TDW 5000E超高頻脈沖方波氬弧焊機的研制
2014-09-17 02:41:18齊鉑金楊明軒
電焊機 2014年5期
關鍵詞:焊縫
丁 強,華 勝,李 力,齊鉑金,楊 舟,楊明軒
(1.北京時代科技股份有限公司,北京 100085;2.北京航空航天大學,北京 100191)
0 前言
鎢極氬弧焊GTAW(Gas Tungsten Arc Welding)因其電弧穩定性好、可靠性高,廣泛應用于金屬材料的薄板焊接,其中變極性GTAW和直流GTAW常用于鋁合金、鈦合金等航空航天高強材料
收稿日期:2013-12-16的焊接。為了進一步加強對焊接質量的控制,在傳統GTAW技術的基礎上形成了脈沖GTAW技術,研究表明,周期性變化的脈沖電流將改變作用于熔池的電弧熱力特性;另一方面,脈沖電流的加入能夠加速母材熔化并促進金屬流動,待其冷卻后可獲得細化的凝固組織,對抗拉強度、顯微硬度和塑性等接頭力學性能的改善作用顯著[1-2]。
在GTAW電弧焊接系統中,焊接電源占據著極其重要的地位,電源輸出的電流特征將直接影響電弧焊接過程和焊接質量。研究發現,逆變弧焊電源的頻率大小對焊縫晶粒的細化效果有明顯的影響[3]。同時脈沖電流躍變時,脈沖電流前、后沿越陡,產生的高頻效應越顯著[4]。