年產(chǎn)60萬t礦渣微粉生產(chǎn)控制系統(tǒng)的設(shè)計(jì)
2014-09-10 07:53:28劉讓建
四川水泥 2014年1期
關(guān)鍵詞:系統(tǒng)
劉讓建
(山東魯碧建材有限公司,山東 萊蕪 271103)
0 前 言
礦渣作為冶金工業(yè)的副產(chǎn)品,每年產(chǎn)量巨大,超細(xì)礦渣粉具有良好的水化性能,用超細(xì)礦渣粉制備水泥,代替水泥制備高性能混凝土,是水泥工業(yè)可持續(xù)發(fā)展的方向。將礦渣單獨(dú)粉磨成超細(xì)微粉,已成為水泥生產(chǎn)的必然和發(fā)展趨勢(shì)。
本文以我公司60萬t礦渣微粉項(xiàng)目為背景,結(jié)合我公司礦渣微粉的實(shí)際生產(chǎn)情況,設(shè)計(jì)了本自動(dòng)控制系統(tǒng)。實(shí)現(xiàn)了生產(chǎn)效率的提高和產(chǎn)品質(zhì)量的改善,并且該系統(tǒng)除了具備良好的網(wǎng)絡(luò)通訊能力外,還具有與其他控制系統(tǒng)通訊的能力和標(biāo)準(zhǔn)的對(duì)外通訊接口,從而提高了企業(yè)的競(jìng)爭(zhēng)力。

1 礦渣微粉生產(chǎn)工藝流程
濕礦渣由鏟車下料經(jīng)受料槽下皮帶輸送機(jī)輸送入配料站礦渣鋼板倉(cāng)。按照化驗(yàn)室給定的配比,由中控室控制配料后連續(xù)喂入立磨內(nèi)進(jìn)行烘干、粉磨、選粉等一系列物理變化過程。通過磁鐵分離器和金屬探測(cè)分離器來完成喂料的金屬分離過程,分離后的礦渣從它的儲(chǔ)存?zhèn)}中卸出,通過稱重喂料機(jī),計(jì)量后至皮帶喂料機(jī),并提升到喂料口高度喂料。粉磨后的成品微粉由袋式收塵器收集后經(jīng)空氣輸送斜槽、提升機(jī)等設(shè)備輸送入礦渣粉庫(kù),根據(jù)需要礦渣粉可通過庫(kù)側(cè)、庫(kù)底散裝放料出廠。工藝流程如圖1所示。
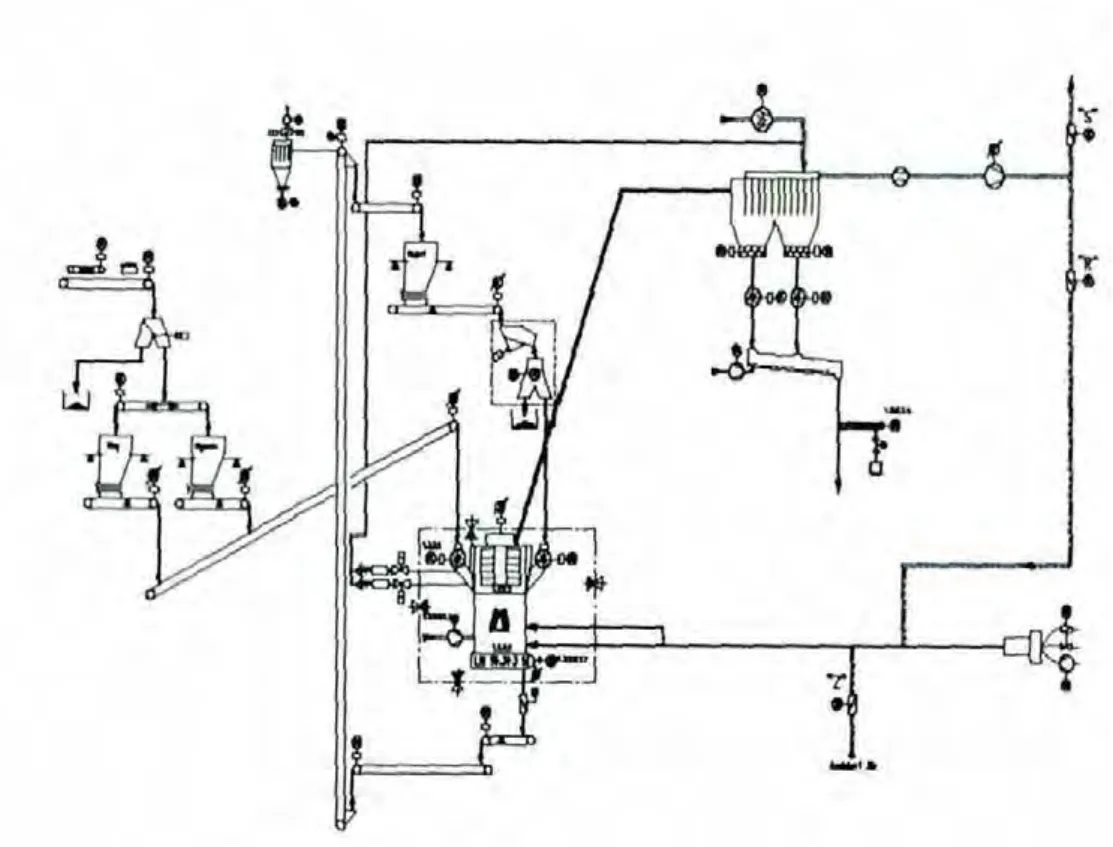
圖1 礦渣微粉生產(chǎn)工藝流程
