EH47超高強度鋼焊接工藝研究
2014-09-09 02:17:39龔傳誼
江蘇船舶 2014年5期
唐 松,龔傳誼
(江蘇新揚子造船有限公司,江蘇 靖江 214521)
EH47超高強度鋼焊接工藝研究
唐 松,龔傳誼
(江蘇新揚子造船有限公司,江蘇 靖江 214521)
對在萬箱船艙口圍板應用的EH47超高強度鋼化學成分進行了分析,計算得出碳當量和冷裂紋敏感指數,在焊接工藝的試驗過程中分析了力學性能、工藝參數等,得出該材料在嚴格控制工藝參數的情況下,具有良好的可焊性。
超高強度鋼;焊接材料;焊接工藝;焊接接頭
0 引言
近年來,隨著集裝箱船建造的規模越來越大,為得到足夠的船體縱向強度,越來越厚的高強度鋼板在大型集裝箱船的上甲板區域進行應用。作為工業革新的最新成果,屈服強度達到460 MPa的EH47級超高強度鋼被引入使用在集裝箱船的上甲板區域結構,特別是艙口圍板結構,以達到降低使用鋼板厚度,減輕船舶的空船重量,提高航運經濟性的目的。研究超高強度鋼EH47的焊接性,目的在于評定焊接接頭產生工藝缺陷的傾向,為制定出合理的焊接工藝提供可靠的依據。金屬的工藝焊接性研究方法一般分為間接評定法和直接評定法2種。間接評定法常用的方法一般有碳當量法、裂紋敏感性指數法、連續冷卻組織轉變圖、焊接熱影響區最高硬度等方法;直接評定法常用的方法一般有焊接熱裂紋試驗、焊接冷裂紋試驗、焊接氣孔敏感性試驗等。本文根據10 000 TEU大型集裝箱船艙口圍板采用的超高強度E47鋼的特點,將綜合采用間接評定法及直接評定法對E47鋼的焊接性進行研究。
1 EH47鋼材料性能