受電源拓撲結構、控制原理和高頻大電流傳輸技術等諸多因素的制約,國內外早期研制的脈沖GTAW電源中輸出脈沖電流頻率在10 kHz以上時,電流波形畸變嚴重,脈沖電流升/降沿變化緩慢,電流變化率di/dt一般在5 A/μs以下,嚴重制約了高頻效應的發揮;對于脈沖變極性GTAW而言,還存在電流極性變換頻率低、有過零時間及升/降沿變化緩慢等缺點。
基于北航的發明專利[5-7],北京時代科技股份有限公司與北京航空航天大學合作研究開發了TDW 5000E超高頻脈沖方波氬弧焊機,該焊機實現了超快速電流上升/下降沿變化速率(di/dt≥50 A/μs)及0~100 kHz脈沖頻率的百安培以上方波電流輸出。將其應用于2219-T87鋁合金材料和TC4鈦合金材料的焊接中,實驗結果表明,有效降低了焊縫的氣孔敏感性,明顯改善焊縫組織和接頭性能。
1 焊接電源
1.1 電源拓撲結構
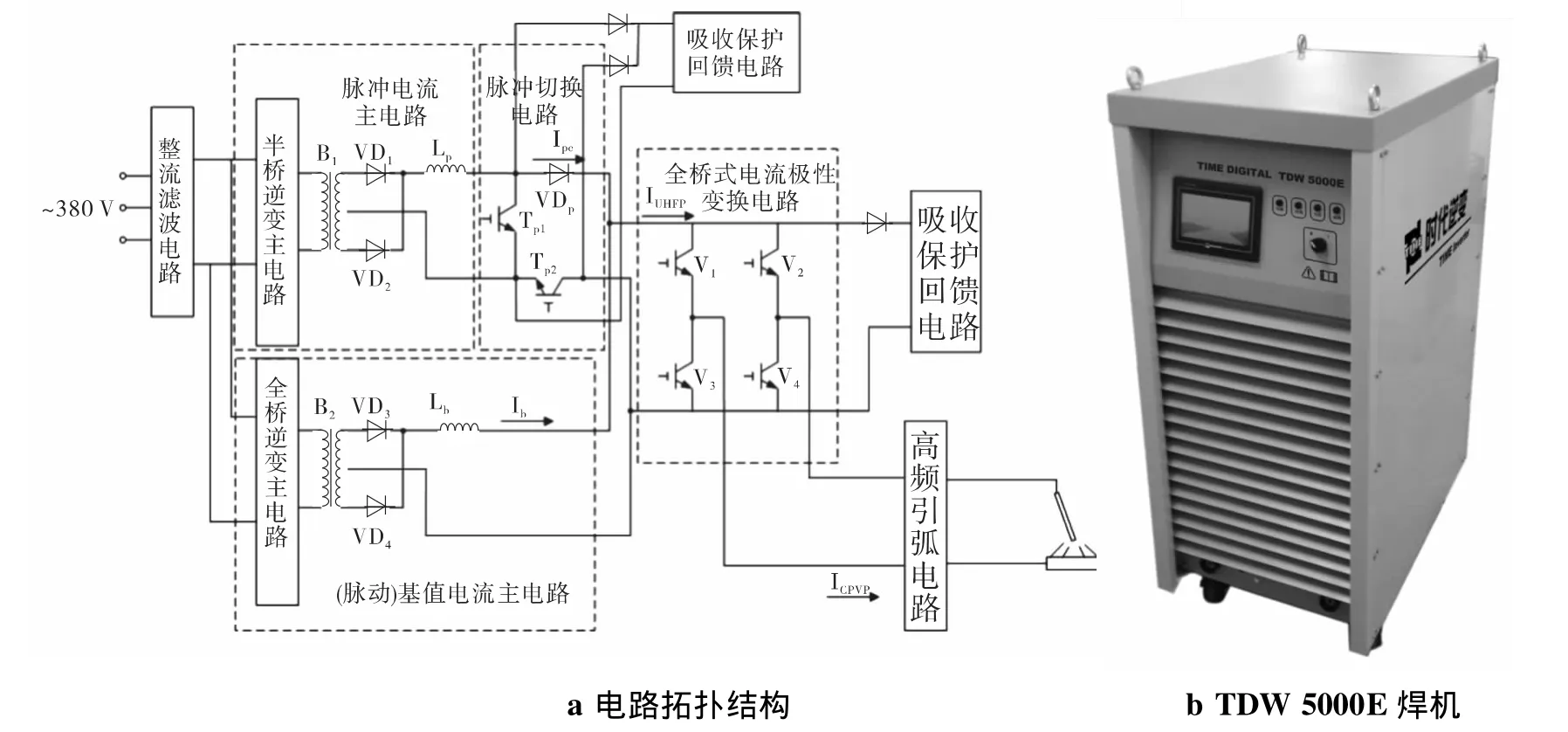
圖1 超高頻脈沖氬弧焊機電路拓撲和實物
超高頻脈沖方波氬弧焊機電路原理如圖1a所示。主電路由基值電流主電路、脈沖電流主電路、變極性交流主電路和吸收保護回饋電路等組成。圖1a中的三相380 V交流電經全橋整流濾波后,直接送入IGBT逆變開關,產生的高頻電壓經高頻變壓器降壓傳輸和輸出整流濾波后實現恒定電流輸出。在恒定電流輸出的基礎上,基值電流主電路由控制電路實現基值的脈動輸出,同時脈沖電流主電路中功率開關管Tp1和Tp2交替導通與關斷形成快速變換的脈沖電流,實現超高頻脈沖直流方波輸出,脈沖電流占空比變化0~100%。