印鐵機壓印滾筒參數優化分析
2014-09-19 08:36:50李凡丁武學王純張寶
機械制造與自動化 2014年6期
李凡,丁武學,王純,張寶
(南京理工大學機械工程學院,江蘇南京210094)
0 前言
隨著金屬制罐行業的飛速發展,印鐵機的需求日益增多,其性能也越來越受到行業內人士的廣泛關注。壓印滾筒是印鐵機的基準和核心,對印品的品質起著直接影響。在印鐵的過程中,壓印滾筒叼著鐵皮借助壓力直接從橡皮滾筒上轉印圖文以完成印刷[1,2]。設備的更新與發展對滾筒的性能提出了更高的要求,其中滾筒的品質是一個關鍵研究技術。傳統的設計方法主要是基于經驗數據,然后再進行力學校核。這種設計雖然能滿足工藝要求,達到相應的工作性能,但是效率低、浪費材料,成本較大,不能取得最優的設計效果。
有限元理論與計算機技術的結合,使得計算機輔助優化設計在工程優化領域得到廣泛地應用。近年來,業內人士對滾筒的結構設計與分析做了大量的研究。丁兵等運用ansys對紙箱滾筒進行優化設計,并獲得了滾筒的最佳結構尺寸[3];張慶山等對模切機滾筒進行模態分析,對滾筒的品質進行優化,改善了滾筒的動態性能[4]。徐磊對異徑滾筒進行結構設計和分析,提高滾筒的精度,減輕了滾筒的負荷和能耗[5]。然而,上述研究都只是從單方面考慮對滾筒結構的某一項性能指標進行優化,都有各自的局限性。
對于印鐵機滾筒的研究還很少見論述,論文將以印鐵機的壓印滾筒為分析對象。通過滾筒的截面參數優化分析,以滾筒的最大變形為目標函數,通過優化分析。在獲得最佳性能指標的同時,減小了滾筒的最大變形,為印鐵生產實踐提供了良好的指導。
1 workbench參數優化概述