按照工藝要求對(duì)整個(gè)生產(chǎn)過程進(jìn)行分析,確定整個(gè)系統(tǒng)需要4-20mA模擬量輸入(AI)78點(diǎn),模擬量輸出點(diǎn)(AO)為20點(diǎn)、數(shù)字量輸入(DI)和數(shù)字量輸出(DO)分別為330點(diǎn)和126點(diǎn)。其中熱電偶,熱電阻進(jìn)入控制柜均轉(zhuǎn)為4~20mA信號(hào)。
2 系統(tǒng)整體設(shè)計(jì)與實(shí)現(xiàn)
該控制系統(tǒng)采用Siemens STEP7系列PLC硬件組成基礎(chǔ)自動(dòng)化系統(tǒng);處理器型號(hào)為6ES7416-2XK04-OAB0,上位機(jī)采用工控機(jī);采用WINCCV6.0監(jiān)控軟件,Windows XP作為系統(tǒng)平臺(tái)界面,組成計(jì)算機(jī)化的操作系統(tǒng),實(shí)現(xiàn)人機(jī)通訊;控制站與站之間采用Profibus總線進(jìn)行通訊,控制器與上位機(jī)之間采用工業(yè)以太網(wǎng)進(jìn)行通訊。
針對(duì)礦渣微粉自身所涉及的輔助系統(tǒng)多、I/O點(diǎn)數(shù)龐大的特點(diǎn),我們利用先進(jìn)的DP網(wǎng)絡(luò)技術(shù)將各自獨(dú)立的輔助子系統(tǒng)連接成網(wǎng)。并且結(jié)合我公司原有以太網(wǎng)絡(luò)構(gòu)成環(huán)形以太網(wǎng),使整個(gè)系統(tǒng)功能強(qiáng)大,使用可靠,維護(hù)方便。系統(tǒng)總體結(jié)構(gòu)如圖2所示。
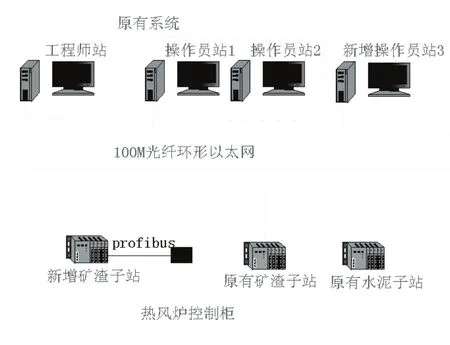
圖2 系統(tǒng)總體結(jié)構(gòu)示意圖
2.1 硬件及網(wǎng)絡(luò)配置
各個(gè)遠(yuǎn)程站通過PROFIBUS總線連接頭連在一起,最終連到主站S7-416 CPU上,以進(jìn)行數(shù)據(jù)通信。例如,熱風(fēng)爐S7-200與S7-400主站通過總線連接進(jìn)行通訊操作,如圖3所示。
