一種新型煙草烘絲機筒溫檢測穩(wěn)定系統(tǒng)的研究與設(shè)計
2014-09-19 08:37:32熊宇聰
機械制造與自動化 2014年6期
熊宇聰
(大連理工大學,遼寧 大連116024)
0 引言
常德卷煙廠2009年投產(chǎn)的6 000 kg/h芙蓉王制絲線,不僅采用了國際先進技術(shù),如PROFINET工業(yè)以太網(wǎng)、企業(yè)制造執(zhí)行系統(tǒng)(MES)、等級庫物流管理調(diào)度系統(tǒng)(TIMMS)等,而且很多關(guān)鍵工序采用了先進的新型設(shè)備,烘絲機就是其中之一。烘絲機出口煙絲水分是制絲線一個非常重要的工藝指標,烘絲機筒溫是影響該指標的關(guān)鍵參數(shù)。
1 系統(tǒng)分析
目前烘絲機筒溫以檢測烘絲機筒璧蒸汽和煙絲熱交換后的回水溫度為準。而眾所周知,回水檢測處的壓力根據(jù)疏水情況在實時變化。大多數(shù)時候,疏水情況很正常,回水檢測處的壓力會基本一致,此時檢測出來的回水溫度數(shù)據(jù)能真實地反映筒體溫度及其熱交換能力。但是,當季節(jié)變化或日溫差較大時,主蒸汽管路的含水率升高,疏水情況會有很大變化,從而影響回水檢測處的壓力。不同的回水壓力下檢測的回水溫度數(shù)據(jù)并不能真實地反映筒體溫度及其熱交換能力,這樣就會使筒溫采集失真,導致烘絲機出口煙絲時干時濕,對產(chǎn)品品質(zhì)造成了一定的隱患。
2 系統(tǒng)設(shè)計
2.1 機械設(shè)計
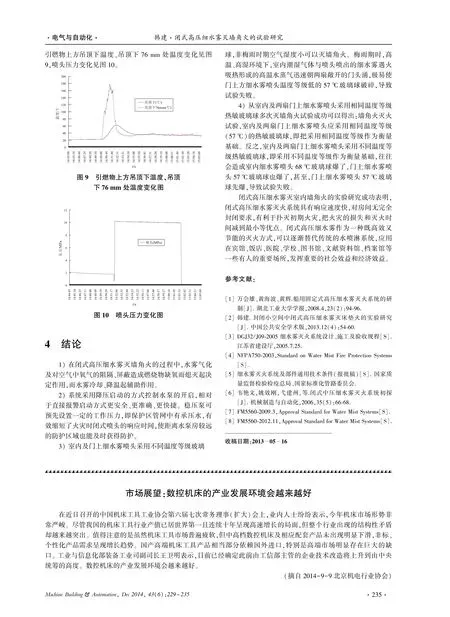
