聚合物基微納米復合材料的制備及微型注塑加工研究
2014-08-29 04:42:02夏和生陳英紅費國霞
中國材料進展 2014年4期
關鍵詞:復合材料
王 琪,夏和生,陳英紅,李 莉,陳 寧,費國霞
(四川大學高分子研究所 高分子材料工程國家重點實驗室, 四川 成都 610065)
1 前 言
現代科學技術和國民經濟的發展迫切需要先進的微器件和微系統,制品重量輕至毫克,微特征結構尺寸如微孔、微槽等小至微米,產品科技含量和附加值高,是小器件、大產業,涉及通訊、電子、生物醫用、微機電、微機器人等諸多領域。高分子材料具有重量輕,熔點低,可塑性好,可精確復型,形成微細特征結構,可通過微型注塑、擠出等規模化快速生產,能耗低,成本低,易于通過其它材料復合實現高性能化和功能化等特點,微型高分子功能器件發展迅速,應用前景十分廣闊,預計高分子材料微型器件的市場份額到2015年將超過1 000億美元,已成為當今科學技術的重要前沿[1-5]。
制備微型高分子功能器件需要解決以下關鍵問題:首先,需研制適合微型加工的具有目標功能的新型高分子材料。目前,聚合物微注塑成型加工通常采用單一組分聚合物[4, 6-13],如用于微型光學器件的聚甲基丙烯酸甲酯(PMMA)[6]、聚碳酸酯(PC)[7],用于微型傳動器件的聚甲醛(POM)[8]、尼龍(PA)[6],用于微電子領域的液晶聚合物(LCP)[6],用于生物醫用微型器件的聚乙烯(HDPE)[9]、聚砜(PSU)[6]、聚醚醚銅(PEEK)[6]等。但單一組分聚合物很難滿足微型功能器件對材料加工性、力學性能、功能性的綜合要求,如:微型注塑加工需要高流動性,而器件需要高強度;聚合物熱脹系數較大、易蠕變,而微型器件要求尺寸精確、穩定;單一組分聚合物不易實現微型器件對機械、光、電、磁、生物醫用等目標性能的要求等。而且微型加工需要不同于傳統加工的原料形態,原料粒徑應小于微型加工設備容限,共混填充體系相疇尺度應小于微型器件特征尺寸等。其次,需要建立和發展聚合物微型加工新技術新理論,研制新設備。聚合物微型加工的特點是:小尺寸受限空間,高表界面相互作用,極端加工條件如高應力、高流動速度、高溫度梯度等。傳統聚合物加工理論的一些基本假設,如充分發展層流、壁面無滑移、忽略入口效應和熔體前沿影響、忽略聚合物熔體的表面張力作用等,均不適用于微型加工。而且對多組分高填充的聚合物基微納米復合材料在微型加工極端條件下的流變行為及結構的形成演變研究較少。
近年來,在國家自然科學基金和科技部國際合作研究項目支持下,高分子材料工程國家重點實驗室(四川大學)與英國Bradford大學聚合物交叉學科研究中心(Polymer IRC)合作,建立了聚合物微型加工中心,在聚合物基微納米復合材料的制備和微型加工方面開展了大量研究。通過有機/無機雜化、固相剪切碾磨、納米復合、分子復合等新方法,制備了一系列適合于微成型加工的高性能多功能聚合物基微納米復合材料,解決了微納米填料難分散、復合體系難加工的難題,實現了聚合物基微納米復合材料的微型注塑加工及微型制品結構與性能的調控和優化。本文重點介紹了作者課題組在尼龍11(PA11)/鈦酸鋇(BT)壓電微納米復合材料、聚乙烯醇(PVA)/羥基磷灰石(HA)生物醫用納米復合材料及熱塑性聚氨酯(TPU)/碳納米管(CNTs)導電納米復合材料的制備及微型注塑加工方面的研究工作。