10 000 TEU集裝箱船入級挪威船級社,艙口圍板使用EH47超高強度鋼板,最大厚度為70 mm,交貨狀態為TM。
本船EH47鋼屈服強度為590 MPa,抗拉強度為665 MPa,伸長率為22.5%;在零下40 ℃時,做3組橫向沖擊試驗,沖擊功分別為171、179、152 J。
EH47鋼的化學成分見表1。
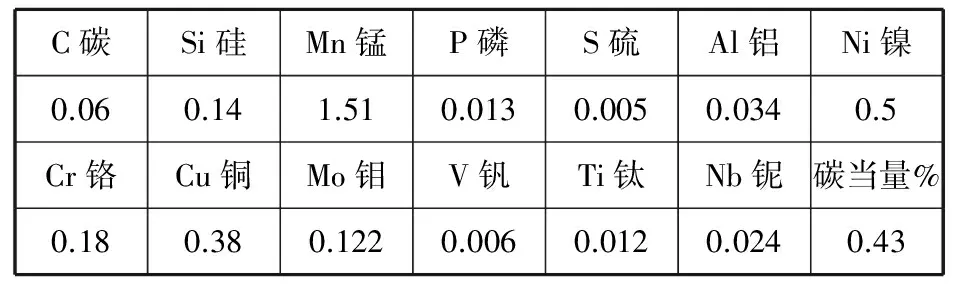
表1 EH47鋼化學成分
根據EH47鋼板的化學成分,按照國際焊接學會(ⅡW)推薦的碳當量公式[1],計算出EH47鋼板的碳當量Ceq為0.432。
按照日本伊藤等人所建立的冷裂紋敏感指數公式[2],計算出EH47鋼板的冷裂紋敏感指數Pcm為0.185。
2 EH47鋼板在萬箱船上的應用
EH47鋼板在萬箱船上主要應用在艙口圍板結構上,如圖1所示。
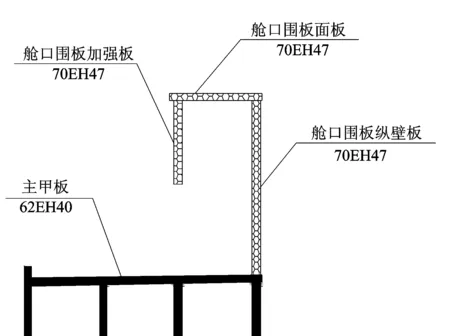
圖1 EH47鋼在萬箱船上的使用區域
根據集裝箱船艙口圍板的生產工藝,選取了埋弧自動焊和CO2氣體保護藥芯焊絲焊這2種焊接生產方式。焊接材料按照挪威船級社規范要求的質量等級,選擇低氫型的焊材,見表2。
3 EH47鋼焊接冷裂紋傾向試驗
EH47鋼的碳當量Ceq為0.432,鋼材的淬硬傾向較大,焊接性一般,需要考慮焊前預熱。根據考慮冷裂紋敏感指數Pcm、焊材含氫量及板厚因素的預熱溫度計算經驗公式[3],計算出焊前預熱溫度T0。經驗公式為:
Pc=Pcm+H/60+δ/600
T0= 1 440Pc-392
式中:Pc為冷裂紋敏感指數,%;δ為被焊金屬的板厚,δ=70 mm;H為熔敷金屬中擴散氫含量,考慮到選用的是低氫型焊接材料,H=3 mL·(100g)-1。
