用于飛行器艙板裝配的機(jī)械系統(tǒng)設(shè)計(jì)與研究
2014-09-19 08:36:48郭衛(wèi)東沙佳杰黃斌韓先國(guó)
機(jī)械制造與自動(dòng)化 2014年6期
關(guān)鍵詞:水平設(shè)計(jì)
郭衛(wèi)東,沙佳杰,黃斌,韓先國(guó)
(北京航空航天大學(xué)機(jī)械工程及自動(dòng)化學(xué)院,北京100191)
0 引言
裝配是產(chǎn)品制造全生命周期中需要耗費(fèi)大量時(shí)間和精力的關(guān)鍵環(huán)節(jié)。根據(jù)Womack等人[1]1990年所作的調(diào)查表明,工業(yè)化國(guó)家中,裝配勞動(dòng)量占產(chǎn)品總工時(shí)的20%~30%,裝配成本超過(guò)生產(chǎn)成本的40%。俄羅斯飛機(jī)制造業(yè)的統(tǒng)計(jì)資料也顯示,在新機(jī)試制階段,裝配工作量高達(dá)飛機(jī)生產(chǎn)總工作量的75%~80%[2]。因此,裝配技術(shù)的發(fā)展是保證產(chǎn)品品質(zhì)和提高生產(chǎn)效率的決定性因素之一。
在飛行器艙板的裝配過(guò)程中,現(xiàn)有的翻轉(zhuǎn)機(jī)械系統(tǒng)仍以手動(dòng)操作為主,對(duì)于判斷安裝位置是否準(zhǔn)確到位,取決于操作人員的目測(cè)結(jié)果,往往會(huì)造成裝配位置不完全對(duì)應(yīng)、裝配效率較低、操作人員勞動(dòng)強(qiáng)度較大等問(wèn)題。所以實(shí)現(xiàn)飛行器艙板自動(dòng)化裝配是當(dāng)前的必然需求,也是現(xiàn)代化飛行器裝配過(guò)程中不可或缺的一部分。
1 機(jī)械系統(tǒng)設(shè)計(jì)要求
翻轉(zhuǎn)機(jī)械系統(tǒng)是為了能將飛行器可拆裝的艙板以固定方式打開(kāi),并能可靠停放的一種運(yùn)動(dòng)工裝。主要有以下三點(diǎn)設(shè)計(jì)要求:
1)翻轉(zhuǎn)軸為艙板上邊沿(圖1中理想轉(zhuǎn)軸),即翻轉(zhuǎn)機(jī)械系統(tǒng)要保證能夠繞著艙板上邊沿進(jìn)行水平翻轉(zhuǎn),這是由飛行器艙板的打開(kāi)形式所決定的;
2)翻轉(zhuǎn)角度:0°-90°,初始位置為水平;
3) 翻轉(zhuǎn)速度:10-30°/min;
由于艙板的外形尺寸較大、質(zhì)量較為沉重、翻轉(zhuǎn)軸位置固定等因素的存在,所以在進(jìn)行艙板裝配時(shí),不可能依靠人力直接完成裝配,必須要借助機(jī)械系統(tǒng)來(lái)完成。作為專(zhuān)門(mén)針對(duì)艙板裝配而設(shè)計(jì)的翻轉(zhuǎn)機(jī)械系統(tǒng),可以使整個(gè)裝配過(guò)程完全實(shí)現(xiàn)自動(dòng)化,并且能夠在很大程度上節(jié)省工作時(shí)間和減小操作人員工作強(qiáng)度,真正實(shí)現(xiàn)高效、精確、可靠的自動(dòng)化裝配。

圖1 翻轉(zhuǎn)軸位置圖示
2 機(jī)械系統(tǒng)運(yùn)動(dòng)原理及機(jī)構(gòu)設(shè)計(jì)
2.1 運(yùn)動(dòng)原理
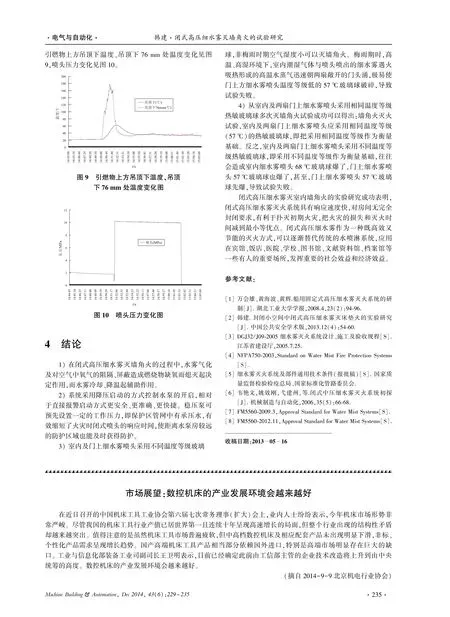
為了滿足工況需求,設(shè)計(jì)以上艙板裝配翻轉(zhuǎn)機(jī)械系統(tǒng)。該系統(tǒng)擁有水平移動(dòng)、豎直移動(dòng)和繞轉(zhuǎn)軸轉(zhuǎn)動(dòng)三個(gè)自由度。如圖2所示,移動(dòng)架車(chē)由四個(gè)萬(wàn)向腳輪1、四套支撐墊鐵3和架車(chē)體5組成,來(lái)實(shí)現(xiàn)機(jī)械系統(tǒng)較大距離的移動(dòng),在架車(chē)移動(dòng)至目標(biāo)位置后,再調(diào)整架車(chē)體上的四個(gè)支撐墊鐵,將架車(chē)體上表面調(diào)整到指定位姿。然后通過(guò)翻轉(zhuǎn)機(jī)械系統(tǒng)本身的自由度調(diào)整艙板位姿,直至其到達(dá)指定裝配位姿,而這個(gè)調(diào)整過(guò)程就需要由水平移動(dòng)機(jī)構(gòu)、豎直移動(dòng)機(jī)構(gòu)和平面四桿機(jī)構(gòu)(RPRR)配合來(lái)完成。