2 PA11/BT壓電微納米復合材料制備及微型注塑加工
尼龍11(PA11)是少數具有壓電性能的聚合物之一,其吸水性低、加工和力學性能優良[14];鈦酸鋇(Barium Titanate, BT)是一種電學性能優異的壓電材料,具有優異的壓電、介電性能,以及多個居里點和復雜的相轉變行為[15]。通過有機/無機雜化將PA11與BT復合,可制備兼具優良壓電性能和熱塑加工性能的PA11/BT壓電復合材料及相應的功能微型器件。其難點在于實現BT在PA11基體中的良好分散,實現高填充PA11/BT微納半復合材料的微型注塑加工。
采用固相剪切碾磨方法制備了BT含量可達85%(質量分數)且分散良好的PA11/BT的微納米復合材料[16-18],為制備高性能的聚合物壓電微型器件提供了新材料。固相剪切碾磨技術是Xu等發明的基于磨盤形固相力化學反應器[19]的高分子材料制備和加工新技術。固相力化學反應器具有特殊的三維剪結構,在磨盤碾磨過程中會產生強大的三維剪切力場[20],對物料具有粉碎、分散、活化和力化學反應等多重功能,可實現聚合物和無機功能填料的室溫超細粉碎及微納米復合[21-26]。由圖1可見,未碾磨PA11/BT復合材料體系中BT粒子團聚嚴重,而磨盤碾磨強大的三維剪切力場作用實現了高填充的BT粒子在PA11基體中均勻分散[16-18]。
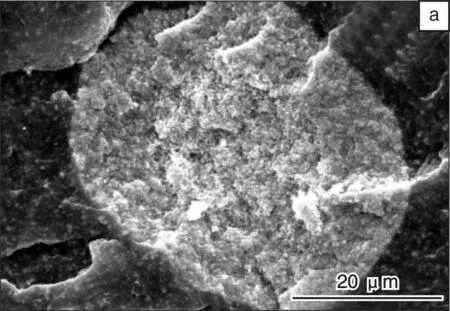
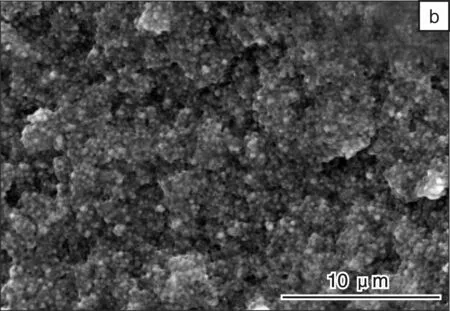
圖1 PA11/BT復合材料淬斷面SEM照片: (a)未碾磨(40%BT,質量分數)和(b)碾磨(80%BT,質量分數)樣品[18]Fig. 1 SEM images of the fractured surfaces of PA11/BT composites unmilled(40%BT, mass fraction)(a) and milled(80%BT, mass fraction)(b)

圖2 BT質量分數不同的PA11/BT復合材料的應力-應變曲線:(a)0%, (b)20%, (c)40%, (d)60%, (e)80%[18]Fig.2 Stress versus strain curves of PA11/BT composites with different BT mass fraction of 0%(a), 20%(b), 40%(c), 60%(d), and 80%(e)
PA11/BT微納米復合材料具有優良的綜合性能[16-18]。由圖2可見該復合材料力學性能優良。圖3表明,該復合材料的壓電系數d33和壓電電壓系數g33均隨BT含量增加而增加。當BT質量分數為20%和85%時,d33分別達1.1 pC/N和6.6 pC/N;當BT質量分數為20%和80%時,g33可分別達到26.8×10-3Vm/N和41.9×10-3Vm/N。