優化就是在保證產品達到某些性能指標并滿足一定的約束條件的前提下,通過改變某些設計變量,使產品的指標或性能達到期望的目標。隨著有限元法、數學規劃和計算機的發展,結構參數優化逐漸成為研究的熱點[6]。AWE(ansys workbench environment)的 DesignXploer模塊是優化設計的專用工具,與CAD系統具有高度的協同性和關聯性。CAD模型的設計變量參數化后可以直接傳遞到AWE中,通過優化后的模型數據也可以直接返回到CAD系統中,因此可以非常方便地實現模型的改進與優化[7]。
AWE中的一個典型的CAD與CAE聯合優化的過程通常需要經過以下的步驟來完成:1)參數建模;2)CAE求解;3)后處理;4)優化參數評價;5)修正設計變量,更新設計[8]。
2 滾筒的有限元分析
2.1 有限元模型的建立
壓印滾筒主要由筒身、空檔、肩鐵、軸頸、軸端等五部分組成。筒身有減重孔,空檔處由于其結構復雜,在建模分析的時候將其簡化為三根等效梁[9]。結合現有的資料,在solidworks里面對壓印滾筒進行初步設計,得到其三維模型如圖1所示。
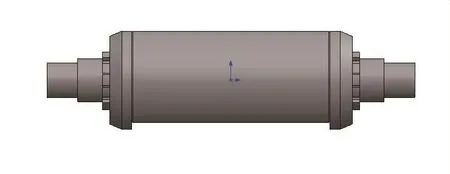
圖1 壓印滾筒三維模型
由于ansys workbench可以直接嵌套在solidworks里,所以可將模型直接導入到workbench進行分析。在workbench里選擇”mechanical”方式進行網格劃分,單元尺寸為25 mm,共得到80 943個節點,47 294個單元。其有限元模型如圖2所示。

圖2 壓印滾筒有限元模型
2.2 施加約束和載荷并求解