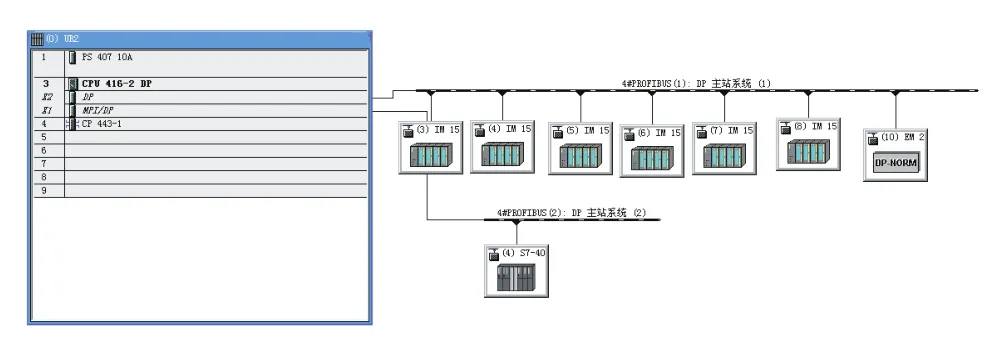
圖3 系統(tǒng)Dp通訊示意圖
而磨機(jī)本體系統(tǒng)S7-300與S7-400主站則通過以太網(wǎng)連接進(jìn)行數(shù)據(jù)通訊,并通過網(wǎng)關(guān)與原系統(tǒng)構(gòu)成環(huán)形以太網(wǎng),主機(jī)可以以太網(wǎng)上裝或下裝用戶程序,執(zhí)行控制命令,還可以向STEP7讀寫寄存器數(shù)據(jù)。以太網(wǎng)構(gòu)建,如圖4所示。

圖4 系統(tǒng)以太網(wǎng)通訊示意圖
2.2 下位機(jī)控制程序的編寫
該生產(chǎn)線控制系統(tǒng)編程軟件采用由德國(guó)西門子公司提供的STEP7(V 5.3)開發(fā)軟件,該編程軟件基于Windows xp系統(tǒng),可進(jìn)行離在線編程、監(jiān)視執(zhí)行狀態(tài)、數(shù)據(jù)設(shè)定等,操作方面、直觀,具有在線跟蹤和程序診斷功能。程序的編制如圖5所示。
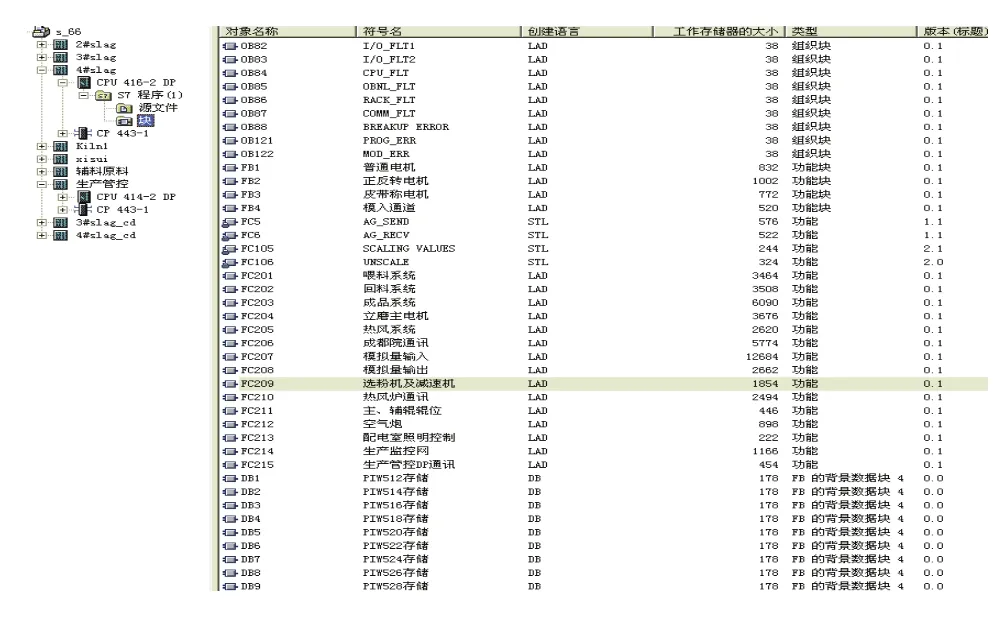
圖5 系統(tǒng)程序的編制示意圖
控制系統(tǒng)實(shí)現(xiàn)的主要功能
(1)設(shè)備單機(jī)起、停∶每臺(tái)設(shè)備可以單機(jī)起、停,主要是檢修后的單機(jī)試車時(shí)使用。為了確保安全,編寫了程序代碼,實(shí)現(xiàn)了起停確認(rèn)詢問框,只有按下相應(yīng)的確認(rèn)后,設(shè)備才進(jìn)行相應(yīng)的起、停動(dòng)作。
(2) 設(shè)備聯(lián)鎖起、停∶按照劃分好的料流,每條料流均按工藝要求的起、停順序、延時(shí)等進(jìn)行相應(yīng)的聯(lián)鎖起、停動(dòng)作。
(3)安全連鎖∶對(duì)磨機(jī)、選粉機(jī)、減速機(jī)等設(shè)備,如油站潤(rùn)滑等不具備條件時(shí),不能開車并報(bào)警。在磨機(jī)及選粉機(jī)啟動(dòng)后,若檢測(cè)到油站油箱溫度低于低限時(shí),自動(dòng)啟動(dòng)加熱器進(jìn)行加熱;達(dá)到一定值時(shí)停止加熱,不至于造成設(shè)備帶載停車。