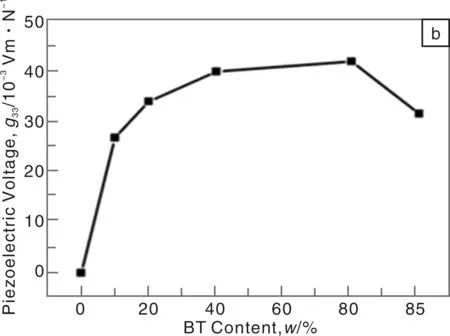
圖3 不同BT含量的PA11/BT復合材料的壓電系數(a)和壓電電壓系數(b)[18]Fig.3 Piezoelectric strain coefficient (a) and voltage coefficient (b) of PA11/BT composites with different BT content
圖4表明,制備的PA11/BaTiO3壓電微納米復合材料具有優良的微型注塑加工性能[16],充模極快,充填時間小于10 ms;提高加工溫度和注射速率均有利于熔體的完全充填。首次實現了PA11/BT (80%, 質量分數)高填充體系的微型注塑加工(圖5a),在注塑溫度270 ℃和注射速率400 mm/s條件下,實現了對微型模腔的完全充填,其在微型注塑過程中的注射壓力峰值和模腔壓力均在合理范圍,且對微型樣品微結構的復型良好(圖5b)。這是高填充聚合物體系微型注塑加工的重要突破。
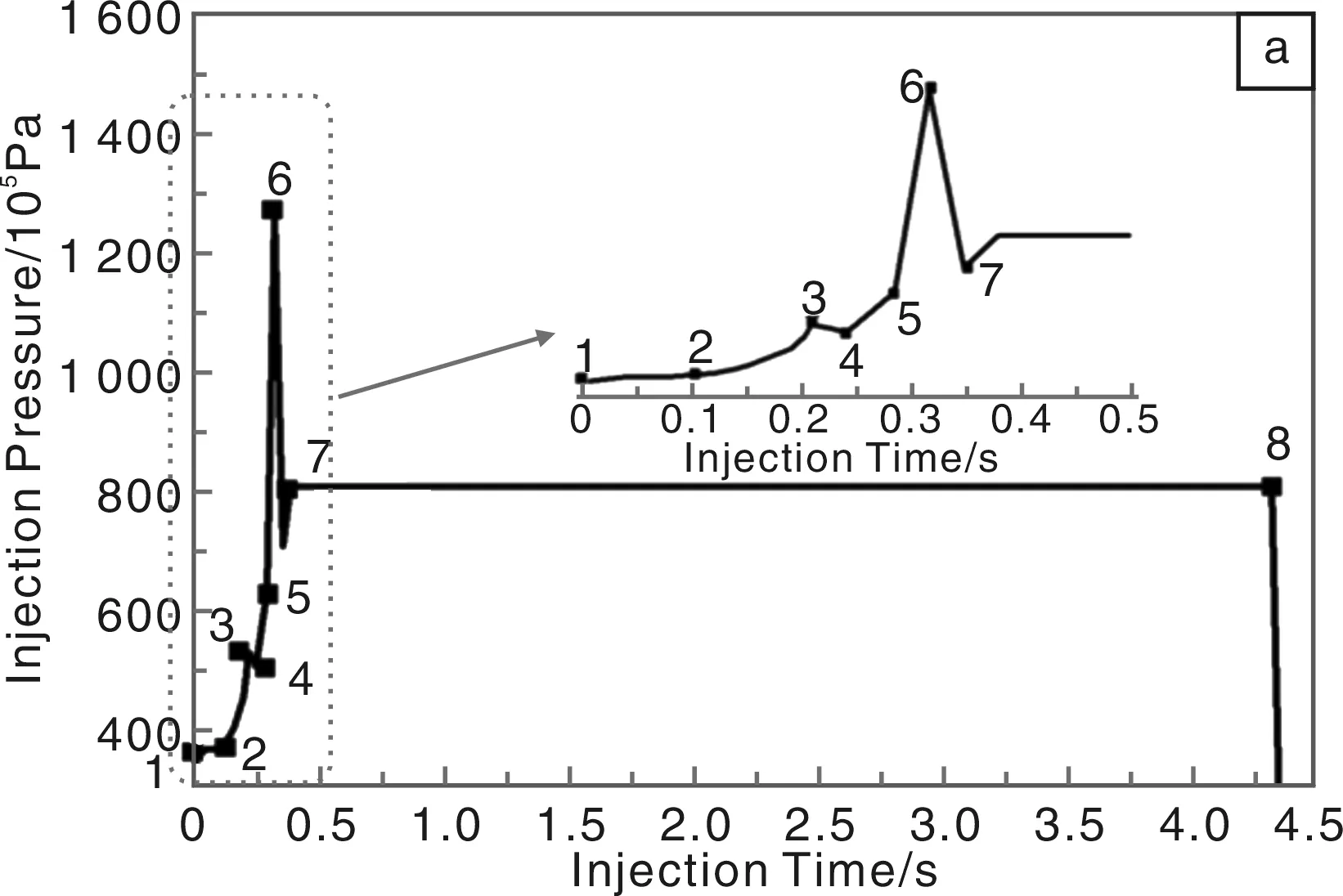
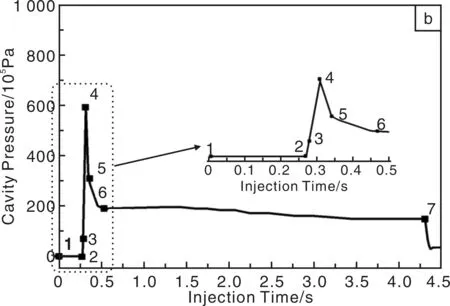
圖4 PA11/BT(50%,質量分數)復合材料體系微注過程中注射壓力(a)和模腔壓力(b)隨注射時間的變化[16]Fig.4 The dependence of injection pressure (a) and cavity pressure (b) on time during μIM of PA11/BT(50%, mass fraction) composite
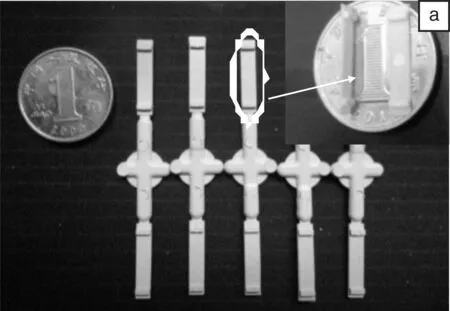

圖5 PA11/BT(80%,質量分數)高填充微型制品的數碼照片(a)和SEM照片(b)[16]Fig.5 The digital photo (a) and SEM image(b) of PA11/BT (80%, mass fraction) highly filled micro part
3 PVA/HA生物醫用納米復合材料制備及微型注塑加工
聚乙烯醇(Polyvinyl Alcohol,PVA)具有優良的力學性能和生物相容性,但缺乏生物活性;羥基磷灰石(Hydroxyapatite,HA)具有優良的生物活性和生物相容性,但力學性能差。PVA與HA復合可兼具優異的力學性能、生物活性及生物相容性,有望制備綜合性能優異的生物醫用微型器件。
制備PVA/HA復合材料及其微型器件的難點在于PVA多羥基強氫鍵的結構特點使其熔點(226 ℃)與分解溫度(200~250 ℃)十分接近,不能熱塑加工;另外HA納米粒子難于在PVA基體中均勻分散。通過分子復合實現PVA熱塑加工,采用固相剪切碾磨方法制備了高填充的PVA/HA納米復合材料并實現其微型注塑加工[17, 27-28]。