對滾筒進行靜力學分析(圖3),根據滾筒的工作狀況,除了繞x軸線的旋轉外,約束其余的5個方向的運動。滾筒在實際工作過程中所受到的壓力為線壓力,為分析的方便,在滾筒的壓印接觸面上取微小的截面積為壓力接觸面,施加均布面載荷并考慮滾筒自身的重力。根據工況,滾筒的接觸壓力通常在0.4~1.4 MPa之間,這里分析時,取最大值1.4 MPa[10]。
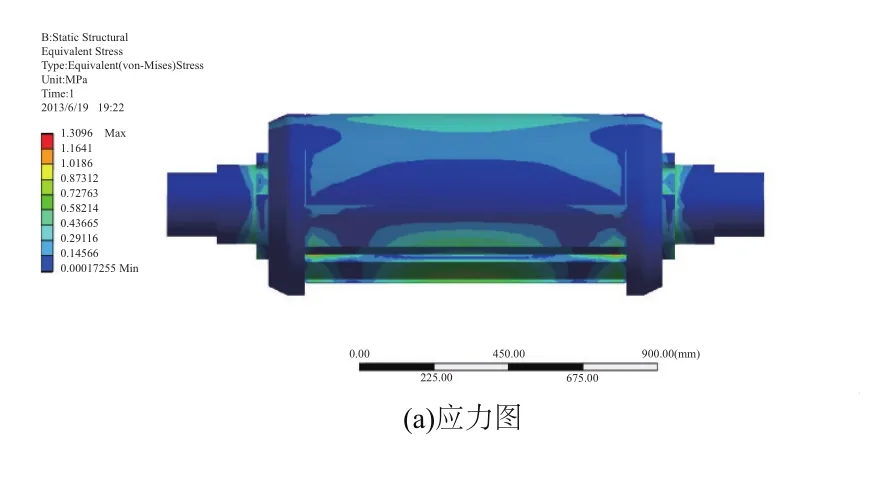
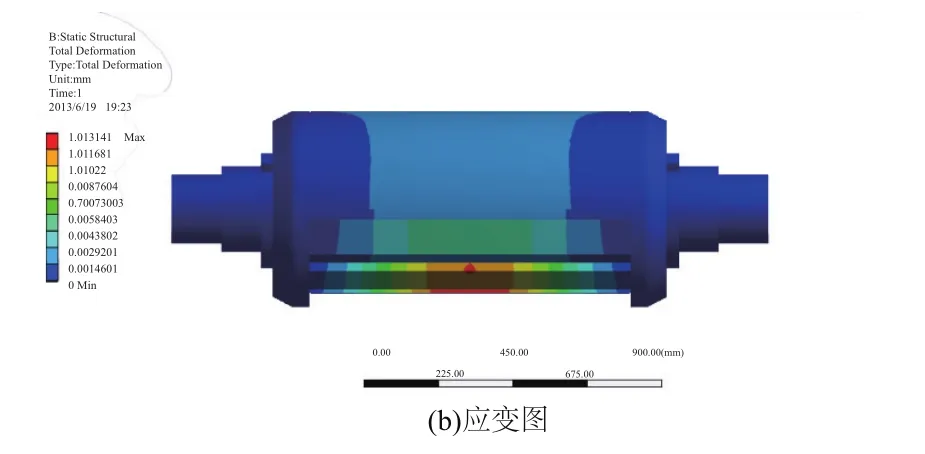
圖3 優化前滾筒靜力分析結果
從圖3的靜力分析結果可知,滾筒在給定的工況下,所受最大應力為1.309 6 MPa,最大變形為0.013 141 mm,兩者都發生在空檔處,因此空檔處為滾筒的受力脆弱環節,在實際工作時應當注意。
2.3 滾筒的模態分析
滾筒在實際工作中是以100 r/min的轉速運行的,因而對滾筒的動態特性進行分析也十分必要。根據前面靜力分析結果,在考慮預應力的情況下對滾筒進行模態分析。提取滾筒的前六階固有頻率和固有振型。分析結果得到了前六階固有頻率分別為:165.67 Hz,166.67 Hz,166.5 Hz,393.9 Hz,394.43 Hz,394.76 Hz。 前六階振型云圖如圖4所示。

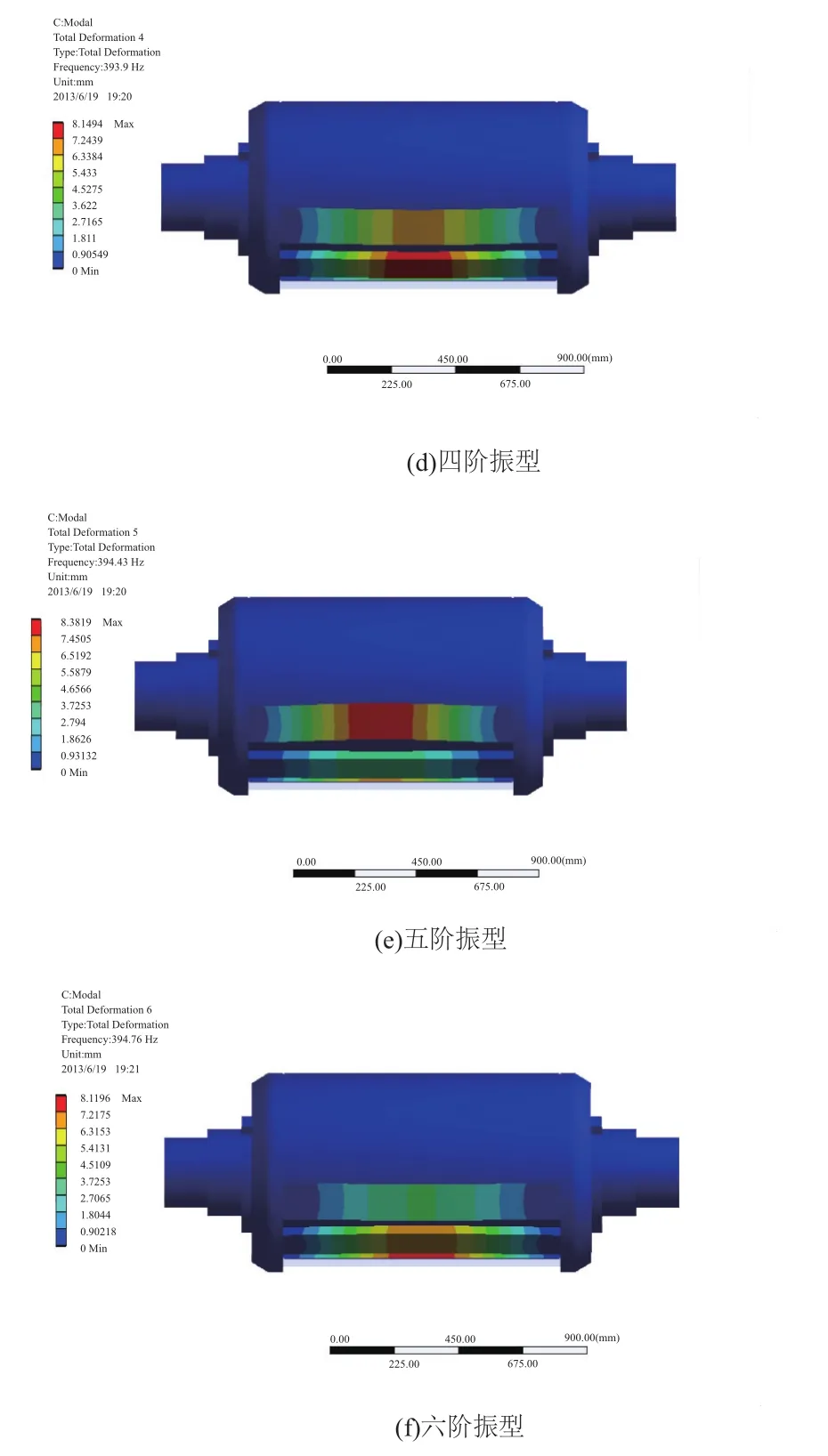
圖4 滾筒的前六階振型圖
從圖4的滾筒振型云圖中可以看到,壓印滾筒在印刷過程中的振動主要發生在空檔處。因為空檔處是非工作面,印刷壓力在工作面與空檔處的交接處會產生突變,所以此處的振動較大。空檔處的振動對前規和咬牙的布置影響較大,因而對滾筒的模態分析對于空檔處的零部件的設置具有指導意義。
3 參數優化分析