(4)熱風(fēng)爐溫度控制∶通過控制給煤量及風(fēng)機(jī)給風(fēng)量控制熱風(fēng)爐溫度及烘干機(jī)出口物料溫度。
(5)溫度產(chǎn)量自協(xié)調(diào):由于工藝要求烘干機(jī)出口物料溫度不高于80℃即可,因此,通過程序?qū)崿F(xiàn)了根據(jù)烘干機(jī)出口物料溫度來自動(dòng)修正濕渣下料量的功能,達(dá)到提高產(chǎn)量、降低消耗的目的。
(6)選粉細(xì)度控制∶通過在監(jiān)控畫面中設(shè)定選粉機(jī)變頻器的頻率,來控制礦渣微粉的細(xì)度。
2.3 上位機(jī)監(jiān)控畫面的制作
操作站監(jiān)控軟件采用德國(guó)西門子公司的WINCC(V 6.0) 工業(yè)自動(dòng)化組態(tài)軟件 ,該編程軟件基于Windows XP系統(tǒng),適用于西門子PLC,可進(jìn)行離在線編程、監(jiān)視執(zhí)行狀態(tài)、數(shù)據(jù)設(shè)定等,操作方面、直觀,具有在線跟蹤和程序診斷功能。WINCC的后臺(tái)數(shù)據(jù)庫(kù)采用MS SQL SERVER 2000,其運(yùn)行數(shù)據(jù)存放在數(shù)據(jù)片斷中,工程師可以根據(jù)尺寸,需求組態(tài)最大容量或根據(jù)時(shí)間周期啟動(dòng)新的數(shù)據(jù)庫(kù)歸檔片斷。當(dāng)歸檔數(shù)據(jù)連續(xù)的寫入數(shù)據(jù)庫(kù),單個(gè)數(shù)據(jù)片斷的尺寸到達(dá)或者時(shí)間界限到達(dá)時(shí),系統(tǒng)會(huì)自動(dòng)開啟另一個(gè)數(shù)據(jù)片斷進(jìn)行歸檔。當(dāng)數(shù)據(jù)片斷的總體尺寸達(dá)到最大時(shí),最早的數(shù)據(jù)片斷就會(huì)被覆蓋,重新開始新的歸檔。