分子復合是指結構互補的高分子通過庫侖力、氫鍵、范德華力、電荷轉移相互作用等次價鍵力而締合,在分子水平上調控聚合物的超分子結構,改善其性能[29]。選擇與PVA結構互補的含氮化合物和水組成復合改性劑,與PVA氫鍵復合,抑制PVA結晶,降低其熔點,提高其熱分解溫度,實現100 ℃以上的熱塑加工,解決了PVA難以熱塑加工的難題[29-35]。
圖6是改性PVA和不同HA含量的PVA/HA納米復合材料的高壓DSC和TGA曲線。由圖6可見,經分子復合改性的PVA和PVA/HA納米復合材料的熔點均顯著降低,加入HA顯著提高了PVA的熱分解溫度,有利于實現其微型注塑加工。
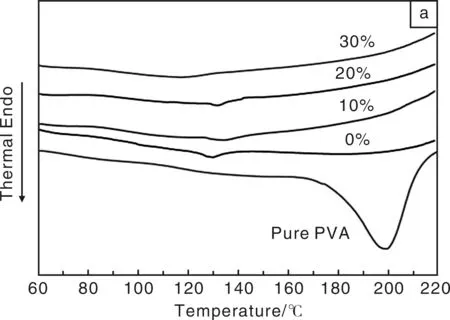

圖6 改性PVA和HA含量不同的PVA/HA納米復合材料的高壓DSC(a)和TGA(b)曲線[27]Fig.6 The high-pressure DSC (a) and TGA (b) curves of modified PVA and PVA/HA nanocomposites with different content of HA
磨盤碾磨強大的剪切力場可實現含量30%(質量分數)的HA納米顆粒在PVA基體中的良好分散(圖7)。XRD分析(圖8)表明,經分子復合改性后,PVA結晶度降低。磨盤碾磨并未破壞復合材料中HA的晶體結構,依然保持其生物活性。HA與PVA之間的氫鍵作用及HA的空間位阻效應會抑制PVA的結晶。所制備的PVA/HA納米復合材料具有優良的力學性能,拉伸強度達32 MPa,斷裂伸長率達567%。

圖7 PVA/HA (30%,質量分數)納米復合材料的SEM照片 Fig.7 SEM micrograph of PVA/HA nanocomposites with 30%(mass fraction) HA

圖8 PVA、HA和PVA/HA納米復合材料的XRD圖譜[28]Fig.8 XRD patterns of PVA, HA and PVA/HA nanocomposites
PVA/HA納米復合材料具有剪切變稀行為,剪切速率10 000 s-1時,剪切粘度較低(40 Pa·s)(圖9),可滿足微型注塑加工對熔體流動性更高的要求。
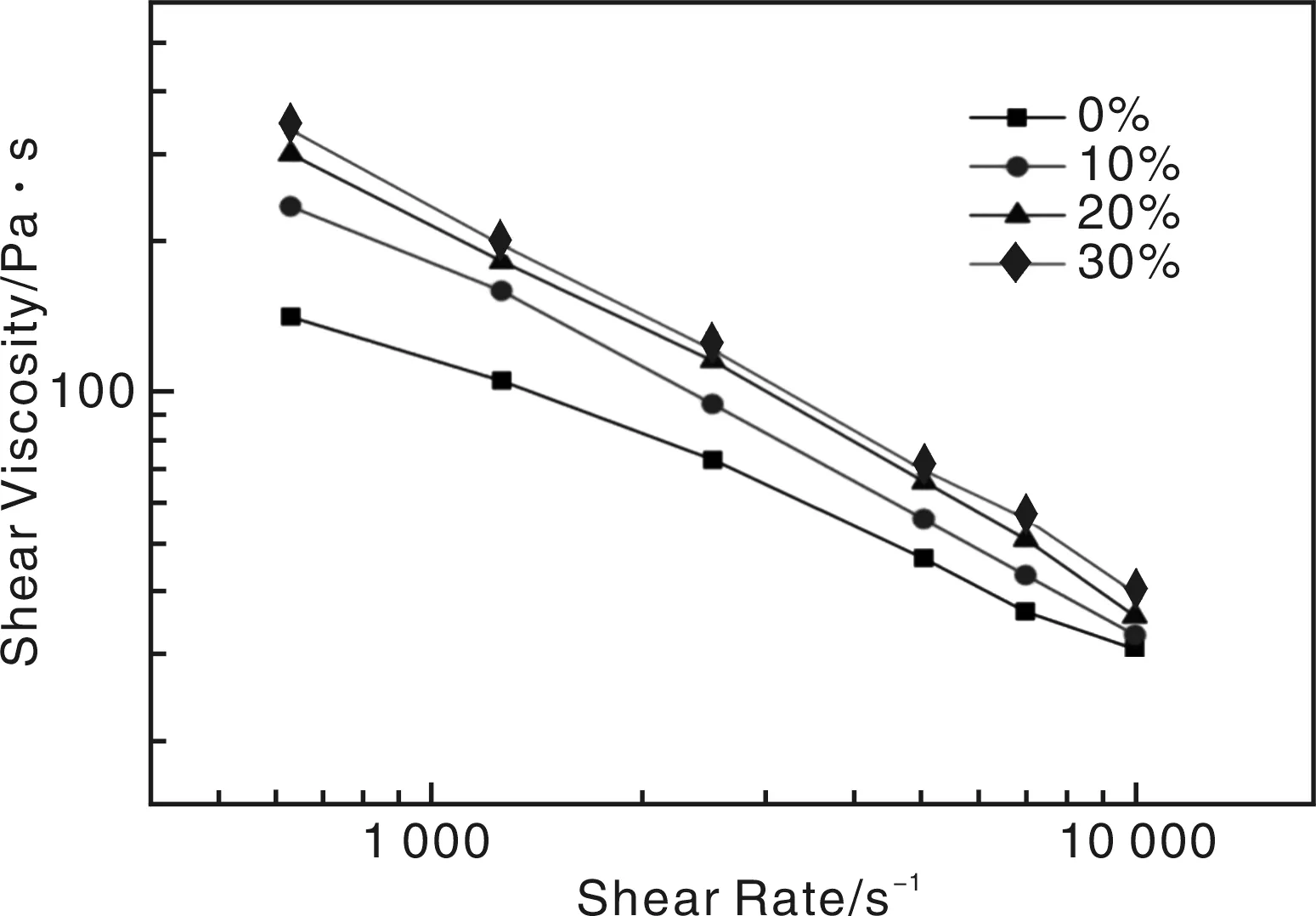
圖9 PVA/HA納米復合材料在180 ℃時剪切粘度與剪切速率的關系曲線[27]Fig.9 Flow curves of shear viscosity versus shear rate of PVA/HA nanocomposites at 180 ℃
PVA熱塑加工難,無機填料填充PVA基復合材料熱塑加工更難,高填充PVA/HA納米復合材料的微型注塑加工難上加難。通過分子復合、固相剪切碾磨以及優化微型注塑工藝條件,實現了納米HA含量不同的復合材料微型注塑加工和完全充填,首次實現了HA含量高達30%(質量分數)的PVA/HA納米復合材料的微型注塑成型(圖10),復型性良好(圖11a),且HA在PVA基體中呈良好分散狀態(圖11b),為制備PVA基醫用功能微型器件奠定了基礎。