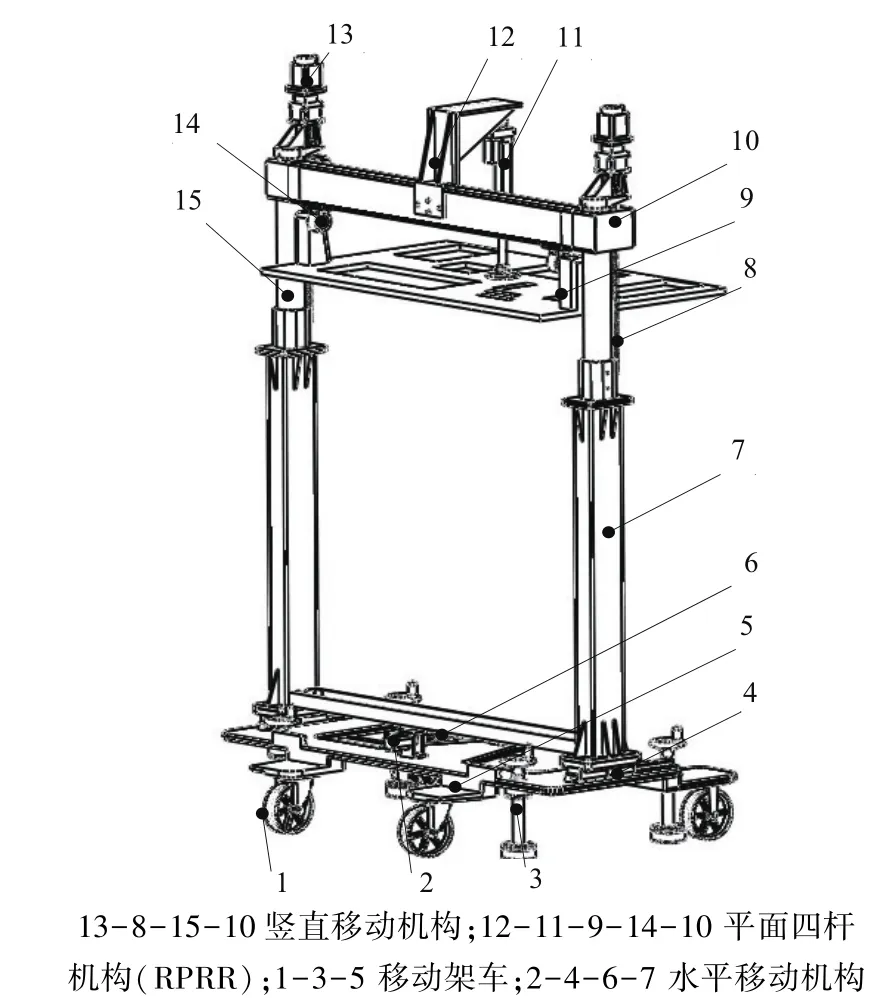
圖2 飛行器艙板裝配機(jī)械系統(tǒng)
2.2 機(jī)構(gòu)設(shè)計(jì)
1)水平移動(dòng)機(jī)構(gòu)
如圖3所示,水平移動(dòng)機(jī)構(gòu)由水平移動(dòng)電機(jī)、兩套水平移動(dòng)導(dǎo)軌、水平移動(dòng)絲杠螺母和兩根與水平移動(dòng)滑塊固定在一起的立柱組成。通過(guò)水平移動(dòng)電機(jī)驅(qū)動(dòng)水平移動(dòng)絲杠螺母機(jī)構(gòu),從而使運(yùn)動(dòng)部件沿著水平移動(dòng)導(dǎo)軌方向做水平移動(dòng)。
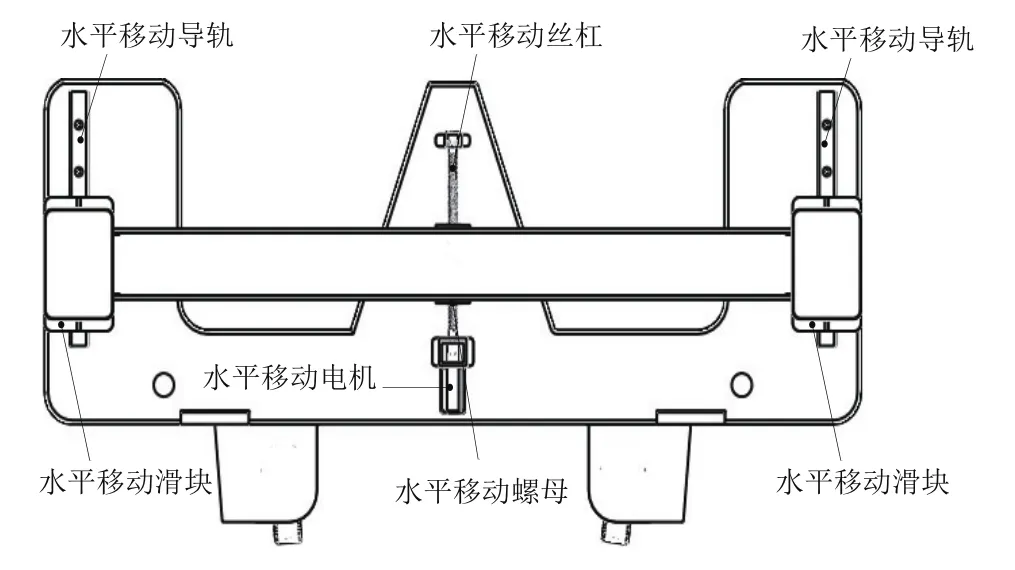
圖3 水平移動(dòng)機(jī)構(gòu)圖
2)豎直移動(dòng)機(jī)構(gòu)
如圖4所示,豎直移動(dòng)機(jī)構(gòu)由豎直移動(dòng)電機(jī)通過(guò)減速器驅(qū)動(dòng)豎直移動(dòng)絲杠轉(zhuǎn)動(dòng),而螺母與橫梁固連在一起,通過(guò)絲杠的轉(zhuǎn)動(dòng)帶動(dòng)橫梁沿著豎直移動(dòng)導(dǎo)軌實(shí)現(xiàn)豎直方向的移動(dòng)。
3)平面四桿機(jī)構(gòu)(RPRR)
圖4 豎直移動(dòng)機(jī)構(gòu)圖
如圖5所示,轉(zhuǎn)動(dòng)機(jī)構(gòu)由翻轉(zhuǎn)電機(jī)4驅(qū)動(dòng)位于電動(dòng)缸體5內(nèi)部的絲杠轉(zhuǎn)動(dòng),通過(guò)絲杠螺母配合帶動(dòng)電動(dòng)缸伸縮桿6即螺母進(jìn)行伸縮運(yùn)動(dòng),從而促使艙板1繞著轉(zhuǎn)軸做水平旋轉(zhuǎn),直至指定位置。其中電動(dòng)缸支架3和橫梁2之間是通過(guò)螺栓實(shí)現(xiàn)的剛性連接,在此處視為機(jī)架部分。