從靜力分析和模態分析的結果可知,滾筒在結構上還存在著許多優化的空間,對滾筒進行參數優化是提高其工作性能的有效手段和方法。參數優化是在不改變滾筒的整體尺寸的條件下,優化滾筒的截面細節尺寸,以尋求得到合理的滾筒截面形狀,在保證工作要求的前提下,使滾筒的變形處于最佳狀態。
3.1 參數的選擇
對滾筒的參數優化,主要集中在減重孔和等效梁的截面形狀優化上。選取設計時控制截面形狀的12個參數作為設計變量,設計變量的取值范圍為初始值的10%。其具體值如表1所示。
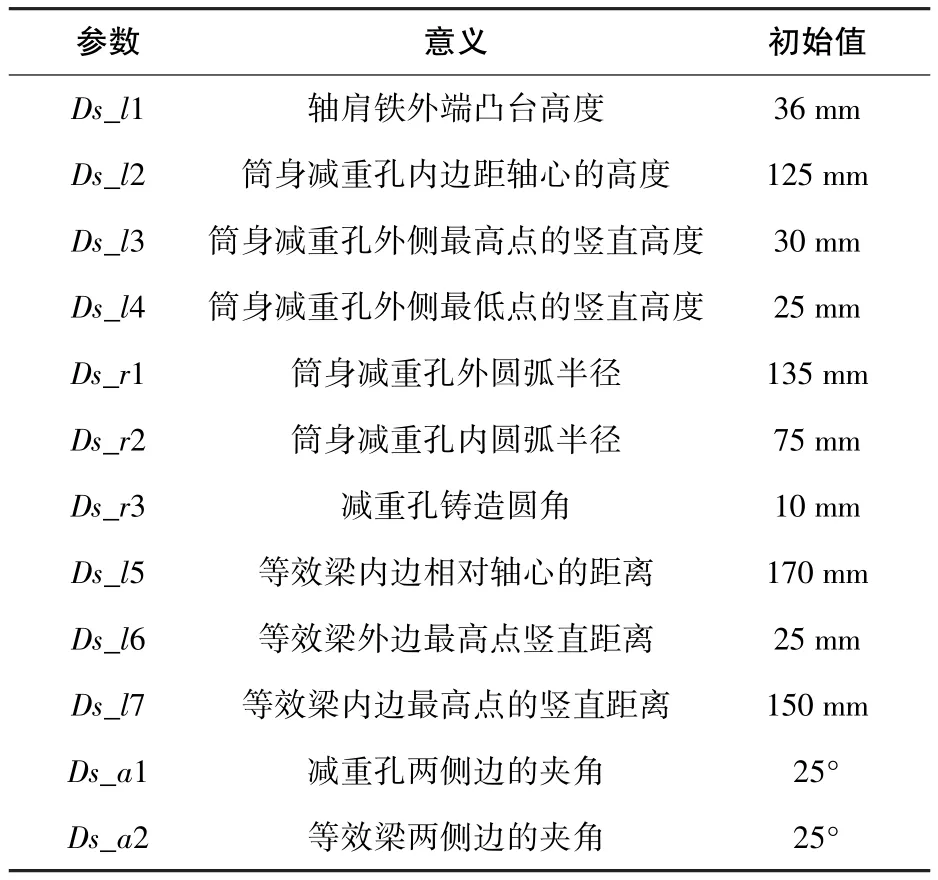
表1 設計變量
參數設置完成后進入到workbench的“design exploration”界面中,對滾筒進行參數優化分析,采用目標驅動優化算法。由于初選的12個參數數量龐大,計算效率低,所以在目標驅動優化之前先進行靈敏度分析,通過靈敏度分析,得到對滾筒變形和應力以及一階固有頻率影響因子最大的幾個參數,然后對這些參數再進行分析和計算。這樣就能保證以最快的計算效率得到最佳的分析效果。
3.2 靈敏度分析
在AWE中的”parameter correlation”模塊中分別將初始設置的12個參數對滾筒最大應力、最大變形、一階固有頻率進行靈敏度分析。每種分析設置的樣本容量為50,三種靈敏度分析的結果如圖5所示。

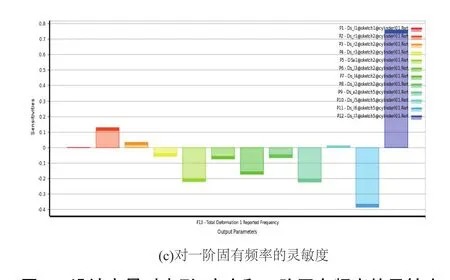
圖5 設計變量對變形、應力和一階固有頻率的靈敏度
從圖5中可以得到對變形靈敏度最大的6個參數為l7,l6,l1,a1,l4,a2;對應力靈敏度最大的 6 個參數為 l7,a1,l1,r1,l3,l6;對一階固有頻率靈敏度最大的 6 個參數為 l7,l6,l1,a2,a1,l4。 選擇對三者靈敏度較大的公共參數:l1,a1,l6,l7 進行優化分析。