對比研究了傳統注塑和微型注塑PVA/HA納米復合材料樣品的結晶行為(表1),結果表明,加入HA降低了PVA的熔點、熔融熱焓和結晶度,歸因于HA的加入干擾了PVA的結晶,降低了其結晶完善程度。相對于傳統注塑樣品,PVA/HA納米復合材料微型注塑樣品的熔點、熔融焓及結晶度有所增加。

圖10 質量分數不同的HA的PVA/HA微型樣品數碼照片[27]Fig.10 Digital photos of PVA/HA micropart with different mass fraction of HA: (a) 0%, (b) 10%, (c) 20%, and (d) 30%


圖11 PVA/HA (30%,質量分數)微型注塑樣品的微結構形貌(a)和淬斷面的SEM照片(b)[27]Fig.11 SEM micrographs of micro structure(a) and the fractured surface(b) of PVA/HA (30%, mass fraction) microinjection sample

SampleHA content,w%Tm/℃ΔHc/J·g-1Crystallinity/%Micropart030195.6193.526.218.729.126.6Macropart30192.117.524.8
4 TPU/CNTs導電納米復合材料制備及微型注塑加工
熱塑性聚氨酯(TPU)具有良好的生物和血液相容性、機械強度優異、耐撓屈、加工性能優良,已廣泛應用于生物醫用材料的制備。但TPU導電性差,阻礙了電信號的傳輸,無法利用程序控制藥物釋放。通過TPU與碳納米管(CNTs)復合,采用熔融擠出加工方法制備了綜合性能優良的TPU/CNTs導電彈性體納米復合材料,研究了相應復合材料的微型注塑加工性能[36-39]。TPU/CNTs導電納米復合材料具有優異的微型加工性能[37, 39],對微型模腔的充填性能良好,復型性優良(圖12)。系統研究了微型注塑加工條件對復合材料微型樣品導電性能的影響,如圖13所示。在微型注塑過程中,注射壓力和保壓時間對制品導電性能影響不大,而注射溫度和模具溫度的影響較大。隨注射溫度的增加,微型樣品的導電率增加。這是由于注射溫度高,復合材料粘度小,分子運動能力強,更易恢復微型注塑強剪切力破壞了的CNTs導電網絡。模具溫度對制品導電率的影響更大,當模具溫度由50 ℃增加到120 ℃時,微型樣品的導電率提高近兩個數量級。這是由于模具溫度高,材料冷卻速度慢,聚合物大分子鏈在冷卻凍結前有足夠的運動時間重構微型注塑過程中被強剪切力場破壞的導電網絡,從而使微型樣品的導電率增高。

圖12 TPU/CNTs導電納米復合材料微型樣品數碼照片[39] Fig.12 The digital photos of the prepared TPU/CNTs conductive nanocomposite micropart
通過微型注塑加工制備了具有獨特表面微結構的形狀記憶聚合物微器件,建立了通過電流刺激實現聚合物的形狀回復和微器件表面結構調控的技術[37],主要解決了以下3個問題:①通過熱處理大幅度提高微注塑器件材料電導率(圖13),這是實現低電壓、快刺激響應形狀回復的關鍵;②通過提高模具和熔體溫度、注塑速率和注塑壓力實現表面微結構的穩定化,使微型器件表面結構可從臨時形態回復到永久形態;③通過提高模具、熔體溫度,注塑速率和注塑壓力減少微器件內應力,提高微型器件的尺寸穩定性。