基值電流與脈沖電流進入全橋式電流極性變換電路得到超高頻脈沖變極性電流。為保護脈沖電流主電路、全橋式電流極性變換電路中的功率開關器件,設計了并聯吸收保護電路,實現對電路尖峰電壓的快速有效吸收,其能量將由吸收保護回饋電路吸收,并被回饋至焊機電源的直流輸入母線上,保證整機可靠性的同時提高整機效率,達到節能目的。超高頻直流脈沖方波氬弧焊焊接電流波形如圖2a所示,超高頻脈沖方波變極性氬弧焊焊接電流波形(在獲得過零無死區時間且具有快速電流上升沿和下降沿變化速率(di/dt=50~100 A/s)方波電流的基礎上,在正極性電流持續期間加入電流幅值達百安培以上的超高頻脈沖方波大電流(脈沖頻率0~100 kHz),如圖2b所示。其中脈沖電流幅值(Ipc=Ip-Ib)、脈沖頻率(fH=1/(Tp+Tb))、占空比(δ=Tp/(Tp+Tb))、正負極性導通比(σ=tp/(tp+tN))、變極性頻率(fL=1/(tp+tN))均可精確控制調節。
開發的新型主電路變換拓撲結構大大減小了電流波形對回路電感的敏感性,降低了傳輸回路電感等因素對超高頻脈沖方波電流和變極性方波電流的影響。
1.2 電源工作原理
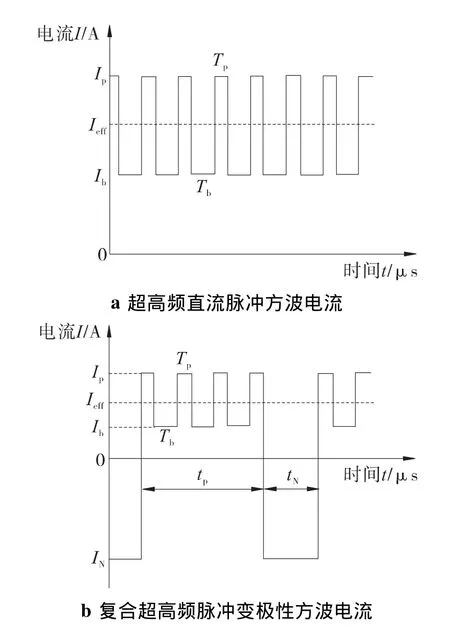
圖2 超高頻脈沖方波焊接電流波形示意