3.3 參數優化與求解
將上面得到的對變形和應力以及一階固有頻率靈敏度較大的前4個參數作為新的設計變量。滾筒的約束和加載與前面一致,再次對滾筒進行靜力分析和模態分析。選取滾筒的一階固有頻率和最大應力為狀態變量,約束一階頻率下限值為200 Hz,最大變形的上限為1 MPa。在workbench的“Goal Driven Optimization”界面中對滾筒進行優化分析,得到三組較優的方案。三種方案的設計變量,狀態變量和目標函數的數值如表2所示。
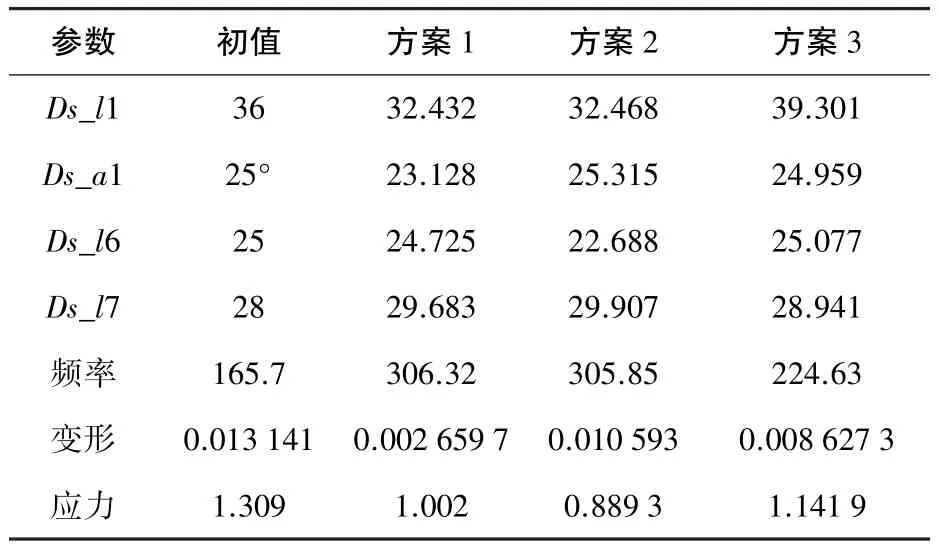
表2 參數優化結果對比
表中未標注的設計參數單位為mm,頻率單位為Hz。比較三種方案,綜合考慮應力、應變、頻率和質量的影響可知,方案1較優,故選其作為優化的結果。將方案1中的4個參數進行圓整。將圓整后的分析結果同優化前的分析進行對比,如表3所示。
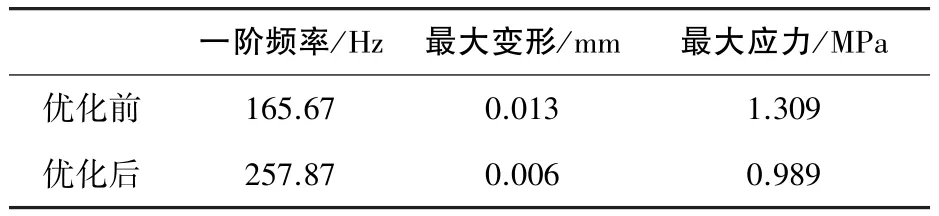
表3 優化前后的分析結果對比
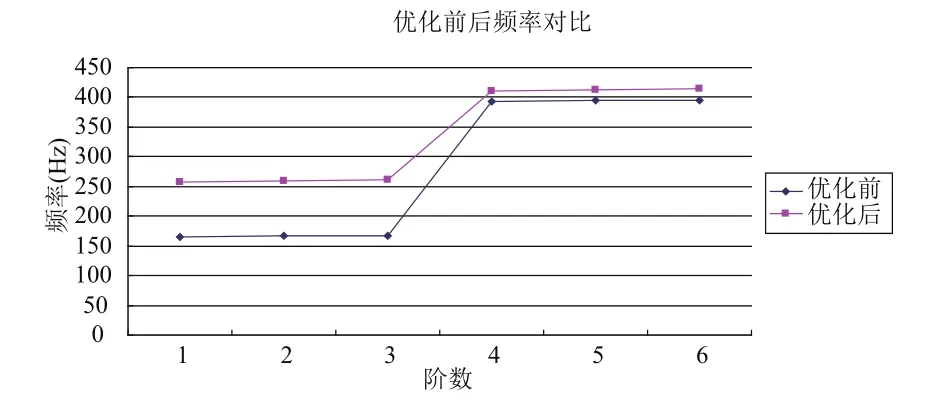
圖6 參數優化前后頻率對比
優化前后滾筒的前6階固有頻率對比如圖6所示。分析表3和圖6可知,優化后的滾筒的變形為0.006 mm,減小了 0.007 mm,減小 53.58%,滾筒的最大應力為0.989 MPa,減小了23.61%。前6階固有頻率較之優化前都得到了提高,一階固有頻率增加到260.17 Hz。優化結果在極大減小滾筒變形與應力的同時,提高了滾筒的動態性能。
4 結論
1)運用ansys workbench對印鐵機壓印滾筒進行參數優化分析,將優化的結果與優化前進行了對比,分析對比結果,獲得理想的優化效果。
