輪椅手推圈固定片自動裝配機研究
2014-09-18 05:32:56張艷貞
重慶理工大學學報(自然科學) 2014年4期
關鍵詞:設計
張艷貞
(恩比爾(廈門)機械制造有限公司,福建 廈門 361022)
近年來,為了提高殘疾人和老年人的生活質量,利用現代技術開展輪椅研究已成為學術界和企業界關注的熱點[3]。對于手臂尚有能力的病人,可以依靠手推圈驅動輪椅。目前,輪椅車輪生產的組裝工作中主要通過人工拾取固定片,放入輪圈中的嵌孔內,經手工沖擊配合安裝。裝配過程中易產生固定片安裝不穩定、一致性差、效率低、工人工作強度大等問題,嚴重影響裝配質量。因此,需找到一種操作簡單、方便快捷、適應性強的裝置,以提高裝配質量和工作效率。
1 自動裝配方案總體設計
手推圈固定片是連接輪椅輪圈與手推圈的一個橋梁,手推圈固定片安裝在輪圈圓周上的槽中,這樣就可以把安裝有連接桿的手推圈固定在輪圈上,如圖1所示。
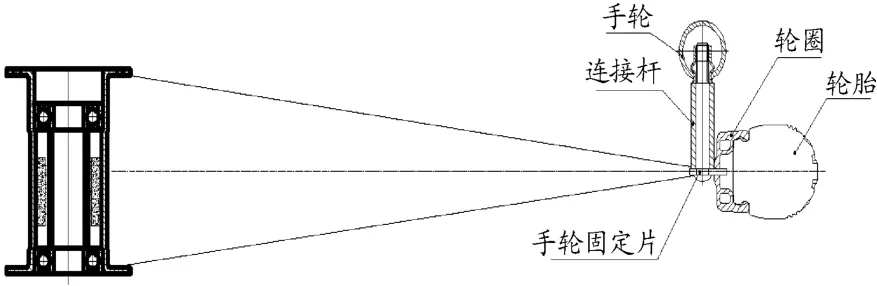
圖1 輪轂輪圈示意圖
目前裝配方案如圖2所示,該裝配工序為純手工裝配。將輪圈放入固定轉軸,拾取固定片嵌入輪圈上的裝配槽中;利用杠桿推動壓塊上下運動,將固定片壓入輪圈槽中;最后轉動輪圈改變安裝位置。裝配過程中壓塊提起與壓入均為手工操作,裝配過程較為繁瑣、效率低、質量不穩定、勞動程度較高。
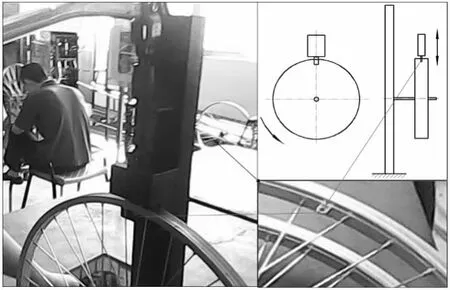
圖2 裝配現行方案
根據手工裝配過程分析,提出了如圖3所示的輪椅手推圈固定片自動裝配方案。首先,通過振動盤將固定片排列整齊形成固定片陣列;再通過氣缸配合一個工裝把固定片一片一片地取出;最后通過機械手夾取固定片并安裝入輪圈槽中,完成一片固定片的安裝;安裝好旋轉輪圈后再安裝其他位置的固定片。
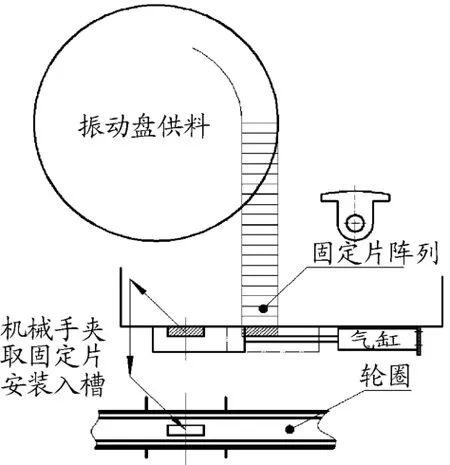
圖3 輪椅手推圈固定片自動裝配方案
2 核心部件選型及相關計算
2.1 裝配尺寸分析計算
裝配尺寸的配合直接影響裝配系統的精度要求,各裝配零件的相關尺寸關系及裝配尺寸鏈的模型如圖4所示。

圖4 裝配尺寸分析

計算長度方向的裝配尺寸鏈:

根據計算所得裝配時長度方向的裝配間隙為0.2~0.4 mm,所以長度方向為間隙配合;寬度方向的裝配間隙為-0.2~0.1 mm,寬度方向的裝配為過度配合。而裝配槽和固定片的加工為沖壓成型加工方法生產出來的,屬于薄壁小型零部件,裝配需要的載荷較小。綜合考慮該裝配屬于較小過盈量配合裝配方式,載荷較小,相應速度較高,故選用小型氣缸提供裝配動作的動力,采用限位輔助裝置來保證裝配位置,以實現固定片與槽的快速、準確裝配。
2.2 裝配下壓氣缸的選擇
在機械手中的下壓氣缸的驅動下,氣手指提取固定片必須保證定位方能正常完成裝配工作。因此必須保證下壓氣缸不發生偏轉,并保證軸線偏移量在允許范圍內,所以選用SMC雙缸氣動滑臺MXS12_40A。根據對手動加工過程中力的測量,裝配所需的推力不得小于73.6 N,拉力不小于10 N。
氣動滑臺輸出力的計算公式如下:

其中:R為活塞直徑;r為活塞桿直徑;P為工作壓力(MPa),一般選定為 0.6 MPa[4-5]。
根據MXS12_40A型號參數及式(1)可得:

因缸數為2,輸出推力 Ft為135.648 N,沖壓時的下壓力為氣缸推力加滑臺杠及各附件重量,故Ft≥135.648 N足以滿足要求。
根據式(2)及MXS12_40A型號參數可計算得Fl=42.67 N,滿足提取所需拉力。
2.3 旋轉軸部件設計
旋轉軸部件用于安裝輪圈,使輪圈能轉動切換安裝槽的位置,整體方案如圖5所示。根據軸向載荷分布,軸的伸出端(安裝輪圈端)選用61804-2LS的較大軸承,后端選用61803-2LS的較小軸承,軸安裝時從伸出端往軸后端安裝。該安裝方法軸向定位只能從軸的工作端定位,通過軸后端軸套對軸承壓緊,調節壓緊時對于軸向定位影響較小。
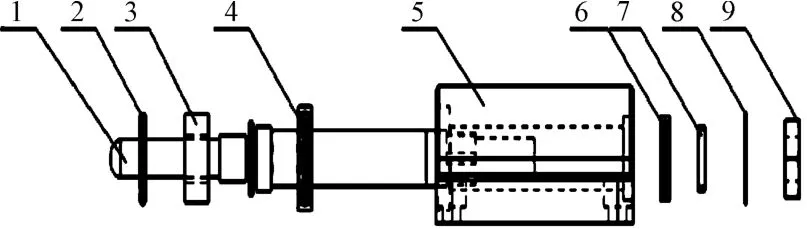
圖5 旋轉軸部件安裝示意圖
該方案能夠實現很好的軸向定位,有利于手推圈固定片在寬度方向上與輪圈中的安裝槽對齊,對于提高裝配精度有重要的作用,同時在安裝輪圈后對伸出端的零件裝配不會有影響。安裝輪圈時由軸的伸出端定位,拆卸過程簡易,可提高維修便利性,旋轉軸部件實體裝配如圖6所示。
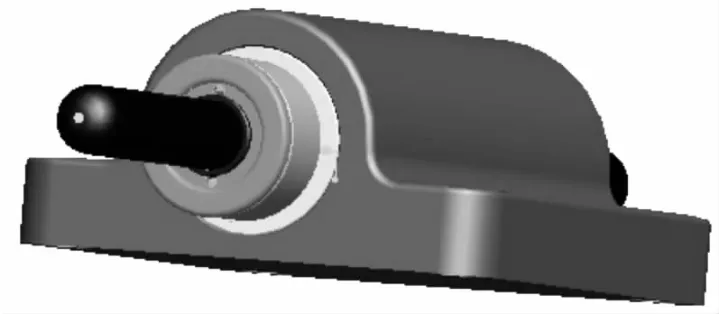
圖6 旋轉軸部件實體裝配圖
2.4 裝配機械手部件設計
由圖3中可見,需要一個機械手從送料裝置中夾取固定片,再裝配到輪圈的槽中。根據動作要求,設計了如圖7所示的機械手結構。機械手初始位置為供料裝置中固定片上方,在上下滑臺1的作用下,使氣爪向下運動到固定片位置;氣爪3閉合夾緊固定片,在上下滑臺1的作用下,氣爪提取固定片向上運動到滑臺上限位置;在左右氣動滑臺5的作用下使機械手伸出到極限位置,這個位置正是輪圈槽的正上方;在上下氣動滑臺1的作用下,固定片迅速被壓入輪圈槽中;氣抓松開,機械手回到初始位置,完成一個固定片的裝配工作。
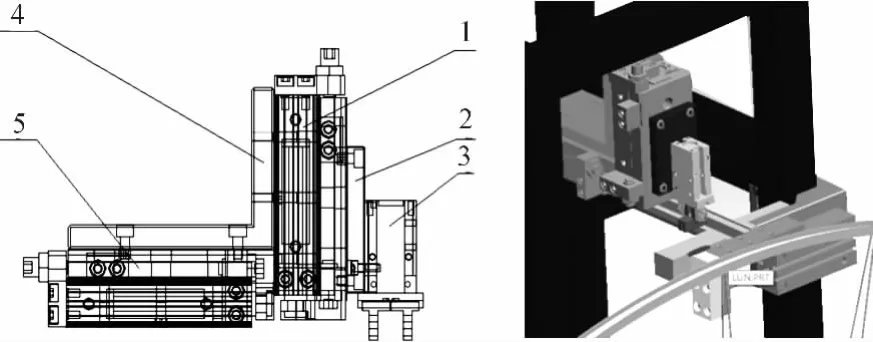
圖7 裝配機械手結構
3 系統整體結構設計
通過對手工裝配動作的分析,裝配過程的設計、計算,整體方案的設計,組件的選型等方面的工作,建成了如圖8所示的輪椅手推圈固定片自動裝配機構。系統主要采用標準氣缸、氣爪、電磁換向閥及臺達PLC、位置傳感器等控制執行部件,實現了系統的智能控制,實現了輪椅手推圈固定片的全自動裝配,在功能得以實現的同時減少了非標件的設計與應用,大大降低了開發成本。
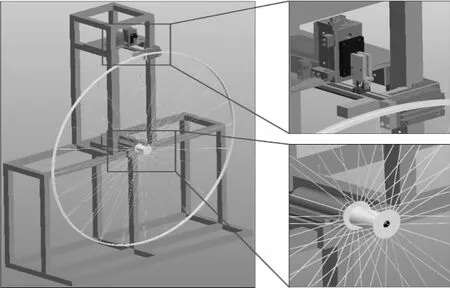
圖8 輪椅手推圈固定片自動裝配機構
4 系統控制算法
全自動裝配系統是一離散控制系統,可采用三元組方式表示,即離散態變量定義、離散態過程定義及離散態控制定義[6]。離散控制系統模式S可以通過三元組形式表示,如式(1)~(7)。