為了解決現(xiàn)有烘絲機在回水處壓力變化時易出現(xiàn)筒溫采集失真的問題,本設(shè)計提供了一種可保持回水處壓力恒定,有效提高回水溫度數(shù)據(jù)反映筒體溫度及其熱交換能力的真實度的煙草制絲線烘絲機的筒溫檢測穩(wěn)定系統(tǒng),如圖1所示。
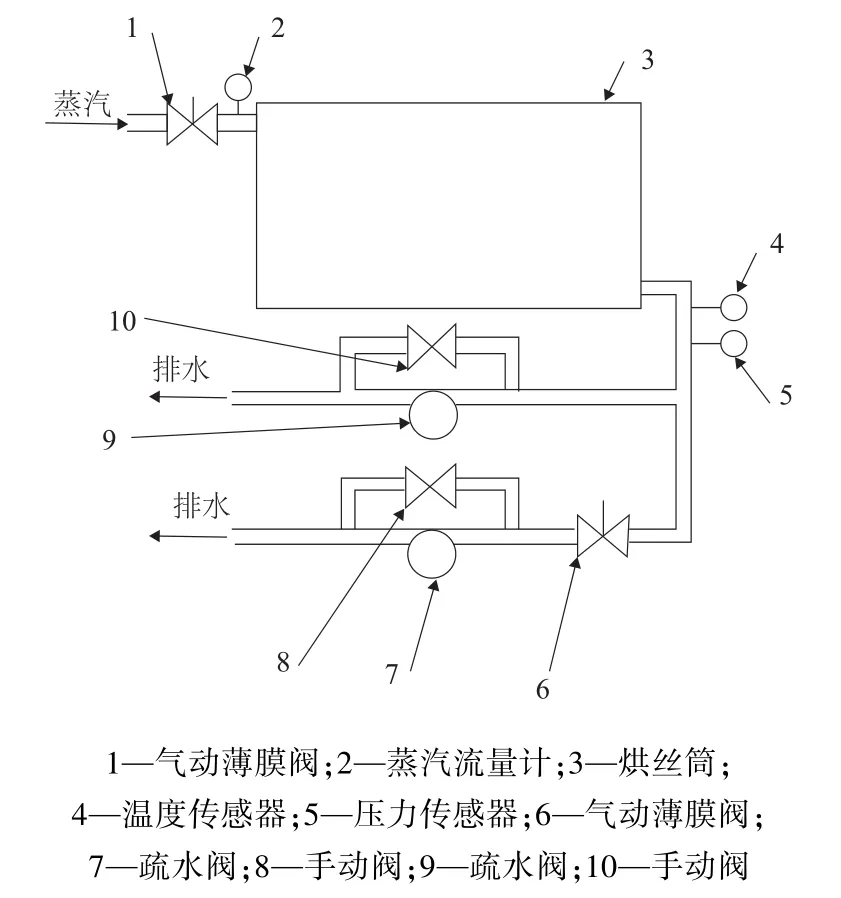
圖1 煙草烘絲機筒溫檢測穩(wěn)定系統(tǒng)示意圖
在圖1中,蒸汽通過氣動薄膜閥1進入烘絲筒3對煙絲進行烘制后,經(jīng)兩條排水回路排出。相比于傳統(tǒng)煙草烘絲機筒溫檢測系統(tǒng)(圖2),系統(tǒng)內(nèi)增加了蒸汽流量計、壓力傳感器、氣動薄膜閥、排水回路,通過控制系統(tǒng)的檢測與控制,實現(xiàn)桶內(nèi)溫度的穩(wěn)定控制,避免煙絲出現(xiàn)“夏天烘不濕、冬天烘不干”的現(xiàn)象。
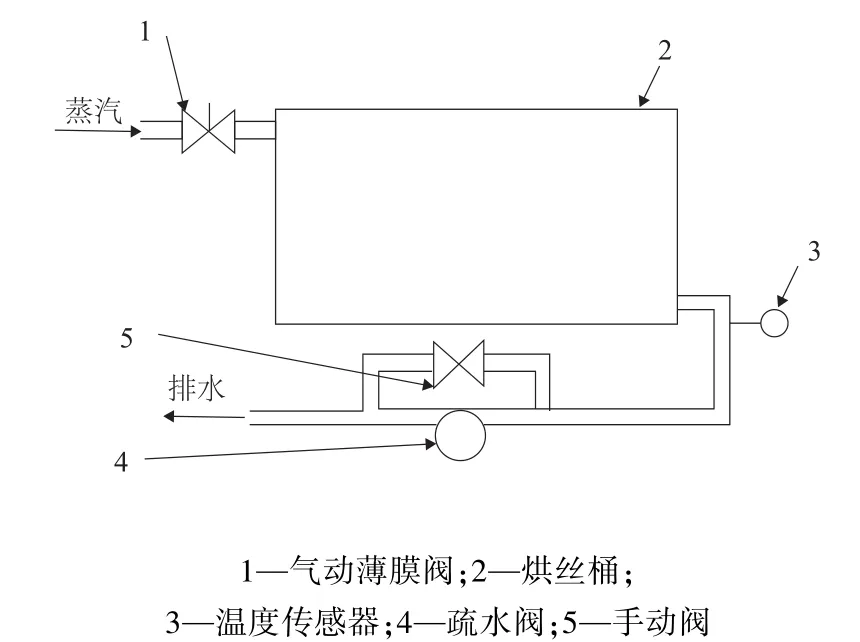
圖2 傳統(tǒng)煙草烘絲機筒溫檢測系統(tǒng)示意圖
2.2 電氣設(shè)計
基于現(xiàn)在工廠車間全部采用Siemens系統(tǒng)與ProfiNet工業(yè)總線結(jié)構(gòu),為了便于維護和系統(tǒng)融合,控制系統(tǒng)選用Siemens S7 300系列可編程邏輯控制器。
控制器集成PN/PG接口,處理速度快,效率高,蒸汽流量計、溫度傳感器、和壓力傳感器的數(shù)據(jù)采集選用S7 SM 331模擬量輸入模塊,采集精度達到12bit;選用SM332模塊作為入口和出口氣動薄膜閥的控制模塊。電氣系統(tǒng)原理如圖3所示。
圖3 電氣系統(tǒng)框圖
3 控制算法設(shè)計
3.1 自適應(yīng)控制分析