圖13 微加工參數對TPU/CNTs(5%,質量分數)復合材料電導率的影響[37]Fig.13 Effect of micro injection molding conditions on the electrical conductivity of the TPU/CNTs(5%,mass fraction) nanocomposite samples
在此基礎上,通過電流刺激實現了聚合物的形狀回復和微器件表面結構調控,如圖14所示。與通常通過模板熱壓、自組裝,原位聚合等方法形成微器件表面微結構相比,微型注塑是一種快速、高效、成本低的制造聚合物表面微結構器件的方法,可望在一次性高端防偽、細胞培養等方面得到重要應用。
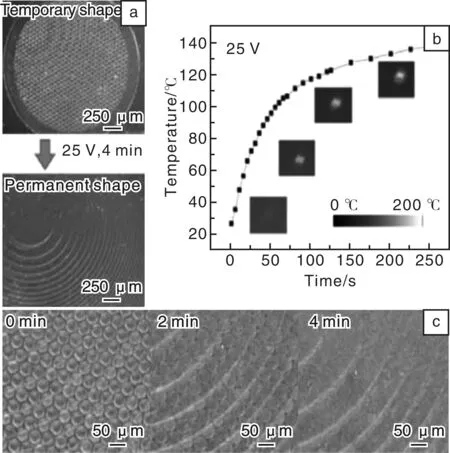
圖14 電流刺激表面聚合物形狀記憶和微器件表面結構調控(操作電壓: 25 V)[37]Fig.14 Electro-induced surface shape memory behavior: temporary shape (above) and permanent shape (below) at a low magnification (a), the temperature rise of the microparts under a electrical voltage of 25 V with the time recorded by infrared thermal video camera (b), and online optical observation of electro active surface shape recovery under a direct voltage of 25 V (c)
5 結 語
針對制備微型高分子功能器件的關鍵問題,通過有機/無機雜化、固相剪切碾磨、納米復合、分子復合及熔融共混技術等制備了系列適合于微成型加工的高性能多功能聚合物基微納米復合材料,如PA11/BT壓電微納米復合材料、PVA/HA生物醫用納米復合材料以及TPU/CNTs導電納米復合材料等,解決了微納米填料難分散、復合體系難加工的難題,實現了其微型注塑加工,調控和優化了微型制品結構與性能,是高填充聚合物基微納米功能復合體系微型注塑加工的重要突破,為制備高性能多功能的聚合物微型器件提供了新材料、新技術、新理論,具有重要意義。
參考文獻 References
[1] Whiteside B R, Martyn M T, Coates P D,etal. Micromoulding: Process Characteristics and Product Properties[J].Plastics,RubberandComposites, 2003, 32(6): 231-239.