式(1)中X是控制系統輸入變量集,

或者

Y是控制系統輸出變量集
F是控制系統輸入輸出的映射關系集,與裝配過程的控制規范對應。

式(6)中,fj是由裝配過程確定的輸入輸出關系,可通過多元布爾函數表示。

式(7)中:X'?X;Y'?Y;δ,λ 分別為與離散過程時間約束參數與數值參數關聯的離散變量因子,且δ∈{0,1},λ∈{0,1};Tc為時間約束項的定時常數,由自動裝配控制要求確定,在PLC中設定;t為時間變量,δ因子中的xi或yk為因子條件,且xi∈X,yk∈Y為時間約束的起始條件;Cs為數值參數關聯的計數設定值,根據自動裝配要求在系統PLC中設定;vx為輸入變量的數字值。在PLC控制系統實現控制過程中,δ與定時器標志位狀態對應,λ值可由計數器標志位得到。
由此可見:三元組模式完整地描述了輪椅手推圈固定片自動裝配系統離散控制的狀態空間和控制算法,可采用三元組表示方法對本控制系統進行概念性分析與設計。
5 結束語
本文分析了現有輪椅市場現狀,從企業與市場需求出發,闡述了目前手推圈固定片手工裝配的特點;分析了手推圈固定片裝配過程,提出了自動裝配系統的設計方案;對自動裝配方案進行了分析設計,對核心部件進行了相應的計算、設計、選型,完成了自動裝配機構的整體及部件細節的結構設計。本文的研究成果能夠提高裝配效率,提高質量保證,減少人力成本,具有較好的經濟效益。
[1]丁志宏.我國殘疾老年人口:現狀與特征[J].人口研究,2008,(4):3 -4.
[2]王占禮,趙德超,陳延偉,等.曲柄星輪式爬樓梯輪椅爬升機構設計[J].長春工業大學學報:自然科學版,2011,32(2):105 -108.
[3]王璇,關于民,雷蕾.個性輪椅自動裝配系統[M].大連:大連交通大學出版社,2011.
[4]張世亮.液壓與氣壓傳動[M].北京:機械工業出版社,2008.
[5]曹堅.液壓與氣壓傳動原理圖計算機輔助設計軟件開發[J].機床與液壓,2002(2):140-141.
[6]楊明建.離散態控制系統的三元組表示[J].合肥學院學報:自然科學版,2011,21(1):36 -39.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