本系統(tǒng)共有入口蒸汽流量Q1、出口蒸汽流量Q2兩個控制參數(shù),通過調(diào)整Q1的值控制整個系統(tǒng)的蒸汽用量及出口溫度T,可以盡可能降低能耗;綜合調(diào)整Q1、Q2的值可以控制出口壓力P。根據(jù)調(diào)整經(jīng)驗維持P與T的值穩(wěn)定,即可達到烘絲機筒溫T筒恒定的目的。
基于對現(xiàn)場實際生產(chǎn)情況分析,入口蒸汽流量Q1主要根據(jù)產(chǎn)量進行調(diào)整,因此系統(tǒng)主要可控制參數(shù)為出口蒸汽流量Q2。實踐證明,實時調(diào)整Q2可維持出口壓力P穩(wěn)定,實時調(diào)整Q1可控制出口溫度T,從而保證烘絲機筒溫恒定,避免“夏天烘不濕,冬天烘不干”現(xiàn)象出現(xiàn)。
3.2 出口蒸汽流量控制模糊系統(tǒng)控制器設(shè)計
本系統(tǒng)出口蒸汽流量Q2的自適應(yīng)調(diào)整具有非線性、時變性強的特點,很難建立精確的數(shù)學模型,所以PID控制無法滿足其控制要求。而模糊控制是建立在人工經(jīng)驗的基礎(chǔ)上,用條件語句構(gòu)成控制規(guī)則來對系統(tǒng)進行控制,不需要建立數(shù)學模型,便于模擬人工控制。出口蒸汽流量Q2模糊控制系統(tǒng)控制器框圖如圖4所示。
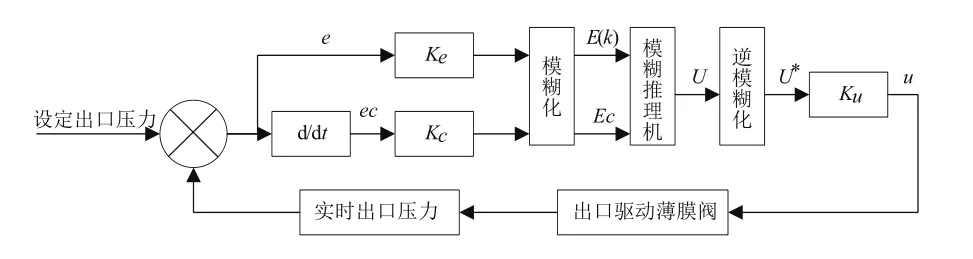
圖4 出口流量Q2(氣動薄膜閥)模糊控制系統(tǒng)控制器結(jié)構(gòu)圖
選擇出口壓力P的偏差e及偏差率ec為模糊控制器的輸入變量,出口氣動薄膜閥控制量的變化量u為輸出變量,相應(yīng)的模糊集為E、EC及U。該系統(tǒng)是典型的雙輸入單輸出二維模糊控制器。對E、EC及U模糊集及論域定義如下:
誤差e的基本論域為[-100,100],選定E的論域為X={-6,-5,-4,-3,-2,-1,-0,+0,+1,+2,+3,+4,+5,+6}。為誤差e的語言變量E選擇8個語言值:NL、NM、NS、N0、P0、PS、PM、PL,據(jù)此建立語言變量 E 的對應(yīng)隸屬度函數(shù)如圖5所示。
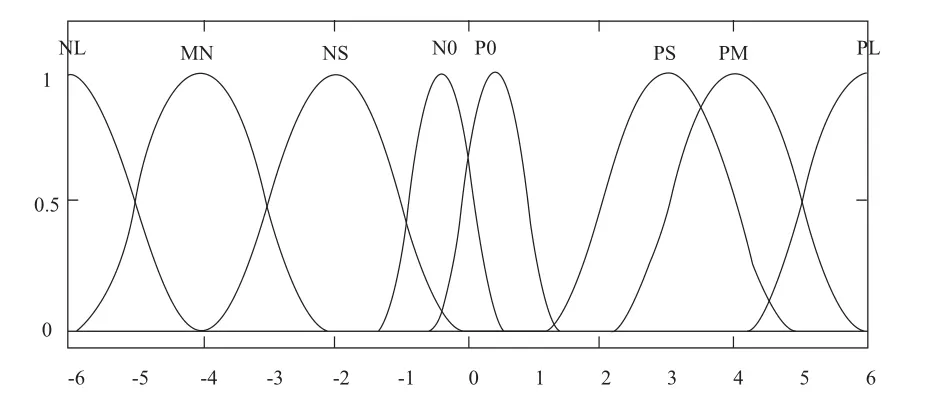
圖5 模糊集E的隸屬度函數(shù)
偏差變化率EC和控制決策U的論域、語言值定義與偏差相關(guān)參數(shù)定義相似,其隸屬度函數(shù)如圖6、圖7所示。
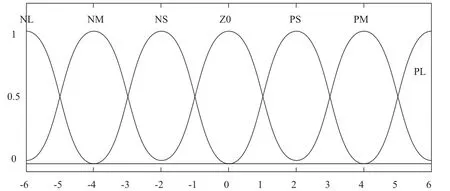
圖6 模糊集EC的隸屬度函數(shù)
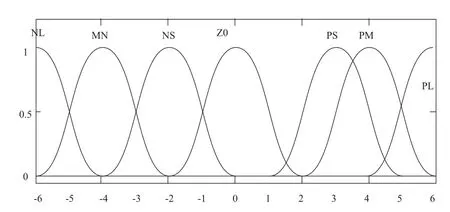
圖7 模糊集U的隸屬度函數(shù)
3.3 推理規(guī)則設(shè)計
試驗表明,出口實時壓力受蒸汽入口流量影響較大,為節(jié)省蒸汽量,在出口實時壓力低于設(shè)定出口壓力較多時,出口氣動薄膜閥應(yīng)快速調(diào)整,以避免入口氣動薄膜閥迅速加大。因此當偏差E為NL時,即實時出口壓力低于設(shè)定出口壓力時,輸出U應(yīng)適當增大;當偏差E為PL時,即實時出口壓力高于設(shè)定出口壓力時,輸出U應(yīng)適當減小。綜合理論與實際生產(chǎn)情況,對煙草烘絲機筒溫穩(wěn)定系統(tǒng)出口氣動薄膜閥控制進行如下推理規(guī)則的建立:
1)If E=NL and EC=NL then U=PL;
...............