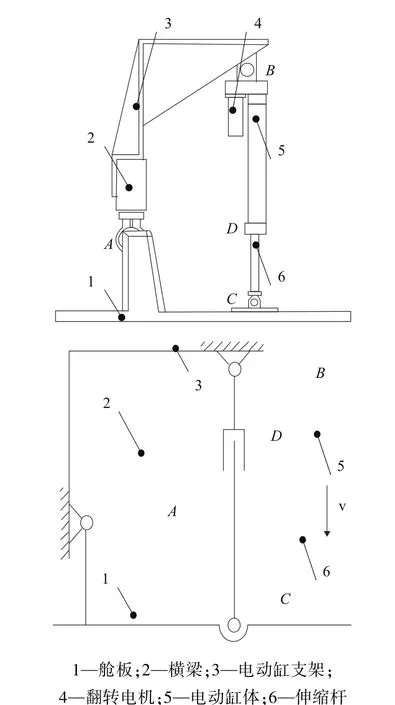
圖5 繞轉(zhuǎn)軸轉(zhuǎn)動(dòng)機(jī)構(gòu)圖
將繞轉(zhuǎn)軸轉(zhuǎn)動(dòng)部分用機(jī)構(gòu)運(yùn)動(dòng)簡(jiǎn)圖表示,可得圖5中所示的平面四桿機(jī)構(gòu)(RPRR),其中,伸縮桿CD為主動(dòng)件,艙板AC為從動(dòng)件,通過(guò)控制伸縮桿CD沿著電動(dòng)缸體BD的移動(dòng)速度v來(lái)使艙板AC繞著A軸的做勻角速度轉(zhuǎn)動(dòng),從水平位置轉(zhuǎn)至豎直位置,且角速度大小在設(shè)計(jì)要求規(guī)定的范圍內(nèi)。
3 運(yùn)動(dòng)規(guī)劃
如圖1所示,設(shè)計(jì)要求中所規(guī)定的翻轉(zhuǎn)軸應(yīng)為理想轉(zhuǎn)軸位置,而在實(shí)際設(shè)計(jì)中,轉(zhuǎn)軸位置與之存在一定的偏置,為了使翻轉(zhuǎn)軸滿足設(shè)計(jì)要求,在繞實(shí)際轉(zhuǎn)軸轉(zhuǎn)動(dòng)的同時(shí),需要水平移動(dòng)和豎直移動(dòng)與之配合運(yùn)動(dòng),最終實(shí)現(xiàn)理想轉(zhuǎn)軸的空間位置始終不變,即艙板繞著理想轉(zhuǎn)軸轉(zhuǎn)動(dòng)。
參考圖4中得出的平面四桿機(jī)構(gòu),建立翻轉(zhuǎn)速度模型,如圖6所示。
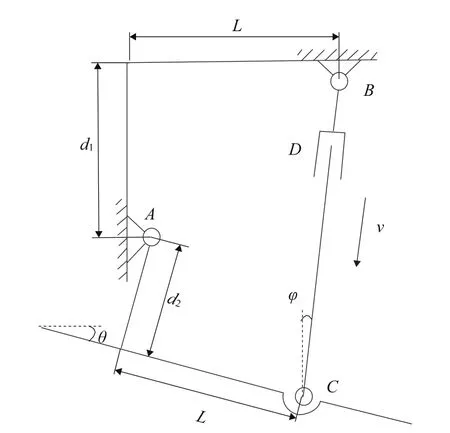
圖6 翻轉(zhuǎn)速度模型
根據(jù)圖6得到的速度模型,可以得到電動(dòng)缸伸縮桿CD的伸長(zhǎng)量S與艙板轉(zhuǎn)角θ的函數(shù)關(guān)系式:

將式(1)的兩邊對(duì)時(shí)間t進(jìn)行求導(dǎo)可得:
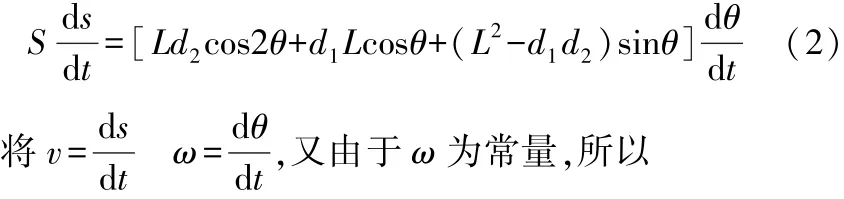
θ=ωt代入式(1)和式(2)中,合并兩式結(jié)果,得到艙板AC繞轉(zhuǎn)軸進(jìn)行勻角速度轉(zhuǎn)動(dòng)時(shí),伸縮桿CD沿著電動(dòng)缸體BD方向的移動(dòng)速度v關(guān)于時(shí)間t的函數(shù)關(guān)系:

由式(3)得出的結(jié)果可求得在理想轉(zhuǎn)軸空間位置不變的情況下,艙板水平移動(dòng)速度v1和豎直移動(dòng)速度v2隨時(shí)間t的函數(shù)關(guān)系式:

所以水平移動(dòng)機(jī)構(gòu)和豎直移動(dòng)機(jī)構(gòu)只需要施加與v1、v2大小相同、方向相反的移動(dòng)速度即可實(shí)現(xiàn)艙板繞理想轉(zhuǎn)軸的勻角速度轉(zhuǎn)動(dòng)。
4 虛擬樣機(jī)仿真分析
在完成方案設(shè)計(jì)和運(yùn)動(dòng)規(guī)劃的基礎(chǔ)上,對(duì)翻轉(zhuǎn)機(jī)械系統(tǒng)進(jìn)行虛擬樣機(jī)仿真[3],以保證各項(xiàng)指標(biāo)性能符合設(shè)計(jì)要求。
1)保持架轉(zhuǎn)速驗(yàn)證
將翻轉(zhuǎn)機(jī)械系統(tǒng)尺寸參數(shù)代入式(3)中,得到伸縮桿CD的速度-時(shí)間函數(shù)關(guān)系式,將其在虛擬樣機(jī)仿真軟件中添加到相應(yīng)的motion上,運(yùn)行完成后測(cè)出翻轉(zhuǎn)速度隨時(shí)間的變化曲線如圖7所示,轉(zhuǎn)動(dòng)速度值始終在15.17°/min左右,運(yùn)動(dòng)規(guī)劃方程正確無(wú)誤,轉(zhuǎn)速大小滿足設(shè)計(jì)要求。
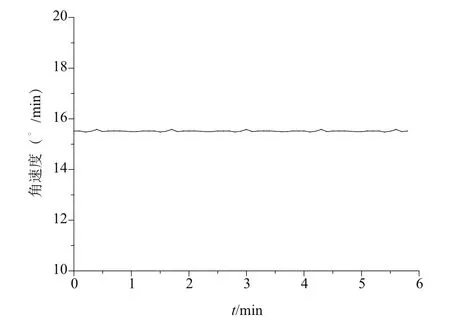
圖7 保持架轉(zhuǎn)動(dòng)角速度
2)轉(zhuǎn)軸位置驗(yàn)證