超高頻脈沖方波氬弧焊機電源控制框圖如圖3所示,整機采用MC9S12X EP100MAL作為主控MCU,設計了數字化焊接電源控制系統。脈沖基值電流、脈沖電流可分別設定,由主控板上的D/A模擬電壓輸出,并分別進入基值電流控制板與脈沖電流控制板,對IGBT導通與關斷進行控制,調整電流的幅值使輸出電流與設定電流相符;對于直流GTAW而言,根據設定的脈沖電流頻率給定值fHg、占空比給定值δg,MCU主控板輸出與頻率設定值相符合PWM信號,經過驅動電路放大后,控制脈沖電流切換電路中Vp1的開通/關斷,使輸出端得到的脈沖電流頻率、占空比與設定值相同。對于變極性GTAW而言,還需要設定變極性頻率給定值fLg、正負極性導通比σg給定值。與直流GTAW相同,主控板輸出兩路相位差為180°且與設定值相符合的PWM信號,控制V1、V4與V2、V3的導通與關斷。
為實現良好的人機交互界面,選用MT6070iH型號7寸電阻式觸摸屏作為操作與顯示裝置,如圖4所示。MCU將脈沖頻率、占空比、基值電流、脈沖電流等設定的工藝參數以及焊接過程的其他參數,根據MODBUS協議通過RS485接口輸出到觸摸屏上。不同的焊接參數設置可以實現多種焊接方法,如直流 GTAW、超高頻直流脈沖 GTAW、變極性GTAW、復合超高頻脈沖變極性GTAW等。
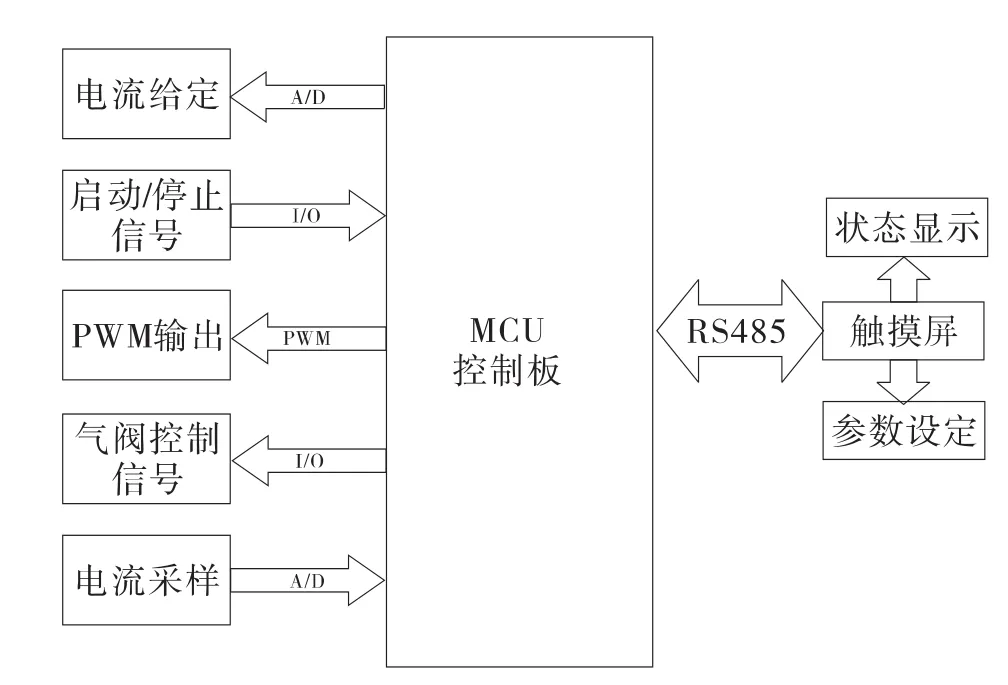
圖3 超高頻脈沖方波氬弧焊電源控制原理框圖

圖4 觸摸屏參數設置及顯示