代入計算,得到T0=114 ℃。

表2 EH47鋼選用焊接材料列表
由于經驗公式的板厚適用范圍為19~50 mm,而EH47鋼板厚為70 mm,超出經驗公式的使用范圍,因此從生產實際出發,重新設計了2種接頭形式的焊接冷裂紋傾向試驗方案。在0~5 ℃低溫環境下,使用較低的線能量焊接時,試驗其焊接接頭的冷裂紋傾向,試驗方案見表3。
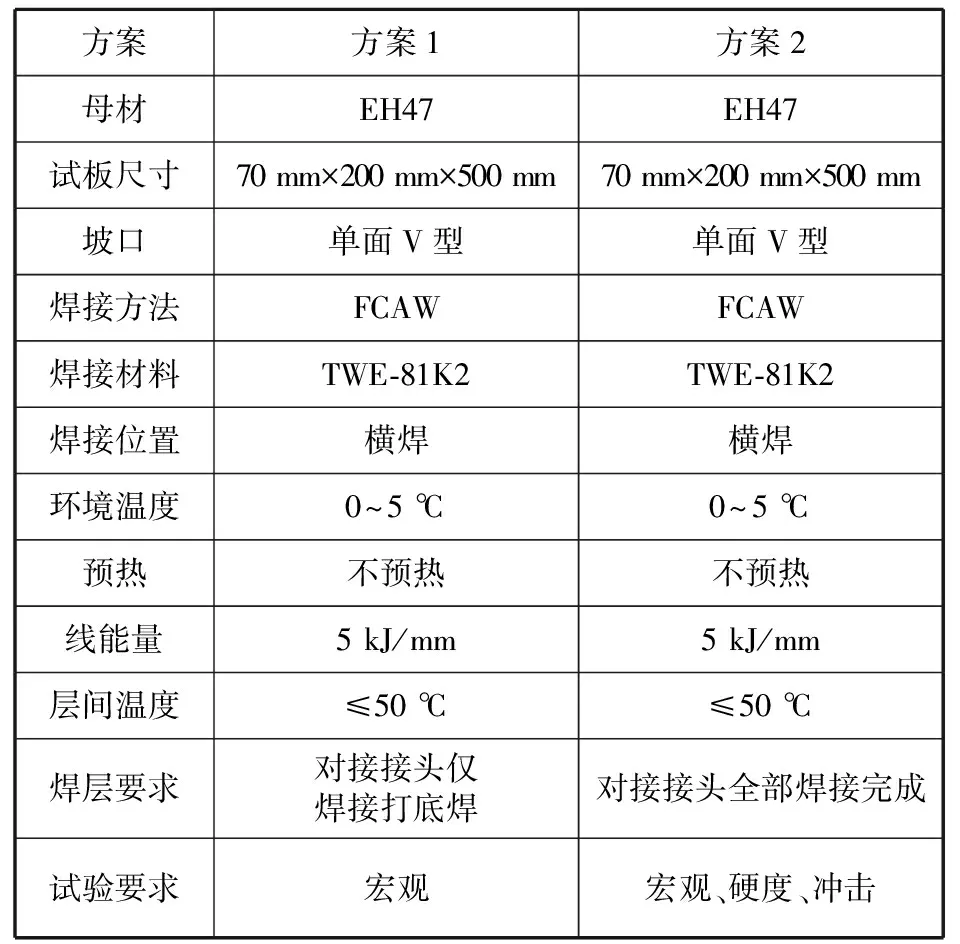
表3 EH47鋼焊接冷裂紋傾向試驗方案
方案1完成后,取宏觀試樣觀察其根部打底焊區域,未發現有裂紋。
方案2完成后,取宏觀試樣觀察整個焊縫及熱影響區域,未發現有裂紋。
方案2完成后,在宏觀試樣坡口表面下2 mm處及根部表面下2 mm處,按照母材區域2個點,熱影響區3個點,熔合線區3個點,焊縫中心區3個點的方式,取2組維氏硬度HV10數據,硬度最大值在坡口表面下2 mm處熔合線區,為317 HV10。硬度值分布如圖2所示。

圖2 硬度值分布圖
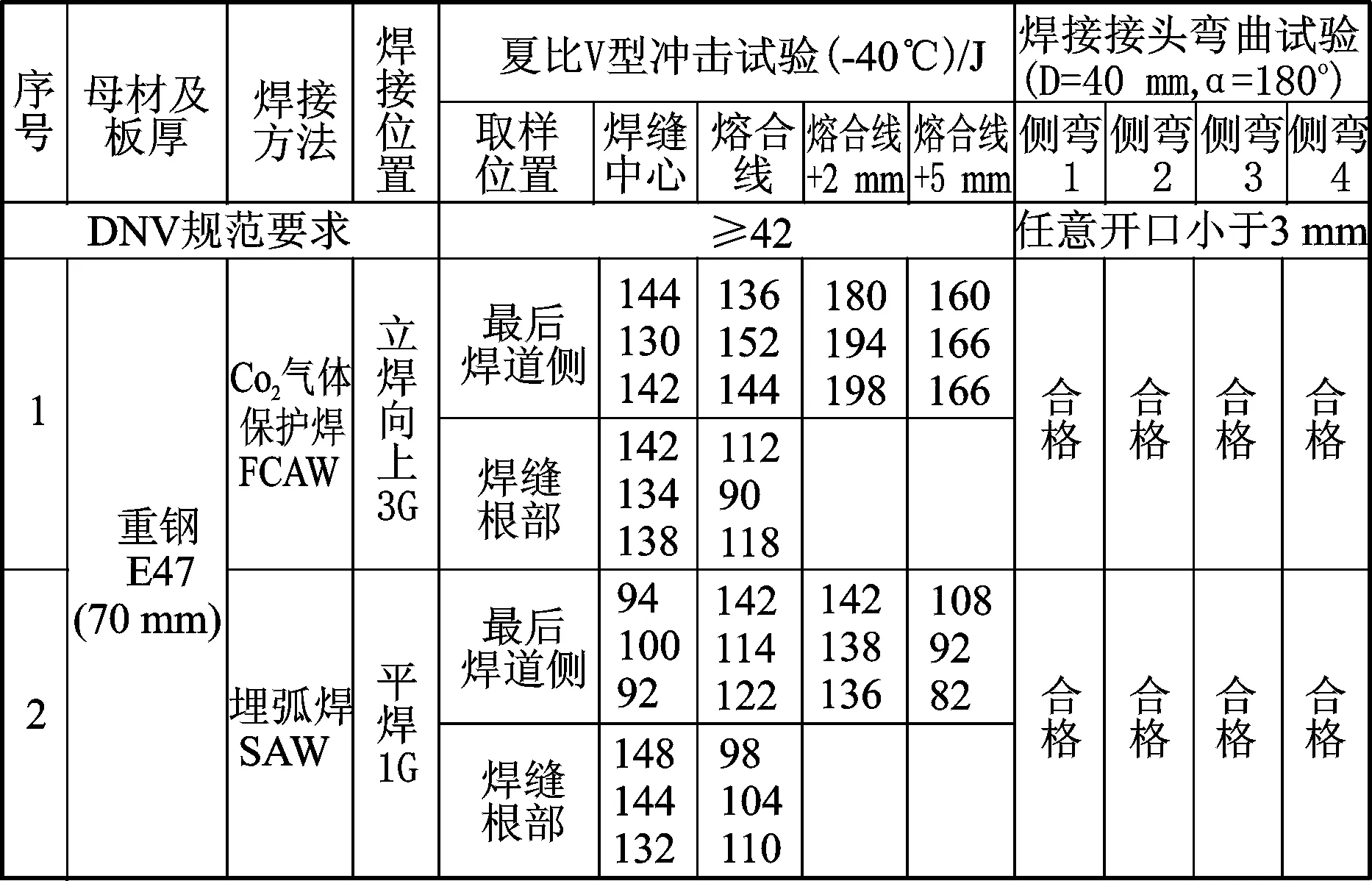
方案2完成后,分別在坡口表面下區域及根部區域對沖擊試驗進行取樣,試驗結果見表4。
表4方案2沖擊試驗結果

通過分析方案1和方案2的試驗結果,板厚為70 mm的E47鋼在0~5 ℃環境溫度情況下,采用小線能量不預熱焊接時,得到的性能結果全部滿足挪威船級社的相應規范要求,僅在根部的熔合線區域的沖擊值偏低。
在正式焊接工藝評定時,如果采用適當提高預熱溫度的措施,應該可以得到讓人滿意的結果。
4 EH47鋼焊接工藝評定