將式(4)、式(5)得到的速度-時(shí)間函數(shù)分別添加到水平移動(dòng)和豎直移動(dòng)motion上,運(yùn)行完成后檢測(cè)理想轉(zhuǎn)軸空間位置隨時(shí)間的變化情況,如圖8所示,轉(zhuǎn)軸位置最大只有0.32 mm的變化,近似可認(rèn)為始終不變,完全滿足設(shè)計(jì)要求。
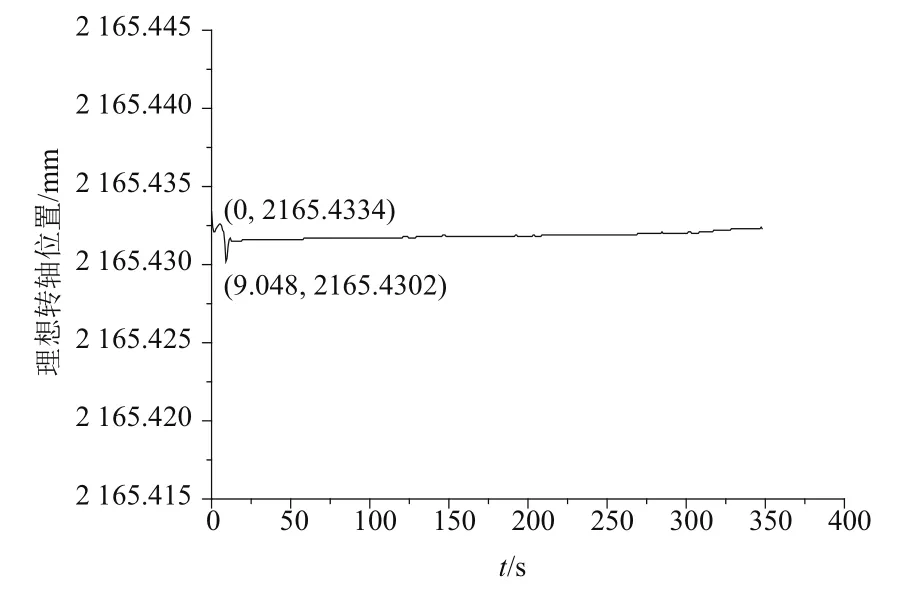
圖8 理想轉(zhuǎn)軸位置
5 結(jié)語(yǔ)
本文所研制的飛行器艙板裝配翻轉(zhuǎn)機(jī)械系統(tǒng)能夠高效自動(dòng)的完成裝配任務(wù),各項(xiàng)參數(shù)滿足設(shè)計(jì)要求,機(jī)械結(jié)構(gòu)合理可靠,在很大程度上提高了裝配效率、保證了裝配精度和降低了操作人員勞動(dòng)強(qiáng)度。
[1]J.P.Womack, D.T.Jones, D.Roos.The Machine That Changed The World[M].USA:Macmillan,1990:27-32.
[2]Г.A.克里沃夫.前蘇聯(lián)飛機(jī)制造技術(shù)[M].北京:北京航空工藝研究所, 1999:5-8.
[3]郭衛(wèi)東.虛擬樣機(jī)技術(shù)與ADAMS應(yīng)用實(shí)例教程[M].北京:北京航空航天大學(xué)出版社,2008.6.
[4]郭衛(wèi)東.機(jī)械原理(第2版)[M].北京:科學(xué)出版社,2013.2.
猜你喜歡
美與時(shí)代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
火花(2019年12期)2019-12-26 01:00:28
人大建設(shè)(2019年12期)2019-05-21 02:55:32
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
學(xué)苑創(chuàng)造·A版(2015年11期)2016-01-14 09:03:27
中國(guó)火炬(2010年8期)2010-07-25 11:34:30