56)If E=PL and EC=PL then U=NL;
總結(jié)以上語言推理規(guī)則,構(gòu)成模糊控制狀態(tài)表,如表1所示。
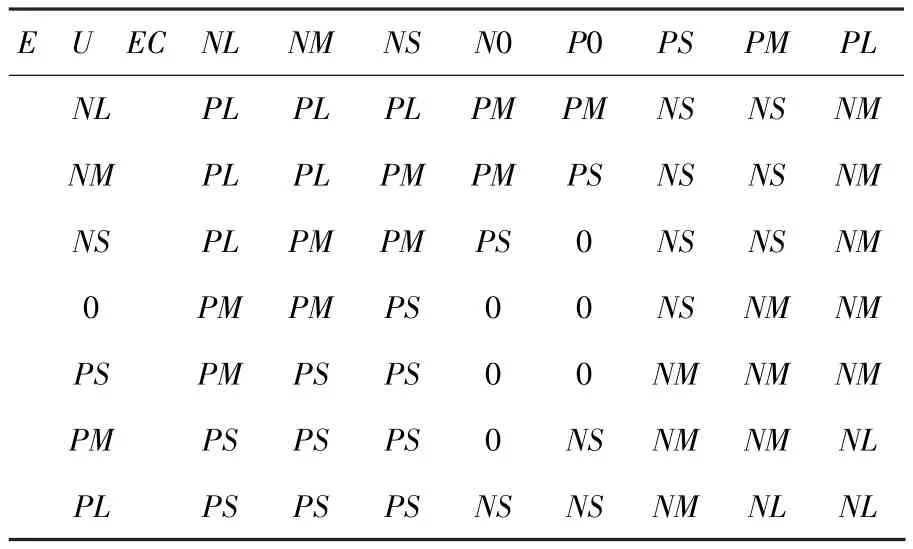
表1 模糊狀態(tài)控制表
為方便算法在PLC內(nèi)設(shè)計,經(jīng)過大量計算及現(xiàn)場經(jīng)驗總結(jié)可將上述規(guī)則合成為表2所示的總控制表,并將該表存入PLC的CPU模塊中,應(yīng)用時只需查詢此表即可馬上得出所需要的控制量u。
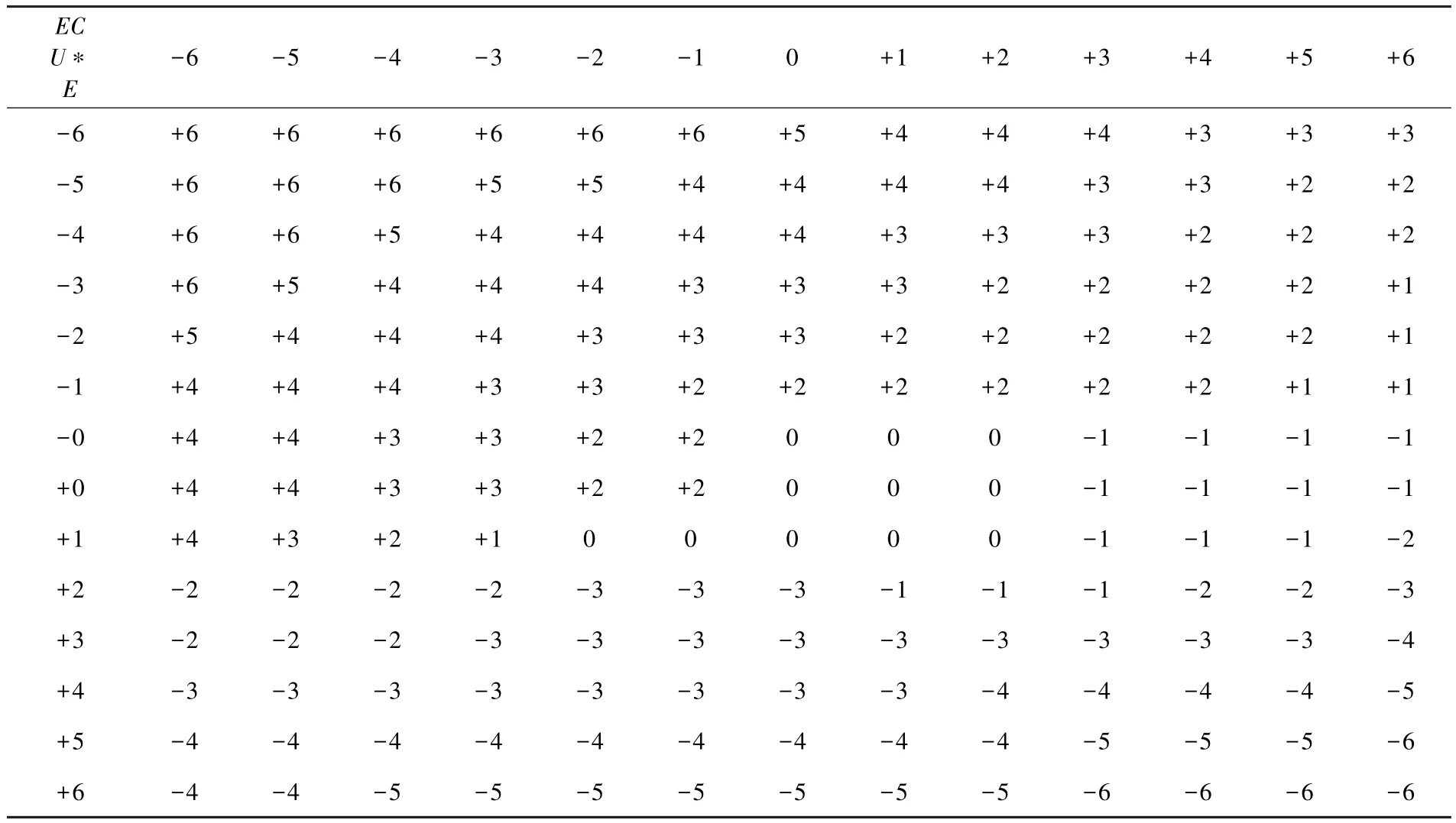
表2 模糊集U?隸屬函數(shù)賦值——模糊控制表
4 試驗結(jié)果分析
本模糊控制系統(tǒng)在常德卷煙廠制絲線烘絲機生產(chǎn)中試驗,結(jié)果表明烘絲機筒溫更加穩(wěn)定,避免了“夏天烘不濕,冬天烘不干”現(xiàn)象,試驗得煙絲平均含水率曲線如圖8所示。
5 結(jié)論
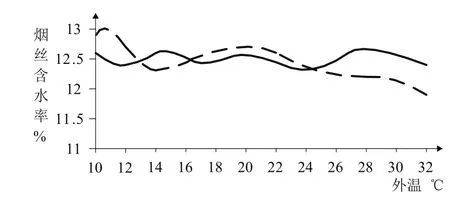
圖8 傳統(tǒng)(虛線)及新型筒溫穩(wěn)定系統(tǒng)煙絲平均含水率對比曲線
模糊控制系統(tǒng)利用其靈活的推理機構(gòu),結(jié)合新型的煙草制絲線烘絲機筒溫控制硬件,在常德卷煙廠制絲車間得到了很好的驗證與利用。該系統(tǒng)即節(jié)省了系統(tǒng)蒸汽用量,并大大提高了烘絲機筒溫的控制精度,保證了煙絲生產(chǎn)的品質(zhì)。
[1]王耀南.智能控制系統(tǒng)[M].長沙:湖南大學出版社,2006.
[2]張國良.模糊控制及其MATLAB應(yīng)用[M].西安:西安交通大學出版社,2002.
[3]高霖,符影杰,趙偉.基于專家模糊控制的真空管生產(chǎn)工藝的設(shè)計[J].控制系統(tǒng),2009(9):25-59.
[4]高瑞,張永林,王旺平,等.散體物料光電色選機模糊PID控制系統(tǒng)研究[J].武漢理工大學學報(交通科學與工程版),2008,3(4):634-637.
[5]Siemens.S7-300模塊數(shù)據(jù)設(shè)備手冊[M].2007.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34