焊后局部熱處理的加熱范圍
2014-09-04 09:50:50南東國翟長峰楊潤梅大連中集重化裝備有限公司
中國特種設備安全 2014年2期
苑 怡 叢 軼 南東國 翟長峰 楊潤梅 蔣 鑫 大連中集重化裝備有限公司
焊后局部熱處理的加熱范圍
苑 怡 叢 軼 南東國 翟長峰 楊潤梅 蔣 鑫 大連中集重化裝備有限公司
對ASME及國內壓力容器相關標準的新舊版本關于焊后局部熱處理加熱范圍的規定進行了對比分析,指出某些標準對同類條款表達不準確,容易引起設計、制造和監檢等各方爭議。個別國內標準在新版中對加熱寬度的規定欠妥。
焊后熱處理 加熱方法 局部加熱 加熱帶寬度 有效加熱范圍
對于壓力容器焊后熱處理的公稱厚度,文獻[1]已進行了分析辨別,厘清了各相關標準中有爭議的條款,對制造廠正確制定壓力容器焊后熱處理工藝和消除產品驗收時各方分歧是非常有益的,同時對某些標準的修訂也不無裨益。在焊后局部熱處理過程中,由于國內外相關標準對局部加熱范圍和加熱方法的描述存在差異,也會給局部熱處理工藝的制定和產品驗收造成爭議。這些爭議,有的是不同譯者對國外標準相關條款的理解和描述不同,有的則是標準的某些規定欠妥。
1 各相關標準對焊后局部熱處理加熱范圍的規定
1.1 國內外壓力容器相關標準對局部熱處理加熱帶寬度的規定
國內外相關標準對壓力容器焊接接頭局部熱處理的加熱帶寬度都作出了規定,其中有的標準新舊版本的規定發生了變化,詳見表1。
1.2 關于加熱帶寬度的分析與討論
從表1可以看出,國內相關標準在修訂版都減小了局部熱處理加熱帶的寬度,尤其是GB150.4-2011減小的較明顯。HG20584-2011也對加熱帶寬度做了調整。由于GB150.4-2011僅適用于壓力不大于35MPa的壓力容器,且不適用于核容器,因此,僅與ASME-Ⅷ的1、2冊接軌是正確的。HG20584-2011的適用范圍已注明“除另有規定外均與GB150相同”,因此其局部熱處理加熱寬度稍作減少,涵蓋ASME-Ⅷ第3冊的規定,同時適用于超高壓容器。NB/T 47015未限定使用壓力范圍,也像GB150.4-2011那樣減小局部熱處理加熱寬度是不妥的,作為能源行業標準,它應涵蓋ASME-Ⅲ和上述所有標準的使用范圍。當設計圖樣同時引用GB150.4、HG20584和NB/T47015的2011版標準時,按NB/T47015進行的產品局部熱處理將被拒收。由于該標準涵蓋的壓力容器范圍遠大于其他標準,因此,應分別明確規定35MPa以下和超高壓容器的局部熱處理加熱寬度,使之和其他國內外相關標準接軌。

表1 國內外標準對焊后局部熱處理加熱帶寬度的規定
2 對不同結構焊縫局部加熱方法的要求
2.1 焊后整體熱處理的加熱方法
國內外標準對焊后整體熱處理方法基本相同:
1) 爐內整體熱處理;
2) 容器內加熱整體熱處理;
3) 分段爐內熱處理,要求重復加熱部分不小于1500mm;
4) 分段整體在爐內熱處理,然后對各段連接環焊縫進行局部熱處理。
2.2 焊后局部熱處理的加熱方法
國內外標準對局部熱處理的加熱方法的描述有些差異,容易在執行中引起爭議,影響產品驗收。表2是國內外標準對不同類別焊縫局部熱處理加熱方法和加熱范圍的規定。
2.3 焊后局部熱處理的加熱方法的分析與討論
對于整體加熱焊后熱處理,國內外標準都是允許的,但在實際應用中,某些設計單位和業主對容器內加熱整體熱處理尚存疑慮,特別是大型塔器的現場熱處理,他們寧愿采用對塔體分段整體熱處理然后對連接環焊縫進行局部熱處理的工期長的加熱方式,而不接受在現場一次性從容器內加熱的整體熱處理。