[2] Heckele M, Schomburg W K. Review on Micro Molding of Thermoplastic Polymers[J].JournalofMicromechanicsandMicroengineering, 2004, 14: R1-R14.
[3] Giboz J, Copponnex T, Mele P. Microinjection Molding of Thermoplastic Polymers: A Review[J].JournalofMicromechanicsandMicroengineering, 2007, 17: R96-R109.
[4] Attia U M, Marsona S, Alcockb J R. Micro-Injection Moulding of Polymer Microfluidic Devices[J].MicrofluidicsandNanofluidics, 2009, 7(1): 1-28.
[5] Whiteside B, Martyn M, Coates P D,etal. Micromoulding: Process Measurements, Product Morphology and Properties[J].Plastics,RubberandComposites, 2004, 33(1): 11-17.
[6] Piotter V, Mueller K, Plewa K,etal. Performance and Simulation of Thermoplastic Micro Injection Molding[J].MicrosystemTechnologies, 2002, 8(6): 387-390.
[7] Wimberger-Friedl R. Injection Molding of Sub-μm Grating Optical Elements[J].JournalofInjectionMoldingTechnology, 2000, 4(2): 78-83.
[8] R?tting O, R?pke W, Becker H,etal. Polymer Microfabrication Technologies[J].MicrosystemTechnologies, 2002, 8(1): 32-36.
[9] Yao D, Kim B. Injection Molding High Aspect Ratio Microfeatures[J].JournalofInjectionMoldingTechnology, 2002, 6(1): 11-17.
[10] Pan Y M, Shi S Y, Xu W Z,etal. Wide Distribution of Shish-Kebab Structure and Tensile Property of Micro-Injection-Molded Isotactic Polypropylene Microparts: A Comparative Study with Injection-Molded Macroparts[J].JournalofMaterialScience, 2014, 49: 1 041-1 048.
[11] Zhang J, Zhang L, Liu H,etal. Study of Micro-Injection Moulding: Factors Affecting the Content of the Beta-Phase in Isotactic Polypropylene with Beta-Nucleating Agent[J].Polymer-PlasticsTechnologyandEngineering, 2012, 51(10): 1 032-1 037.
[12] Lin X, Caton-Rose F, Ren D Y,etal. Shear-Induced Crystallization Morphology and Mechanical Property of High Density Polyethylene in Micro-Injection Molding[J].JournalofPolymerResearch, 2013, 20: 122-133.
[13] Kamal M R, Chu J S, Derdouri S,etal. Morphology of Microinjection Moulded Polyoxymethylene[J].Plastics,RubberandComposites, 2010, 39(7): 332-341.
[14] Deng Rusheng(鄧如生), Wei Yunfang(魏運方),Chen Buning(陳步寧).PolyamideResinsandTheirApplications(聚酰胺樹脂及其應用)[M]. Beijing:Chemical Industry Press,2002.
[15] Choudhury A. Dielectric and Piezoelectric Properties of Polyetherimide/BaTiO3Nanocomposites[J].MaterialsChemistryandPhysics, 2010, 121: 280-285.
[16] Shi Xianrui(石先銳), Chen Yinghong(陳英紅), Wang Qi(王 琪). PA11/BaTiO3復合材料微型注塑加工中充填行為的研究[J].Plastics(塑料), 2013, 42(4): 6-10.
[17] Wang Q, Xia H S, Zhang J,etal.RCUKBradfordScienceBridgesChina/EPSRCGlobalEngagementsResearchWorkshop: ‘CelebratingCollaborations’[C]. Chengdu: Sichuan University, 2013.
[18] Chen Y H, Shi X R, Wang Q.ProceedingsofPolymerProcessingSocietyAsia/AustraliaConference(PPS-2013)[C]. Mumbai: Indian Institute of Technology, 2013: 8-11.
[19] Xu Xi(徐 僖), Wang Qi(王 琪).MechanochemicalReactor(力化學反應器): China, 95111258.9[P]. 2001-04-19.
[20] Xu X, Wang Q, Kong X A. A Pan-Mill Type Equipment Designed for Polymer Stress Reactions: Theoretical Analysis of Structure and Milling Process of the Equipment[J].Plastics,RubberandComposites, 1996, 25(3): 152-158.
[21] Wang Qi(王 琪), Lu Canhui(盧燦輝), Xia Hesheng(夏和生). 高分子力化學研究進展[J].PolymerBulletin(China)(高分子通報), 2013, (9): 35-49.