在畫面上可顯示生產(chǎn)線各部分及輔助設(shè)施的溫度、壓力、流量分布狀況,采集的實(shí)時(shí)數(shù)據(jù),當(dāng)日及歷史產(chǎn)量報(bào)表,實(shí)時(shí)/歷史趨勢(shì),報(bào)警閃爍畫面,顯示和完成各設(shè)備的狀態(tài)及啟/停操作,完成各調(diào)節(jié)閥的調(diào)節(jié),各系統(tǒng)的自動(dòng)調(diào)節(jié)與軟手動(dòng)調(diào)節(jié)、硬手動(dòng)調(diào)節(jié)的無擾自動(dòng)切換,各調(diào)節(jié)閥的操作及調(diào)節(jié)和保持。各數(shù)據(jù)的動(dòng)態(tài)顯示等。磨機(jī)本體運(yùn)行畫面如圖6所示。
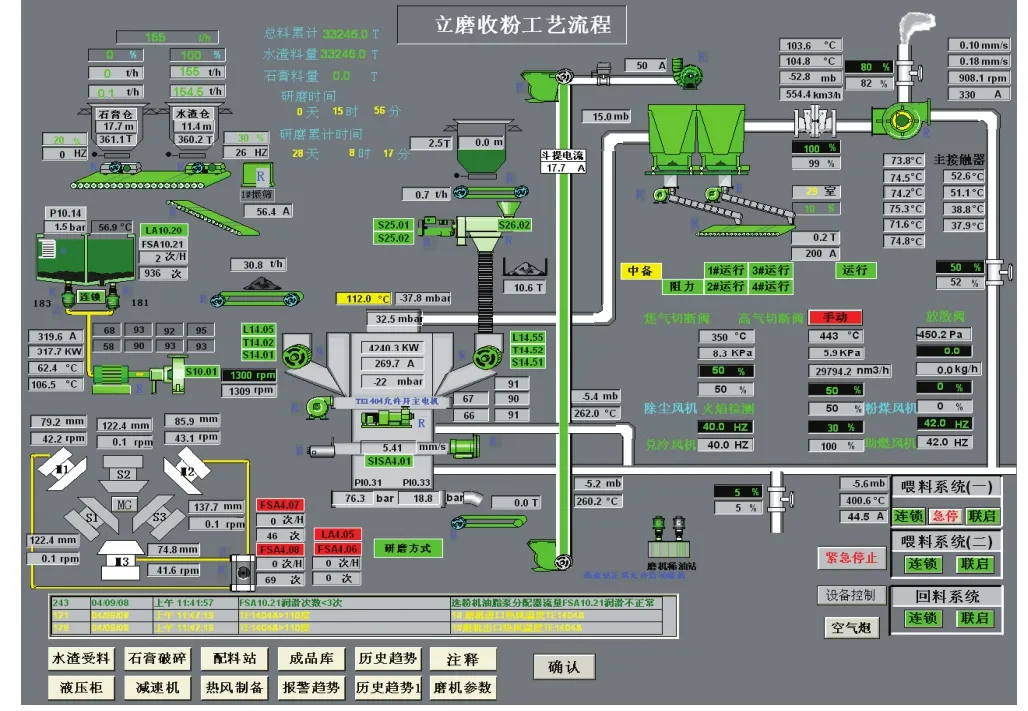
圖6 立磨系統(tǒng)運(yùn)行畫面
3 結(jié)束語(yǔ)
本系統(tǒng)自2010年運(yùn)行以來,運(yùn)行穩(wěn)定、可靠,操作靈活,滿足了后續(xù)生產(chǎn)的需要,也滿足了今后擴(kuò)大產(chǎn)能的需要,降低了操作人員的勞動(dòng)強(qiáng)度,大大提高了產(chǎn)量和產(chǎn)品質(zhì)量,提高了企業(yè)核心競(jìng)爭(zhēng)力。
[1].廖常初.S7-300/400 PLC應(yīng)用教程,北京:機(jī)械工業(yè)出版社,2011.6.
[2].SIEMENS.S7-300 PLC用戶使用手冊(cè)[G],2004.
[3].西門子(中國(guó))有限公司.深入淺出西門子Wincc V6,北京航空航天大學(xué)出版社,2004.5.
[5].宋超,申飛,基于S7-300PLC與WinCC的DCS控制實(shí)驗(yàn)系統(tǒng)設(shè)計(jì),自動(dòng)化與儀器儀表,2009,4.
[6].陳萬軍.基于以太網(wǎng)的PLC控制網(wǎng)絡(luò)研究[D].華中科技大學(xué),2006.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