采用數字示波器TPS2014和霍爾電流傳感器,獲得實際焊接過程中超高頻脈沖直流及脈沖變極性方波電流波形,如圖5所示。圖6為變極性電流上升/下降沿和超高頻脈沖電流上升/下降沿波形,由圖6可知,電流從-110 A上升至+100 A以及從+100 A下降至-110 A僅用了約4 μs,成功獲得了具有超快速電流上升沿和下降沿變化速率(大于等于50 A/μs)且過零無死區時間的復合超音頻脈沖變極性方波電流。
2 焊接試驗
分別采用超高頻脈沖變極性GTAW和超高頻直流脈沖GTAW工藝對2219-T87高強鋁合金及TC4鈦合金工件進行焊接試驗,并與采用常規變極性GTAW工藝和直流GTAW焊接所獲得的工件試樣進行對比分析。
2.1 氣孔敏感性
常規變極性GTAW及超高頻脈沖變極性GTAW工藝下得到的2219-T87鋁合金焊接的X射線探傷結果如圖7所示。由圖7a可知,采用常規變極性GTAW的鋁合金試樣焊縫中心出現了較大的連續氣孔;圖7b為同樣工況條件下采用超高頻脈沖變極性GTAW工藝獲得的焊縫,無氣孔缺陷。
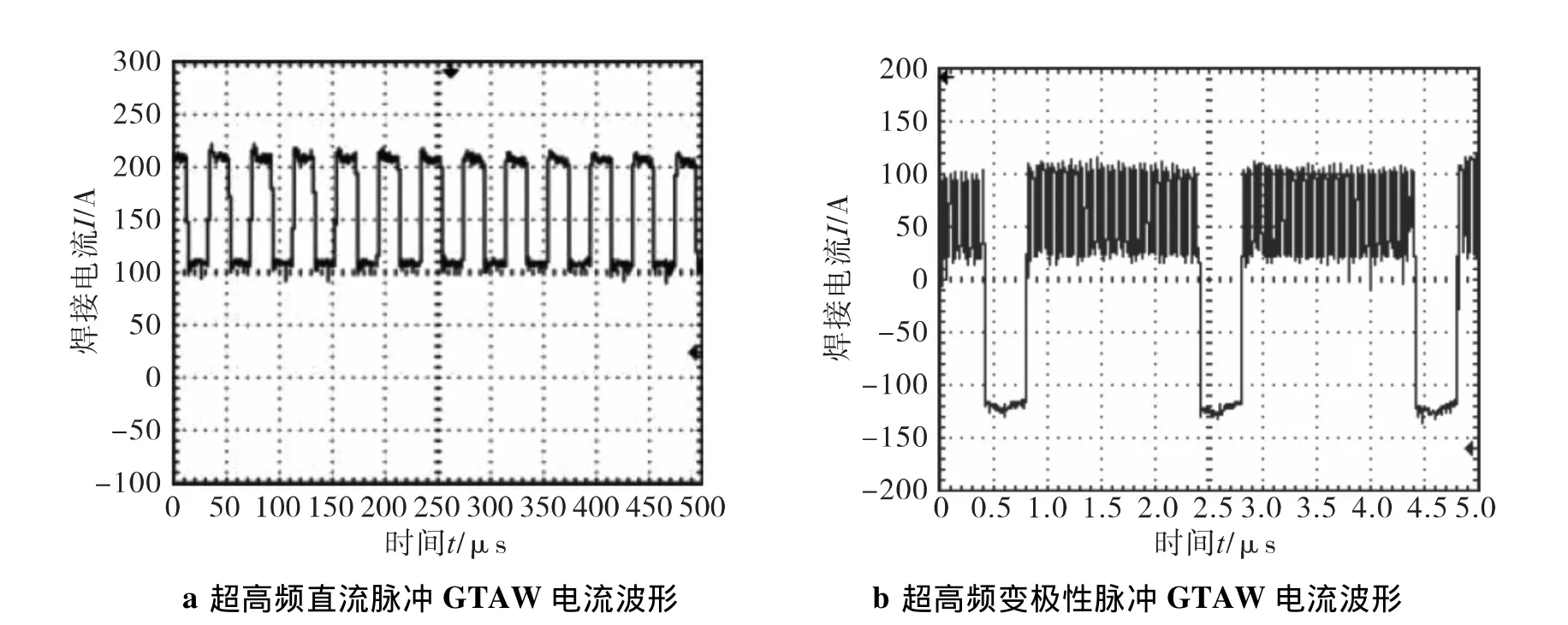
圖5 超高頻脈沖焊接電流波形
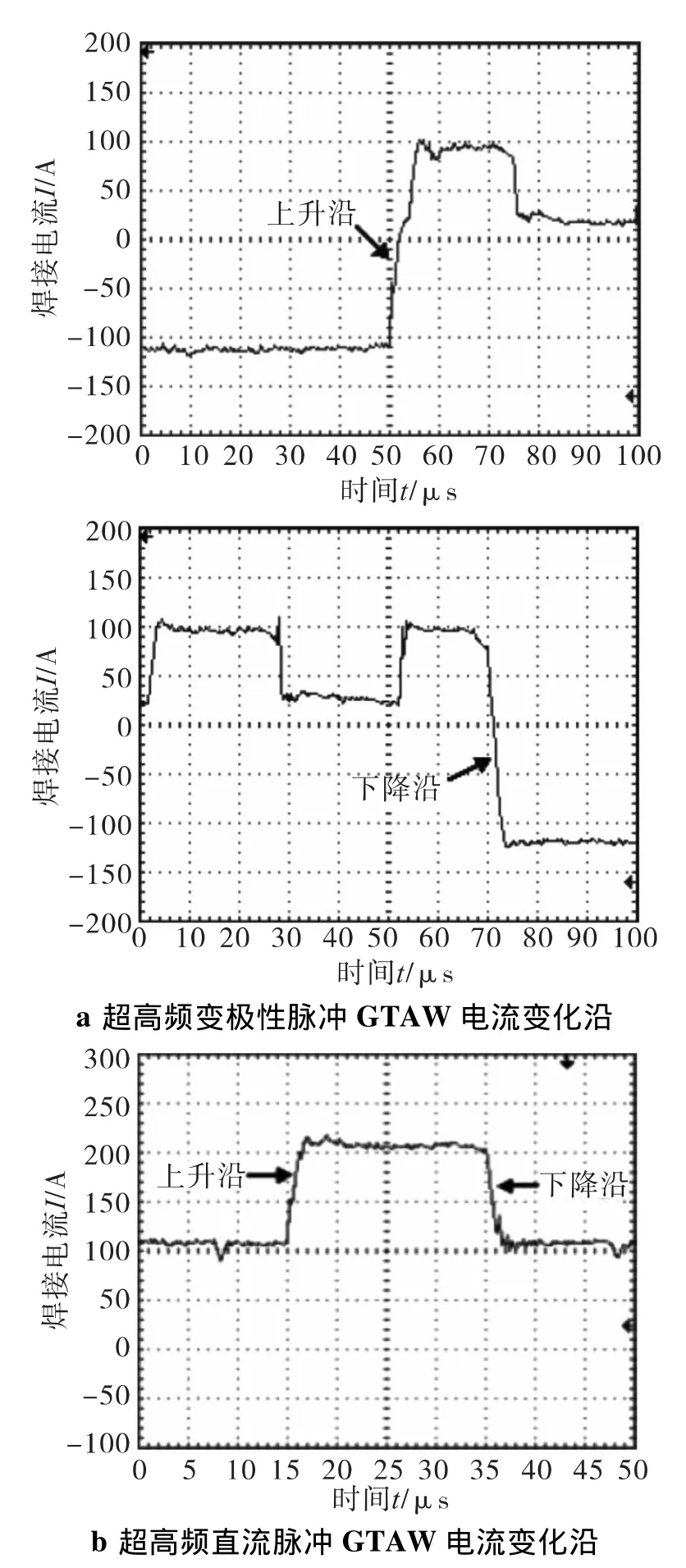
圖6 超高頻脈沖焊接電流沿變化率
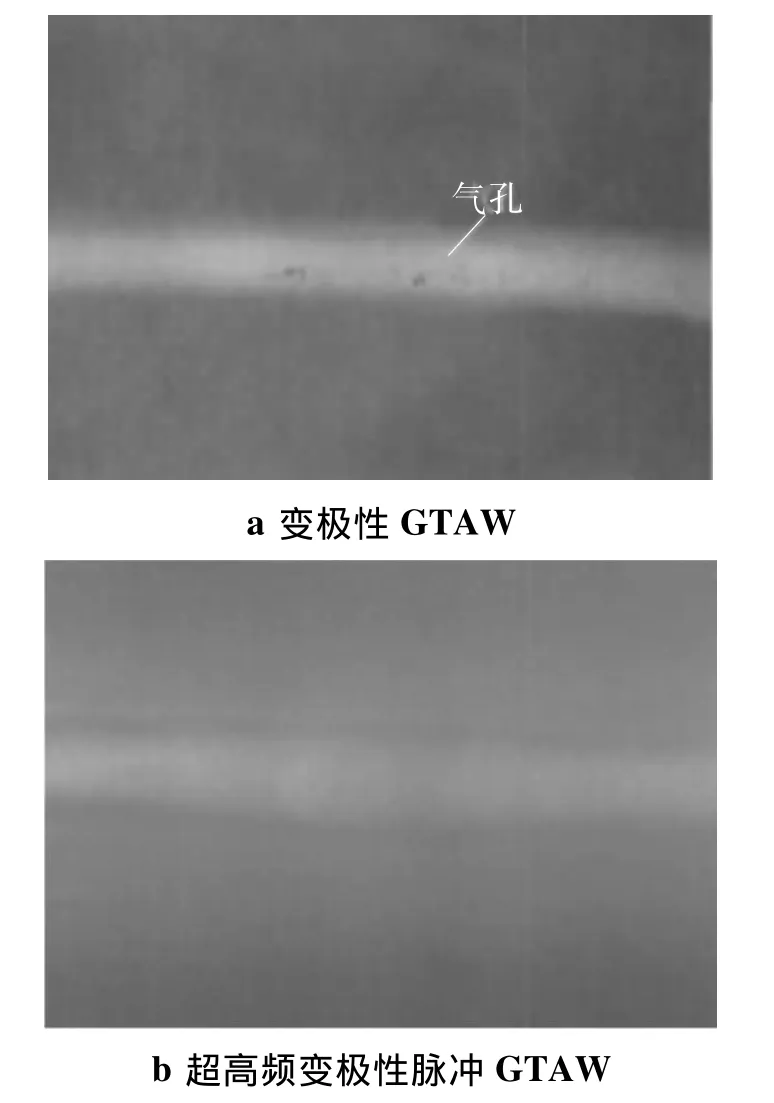
圖7 2219-T87鋁合金焊縫成形及X射線探傷