2)在給定的工況下,對滾筒進行了有限元靜力與模態分析。發現了滾筒的實際工作薄弱環節,為優化設計指明了方向。
3)經過參數優化,綜合考慮滾筒的變形、應力和一階固有頻率,并以滾筒最大變形為目標函數,在保證應力和一階固有頻率得到改善的條件下,使變形量得到了減小。
[1]王善于.鐵皮印刷工藝[M].北京:印刷工業出版社,1993.
[2]唐萬有,茍軍平,劉瑞芳,等.印刷設備與工藝[M].北京:印刷工業出版社,2007.
[3]丁兵,姜玲蓮,呂文閣,等.基于ansys的印刷機滾筒優化結構優化[J].機電工程技術.2009,38(7):28-29.
[4]張慶山,劉其洪.基于workbench的模切機印刷滾筒的模態分析及優化設計[J].包裝工程.2011,32(3):60-62.
[5]徐磊.異徑輥筒壓延機結構設計與分析[J].科技創業.2011(7):140-141.
[6]黃志新,劉成柱.ANSYS Workbench 14.0超級學習手冊[M].北京:人民郵電出版社,2013.
[7]李兵,何正嘉,陳雪峰.ANSYS Workbench設計、仿真與優化[M].北京:清華大學出版社,2013.
[8]凌桂龍,丁金濱,溫正.ANSYS Workbench 13.0從入門到精通[M].北京:清華大學出版社,2012.
[9]馮載榮.膠印機印刷滾筒性能分析及結構優化研究[D].西安:西安理工大學,2009.
[10]劉琳琳.膠印機壓印滾筒撓曲變形分析及主動補償方法研究[D].西安:西安理工大學,2007.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00