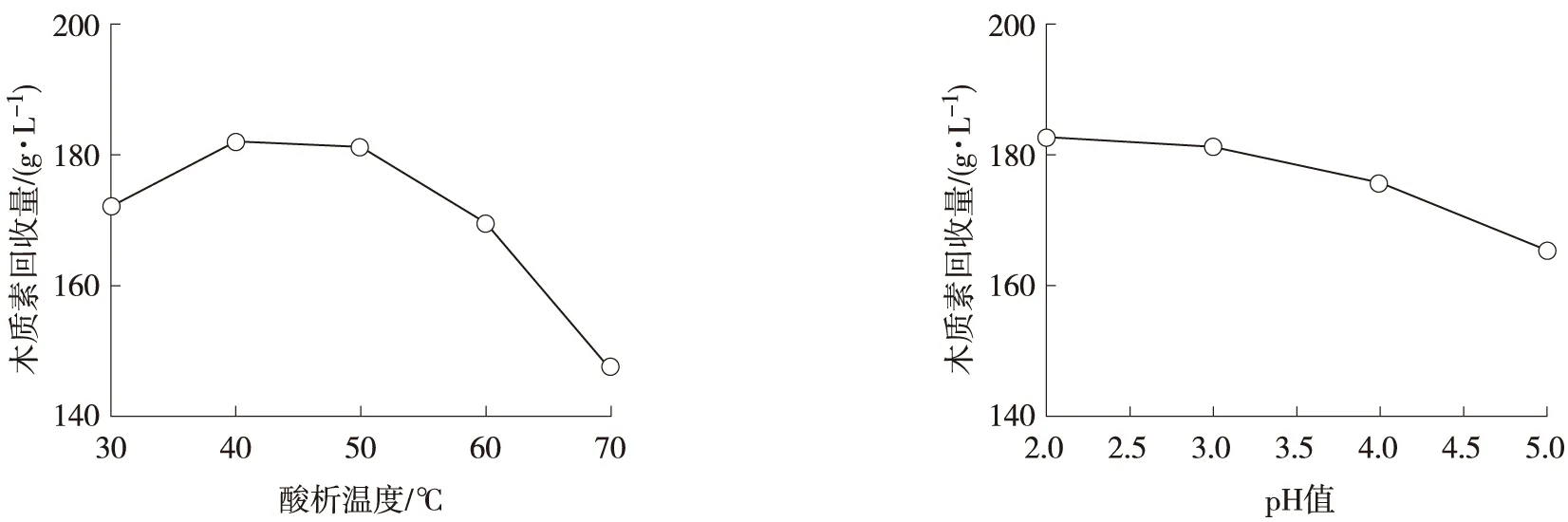
圖1 酸析溫度對木質素回收量的影響
從圖2可知,pH值為2雖然回收量更高,但需要更多的磷酸。因此選擇pH值為3較為合適。
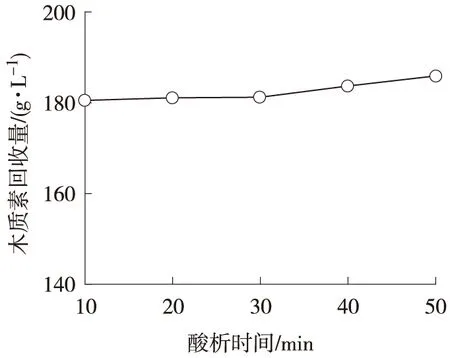
圖3 酸析時間對木質素回收量的影響
2.1.3 酸析時間的影響 在一定攪拌速度下,酸析溫度為50 ℃,反應溶液pH值為3,酸析時間對木質素回收率的影響見圖3。隨著酸析時間的延長,木質素回收量逐漸增加,但變化幅度較小,這是由于時間的延長,細小的木質素顆粒沉降的較多。從圖3可知,酸析時間50 min較為合適。
2.2 響應面試驗優化
在單因素試驗的基礎上,用響應面試驗法對造紙黑液酸析木質素工藝條件進行進一步的優化。
2.2.1 響應面試驗設計及結果分析 選擇未經濃縮的造紙黑液為20%作為考察對象。利用Design-Expert 7.1Trial 軟件中的BBD選項,可得到磷酸酸析黑液中木質素的3因素3水平試驗設計及結果,見表1。