常規直流GTAW及超高頻直流脈沖GTAW工藝下得到的TC4鈦合金焊接X射線探傷結果如圖8所示。由圖8a可知,常規直流GTAW的試樣焊趾處出現較大的獨立散布氣孔,圖8b為同樣工況條件下采用超高頻脈沖直流GTAW工藝獲得的焊縫,無氣孔缺陷。
2.2 焊縫顯微組織
常規變極性GTAW及脈沖頻率為40 kHz的超高頻脈沖變極性GTAW所焊接的2219-T87鋁合金焊縫顯微組織如圖9所示,未加入脈沖電流的接頭焊縫區組織以粗大樹枝晶為主(見圖9a)。當加入超高頻脈沖電流時,在焊縫中部出現了平均晶粒尺寸為23~26 μm且呈帶狀分布的細小等軸非枝晶組織,并與焊縫中部的等軸樹枝晶交替分布,晶粒細化明顯(見圖9b)。
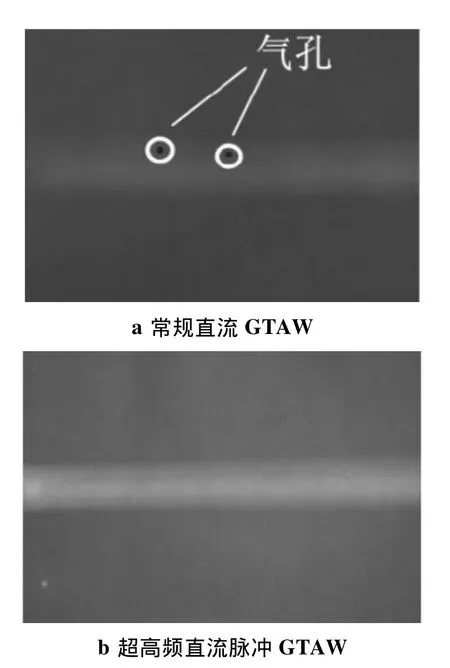
圖8 TC4鈦合金X射線探傷
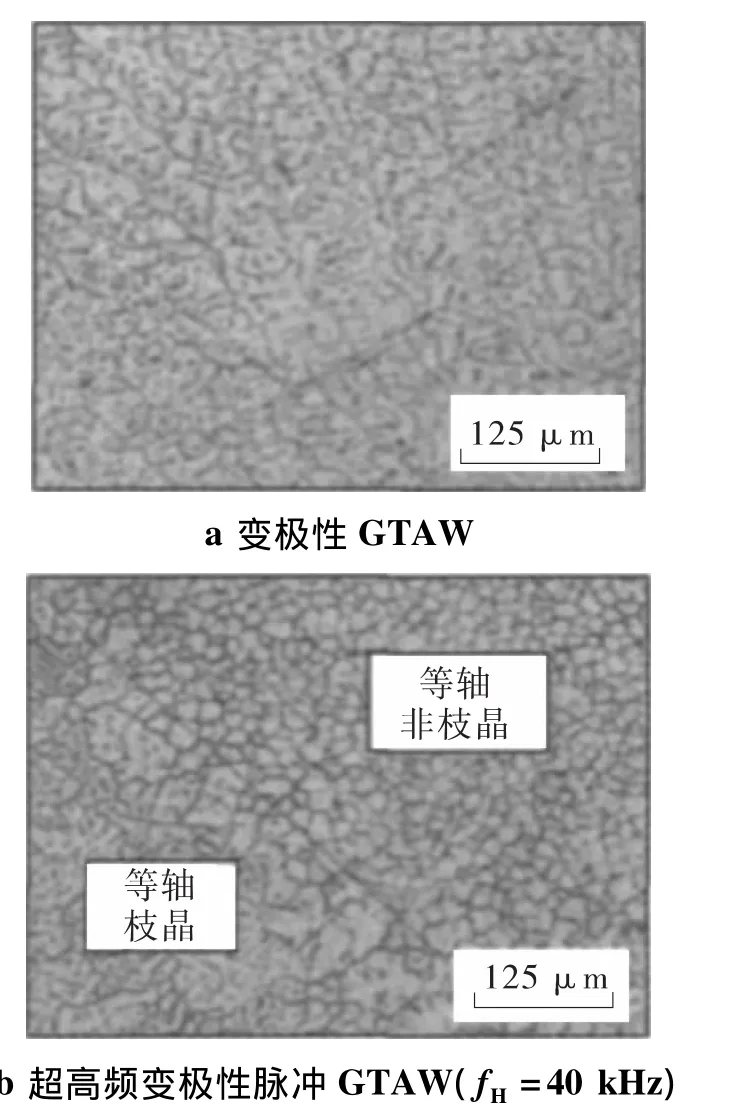
圖9 2219-T87鋁合金焊縫顯微組織
采用不同工藝焊接的TC4鈦合金顯微組織如圖10所示,未加入脈沖電流時焊縫熔合區針狀α'馬氏體多為長條形,有少許網籃狀組織(如圖10a)。超高頻脈沖電流作用下,晶粒細化趨勢明顯,顯微組織以熔合區晶粒尺寸顯著減小,亞晶組織呈現以短棒狀α'馬氏體組成的網籃狀組織或α'片狀組織與短棒狀α'相交織為主的形態。
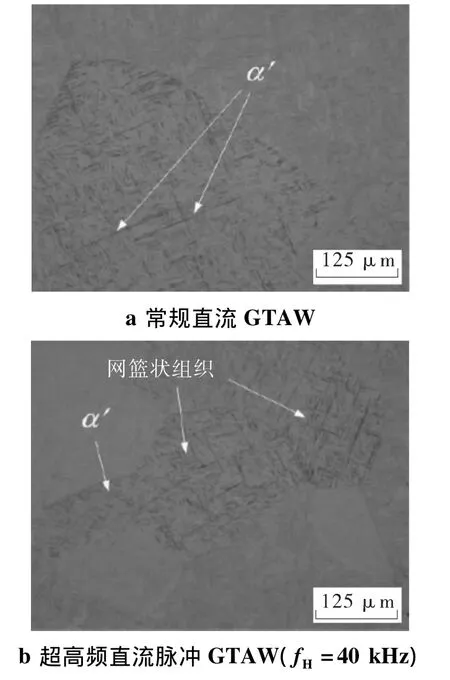
圖10 TC4鈦合金焊縫顯微組織