[22] Chen Z, Liu C S, Wang Q. Solid Phase Preparation of Ultra-Fine PA6 Powder through Pan-Milling[J].PolymerEngineeringandScience, 2001, 41(7): 1 187-1 195.
[23] Xia H S, Wang Q, Li K S,etal. Preparation of Polypropylene/Carbon Nanotube Composite Powder Using a Solid State Mechanochemical Pulverization Process[J].JournalofAppliedPolymerScience, 2004, 93(1): 378-386.
[24] Shao W G, Wang Q, Wang F,etal. Polyamide-6/Natural Clay Mineral Nanocomposites Prepared by Solid-State Shear Milling Using Pan-Mill Equipment[J].JournalofPolymerScience,PartB:PolymerPhysics, 2006, 44(1): 249-255.
[25] Wang G L, Chen Y H, Wang Q. Structure and Properties of PET/Na+-MMT Nanocomposites Prepared by S3M Method[J].JournalofPolymerScience,PartB:PolymerPhysics, 2008, 46: 807-817.
[26] Shao W G, Wang Q, Wang F,etal. The Cutting of Multi-Walled Carbon Nanotubes and Their Strong Interfacial Interaction with Polyamide 6 in the Solid State[J].Carbon, 2006, 44(13): 2 708-2 714.
[27] Chen Xiao(陳 曉), Chen Ning(陳 寧), Wang Qi(王 琪). 聚乙烯醇/納米羥基磷灰石復合材料微型注塑研究[J].PolymerBulletin(China)(高分子通報), 2013, (6): 26-32.
[28] Wang Xi(王 郗), Yang Yujun(楊玉軍), Li Li(李 莉). 熱塑性聚乙烯醇/納米羥基磷灰石復合材料的結構與性能[J].AataPolymericaSinica(高分子學報), 2013, (10): 1 247-1 252.
[29] Wang Qi(王 琪), Li Li(李 莉), Chen Ning(陳 寧),etal. 通過分子復合超分子方法制備高性能高分子材料[J].AataPolymericaSinica(高分子學報), 2011, (9): 932-938.
[30] Wang R, Wang Q, Li L. Evaporation Behavior of Water and Its Plasticizing Effect in Modified PVA Systems[J].PolymerInternational, 2003, 52: 1 820-1 826.
[31] Chen N, Li L, Wang Q. New Technology for Thermal Processing of Poly(Vinyl Alcohol)[J].Plastics,RubberandComposites, 2007, 36(7-8): 283-290.
[32] Li L, Mulvaney-Johnson, Chen N,etal. Small Scale Injection Moulding of Modified Poly (Vinyl Alcohol)[J].Plastics,RubberandComposites, 2010, 39(9): 411-418.
[33] Wang Qi(王 琪), Li Li(李 莉), Chen Ning(陳 寧),etal. 聚乙烯醇熱塑加工的研究[J].PolymerMaterialsScience&Engineering(高分子材料科學與工程), 2014,30(2): 192-197.
[34] Wang B, Wang Q, Li L. Morphology and Properties of Poly (Vinyl Alcohol)/MMT Nano-Composite Prepared by Solid State Shear Milling (S3M)[J].JournalofMacromolecularScience,PartB:Physics, 2014, 53(1): 78-92.
[35] Wang Xi(王 郗), Li Li(李 莉), Chen Ning(陳 寧),etal.山梨醇改性聚乙烯醇體系的氫鍵作用及對水狀態的影響[J].ChemicalJournalofChineseUniversities(高等學校化學學報), 2012, 33(4): 813-817.
[36] Xia Hesheng(夏和生), Phil Coates(菲爾寇茨), Li Dongxu(李東旭),etal.TheHighlyConductivePolymer/CNTsCompositesandTheirMicroProcessingMethod(高導電聚合物碳納米管復合材料及其微型加工方法): China, WO2012/089998A2, GB1108161.9, ZL201010611646.5[P]. 2013-01-23.
[37] Fei G X, Tuinea-Bobe C, Li D X,etal. Electro-Activated Surface Micropattern Tuning for Microinjection Molded Electrically Conductive Shape Memory Polyurethane Composites[J].RSCAdv, 2013, 3:24 132-24 139.
[38] Xia H S.The29thInternationalConferenceofthePolymerProcessingSociety(PPS-29)[C]. Nurnberg: University of Bayreuth, 2013.
[39] Gong Qichun(龔啟春), Lu Xili(盧錫立), Xia Hesheng(夏和生).ProceedingsofNationalPolymerSymposium2013(2013年全國高分子學術論文報告會)[C]. Shanghai: Donghua University, 2013.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29