表2 國內外標準對不同焊接接頭局部熱處理加熱方式的規定
對于局部加熱焊后熱處理,除HG20584-2011明確規定縱焊縫不容許局部熱處理外,其他國內外標準都未禁止。其實,在容器制造過程中縱焊縫的局部熱處理一般僅用于筒體校圓或分瓣拼接封頭的矯形,不可能被用作容器的最終熱處理,如果容器最終不要求熱處理,縱焊縫的局部加熱只要不損害材料性能,應該是容許的。因此,大多數標準并不禁止。如果容器最終需整體熱處理,在其之前對縱焊縫的局部熱處理只不過是增加了制造過程的熱循環時間,可在焊評時予以考慮。至于熱處理后的修補,不管何類焊縫都可按修補后的局部熱處理對待。由此可見,規定縱焊縫不容許局部熱處理是沒有必要的。
國內外標準關于局部熱處理加熱范圍和加熱方法的差異主要集中在接管或附件與殼體連接的相貫環焊縫處。在這些標準中,以GB150.4-2011的描述較為
清晰,即對于筒體對接的環焊縫,加熱范圍是筒體對接焊縫全周長(見圖1),加熱帶寬度為對接焊縫每側一倍焊縫公稱厚度或50mm,取二者中的較小值;對于接管或附件局部熱處理的加熱范圍為接管或附件與筒體連接焊縫周邊的環形加熱帶,加熱寬度為焊縫每側(筒體側和接管側)一倍焊縫公稱厚度或50mm,取二者中的較小值(對超高壓容器加熱帶寬度為焊縫每側2倍以上熱處理公稱厚度)。對接環焊縫加熱的“筒體全圓周”與接管與筒體連接焊縫的“筒體全圓周”并不是一回事,前者是指加熱筒體對接焊縫(B類)的周長,后者是指接管或附件與筒體連接焊縫(D類)周邊的環形加熱帶(見圖2)及接管或附件與封頭連接焊縫周邊的環形加熱帶(見圖3),此“圓周”實非彼“圓周”。為免混淆,GB150.4-2011用“筒體全周長”和“筒體全圓周”來區分。
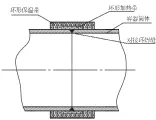
圖1 筒體對接環焊縫(B類)局部加熱及保溫范圍
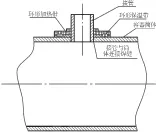
圖2 接管與筒體連接焊縫(D類)的局部加熱保溫范圍
此外,GB150.4-2011對于無法有效控制變形的情況,規定可以擴大加熱范圍,除接管或附件周邊環形加熱帶外,還可以把包括接管或附件在內的整個筒體周長范圍都進行加熱(見圖4)。
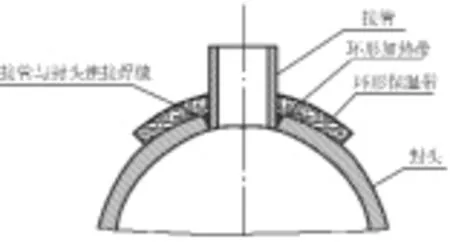
圖3 接管與封頭連接焊縫(D類)的局部加熱保溫范圍

圖4 接管與筒體連接焊縫和筒體圓周同時加熱保溫的形式
3 結束語
為了更準確地編制焊后局部熱處理工藝,避免在產品交貨時因熱處理加熱方法和加熱范圍引起供需及監檢各方的爭議,對局部熱處理的一些條款進行分析,以求業內各方達成共識。
1 武艷芳,叢軼,魯果昌,等.焊后熱處理公稱厚度定義辨析.化工設備與管道,2012,49(4):13-15
The provisions for local postweld heat treatment heat range in ASME and old and new versions of domestic pressure vessel standards were analyzed and compared. It pointed out that the expression of similar provisions in some standards is not accurate, which could cause the controversy among design, fabrication, inspection and so on. Provision for heating width in individual new version of domestic standards is not appropriate.
PWHT Heating means Local heating Heating zone width Effective heating range
2013-08-19)
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