2.3 焊接接頭力學性能
2219-T87高強鋁合金接頭力學性能如表1所示,采用超高頻變極性脈沖GTAW所獲取的接頭抗拉強度、斷后伸長率分別增大了32%和138%,接頭塑性大幅提高,有利于提高航空飛行器焊接結構件的疲勞壽命。基于TC4鈦合金焊接接頭進行拉伸性能測試,結果如表2所示,與常規直流GTAW相比,采用超高頻脈沖GTAW獲取的試樣斷后延伸率及斷面收縮率分別增長了96%和139%,接頭塑性增強。
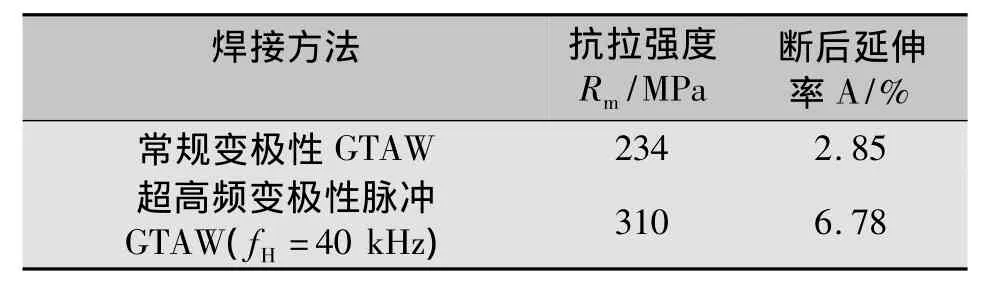
表1 2219-T87鋁合金焊接接頭力學性能

表2 TC4鈦合金焊接接頭力學性能
3 結論
(1)采用超高頻脈沖GTAW技術、新型IGBT拓撲電路和MCU數字化控制方案,實現了超快速電流上升/下降沿變化速率(di/dt≥50 A/μs)及0~100 kHz脈沖頻率的達百安培的方波電流輸出,成功開發出了TDW 5000E超高頻脈沖方波氬弧焊機。
(2)超高頻脈沖變極性GTAW和超高頻直流脈沖GTAW工藝可有效降低焊縫的氣孔敏感性。應用于2219-T87高強鋁合金材料中,得到的焊縫顯微組織晶粒細化顯著,接頭抗拉強度、斷后伸長率均有大幅提升。對于TC4鈦合金材料,焊縫顯微組織中網籃組織所占比例增大,接頭的塑性得到明顯改善。
:
[1] Kishore B N,Ganesh S R S,Mythili R,et al.Correlation of microstructure with mechanical properties of TIG weldments of Ti-6Al-4V made with and without current pulsing[J].Materials Characterization,2007,58(7):581-587.
[2] Garland J G.Weld pool solidification control[J].Metal Construction,1974(6):121-126.
[3] 葛志雄,陳煥明,葛 楊.逆變弧焊電源的頻率對焊縫晶粒細化的影響[J].熱加工工藝,2004(7):47-48.
[4] 趙家瑞,李義丹.高頻脈沖TIG焊的電弧控制及高頻效應[J].天津大學學報,1989(3):25-32.
[5] 齊鉑金,許海鷹,黃松濤.超音頻方波直流脈沖弧焊電源裝置[P].中國發明專利:ZL200710120831.2.
[6] 齊鉑金,從保強,黃松濤.超快變換變極性方波電流弧焊電源裝置[P].中國發明專利:ZL200710120833.
[7] 齊鉑金,從保強.超快變換方波復合脈沖電流變極性弧焊電源裝置[P].中國發明專利:ZL200710120834.6.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