正式焊接工藝評定時將EH47鋼的焊接預熱溫度設定為50 ℃,試驗層間溫度范圍控制在50~250 ℃。埋弧焊的焊接工藝評定試驗選用雙面V型坡口,平焊,熱輸入控制在小于45 kJ/cm。
CO2氣體保護焊的焊接工藝評定試驗選用單面V型坡口,陶質襯墊為背面材料,立焊,熱輸入控制在小于30 kJ/cm。
工藝評定的試驗結果分別見表5、表6。
試驗結果完全符合挪威船級社要求,且沖擊試驗數據的富余量較大,因此認為焊接工藝試驗的結果是成功的。
5 結語
EH47鋼焊接性良好,淬硬傾向不大,但需要鋼廠嚴格控制碳當量Ceq值及冷裂紋敏感指數Pcm值。
表5EH47鋼焊接工藝評定試驗(拉伸性能)數據

選用低氫型焊接材料,嚴格控制焊接接頭氫元素的攝入,盡量選用氫含量等級為H5級的焊材。另外,采用合適的焊前預熱溫度,控制好層間溫度,安排合理的焊接熱輸入,是焊接工藝評定試驗成功的重要因素。
表6EH47鋼焊接工藝評定試驗(沖擊和彎曲性能)數據
[1]中國機械工程學會焊接學會,等. 焊接手冊(第二卷) [M]. 北京:機械工業出版社,2007.
[2]伊藤慶典,別所清. 高張力鋼の溶接割れについて [J]. 溶接學會志,1968,37(9):63-64.
[3]佐藤邦彥. 溶接工學 [M]. 東京:東京都理工學社,1978.
2014-03-15
唐松(1970-),男,工程師,從事船舶質量檢驗工作;龔傳誼(1972-),男,高級工程師,從事焊接管理及焊接工藝研究。
U671.83
A
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