表1 響應面分析試驗方案及結果
2.2.2 響應面回歸模型及方差分析 以下通過木質素回收量進行回歸分析。通過響應面分析得到二次回歸方程為:
y=106.672 7+4.072 98X1+4.096 69X2-0.991 93X3+
0.099 317X1X2+0.012 377X1X3-5.247 42×10-3X2X3-

由表2可見,該模型p<0.000 1表明總體上模型因素水平項顯著。模型確定系數為0.981 6,說明方程的因變量與全體自變量間線性關系明顯;模型的變異系數值為2.36%,說明模型的精密度好。可以看出,該模型實驗方法可靠,因素水平設計較合理。
因素重要性分析:采用因素重要性分析方法,對數據進行處理,3因素的回歸平方和分別為SSA=60.11,SSB=137.18,SSC=5.21,表明因素的重要性順序為 B>A>C,即pH值>酸析溫度>酸析時間。通過對模型的失擬性檢驗,可以得出,失擬項不顯著(p>0.05)。確定系數和失擬性檢驗兩項結果表明,該模型和實際情況擬合程度高,因而可用此模型對木質素回收率的變化關系進行分析和預測。

表2 回歸分析優化后模型的方差分析
2.2.3 模型的效應分析 結合響應面分析及圖4對二次回歸方程進行方差分析,可以看出,酸析溫度與保溫時間的交互作用對木質素得率的影響顯著,比較而言,其他的交互作用不顯著。利用限制條件下求極值的方法求解最優水平,并當到達局部最優點時, 求得:X1=45.58 ℃,X2=2,X3=50 min,經取整得酸析溫度為46 ℃,pH值2,酸析時間為50 min,經計算得最優解為190.60 g/L。實際為了節約酸用量,可以選用pH值3作為最優值,依照模型,此時計算得到的木質素回收量為188.43 g/L,與最優值僅減少1.15%,但酸用量只有原來的十分之一,而且易于分離。經3次平行實驗,可得此時木質素回收量為189.21、 189.61、 189.73 g/L,誤差0.58%,與理論值預測基本吻合,故響應面分析得到的結果具有實際意義。
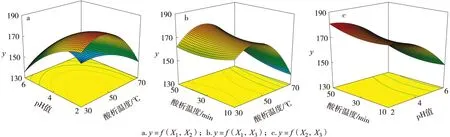
圖4 各因素交互作用對木質素回收量的影響
3 結 論
使用磷酸酸析處理造紙黑液中的木質素,研究工藝過程及影響因素,在單因素試驗的基礎上,應用響應面Box-Behnken(BBD)法進行試驗設計,對酸析條件進一步優化,得出:
3.1 酸析溫度對木質素回收量有顯著的影響,溫度過高或過低時木質素回收量均較低,合適的溫度為46 ℃。pH值對于木質素回收有較大的影響,當pH值達到一定程度可以不采用降低pH值的方法提高木質素回收率,為節約酸的用量,適宜的pH值為3。延長酸析時間有利于提高木質素回收量。
3.2 經響應面分析及二次回歸方程方差分析,酸析溫度與保溫時間的交互作用顯著,其他的交互作用不顯著。
3.3 經響應面方法優化,計算得出最優條件為:酸析溫度46 ℃,pH值2(為節約酸量,可控制為3),酸析時間50 min,木質素回收量為190.60 g/L。
參考文獻:
[1]國家發改委.造紙工業發展“十二五”規劃[R].2011.
[2]GB 3544—2008,制漿造紙工業水污染物排放標準[S].
[3]張華蘭,王占君,周浩.超濾微濾處理制漿黑液技術的研究進展[J].生物質化學工程,2013,47(2):35-40.
[4]劉江燕,武書彬,郭伊麗.制漿黑液固形物與工業木質素熱解液化產物分析[J].林產化學與工業,2008,28(4):65-70.
[5]黃立新,應浩,蔣劍春.制漿黑液氣化綜合利用技術及裝備的研究進展[J].林產化學與工業,2010,30(3):103-109.
[6]邊琳,孫亞兵,徐建華,等.不同酸對造紙黑液酸析效果的研究[J].四川環境,2012,31(4):39-43.
[7]代琛,李文江,謝飛.磷酸提取堿法三角黃草黑液中木質素的研究[J].化工技術與開發,2010,39(7):41-43.
[8]高慧.麥草黑液磷酸酸析工藝研究[J].紙和造紙,1998(4):39-40.
[9]高慧,潘祖耀,韓效釗,等.麥草漿黑液綜合利用新工藝研究[J].合肥工業大學學報:自然科學版,1998,21(3):137-140.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06