一種基于CATIA 的橡膠壓模快速設計系統
2014-09-19 08:37:16田野沈建新
機械制造與自動化 2014年6期
田野,沈建新
(南京航空航天大學機電學院,江蘇南京210016)
0 引言
橡膠有天然橡膠和合成橡膠兩類,它具有很高的彈性,但在高溫時變粘,在低溫下發脆,在溶劑中溶解,為了改善這種性能,故以各種生膠為基,配以炭黑(或顏料)、填料、硫磺、硫化促進劑、有機活化物、軟化劑、增強劑和防老劑等其他混合劑混煉而成混煉膠。混煉膠是制造各種橡膠制件的膠料,經過加熱加壓處理(即硫化處理)產生彈性,并具有耐寒、耐熱、耐臭氧、耐溶劑、減震、耐磨、耐疲勞、密封、介電等重要性能。由于橡膠材料具有上述特性,因此是航空工業上作防震、緩沖、耐磨、介電、密封用的不可缺少的材料之一。
橡膠壓模是成型橡膠制件的主要生產工具之一。它根據橡膠制件在機械、液壓系統中應用的部位不同,而設計成不同的結構形式。在實際生產使用中,這種壓模是由具有較高的耐壓強度和剛度及導熱性良好的金屬制成。長期以來一直被廣泛使用的模具設計的傳統程序,因其復雜費時、很大程度上依靠設計經驗和對設計人員要求高等弊端,不能滿足現代工業快速發展的需要,正面臨著前所未有的挑戰。如何在保證設計品質的基礎上實現模具的快速設計,實現模具設計的智能化,一直以來都是模具設計界的一項重大課題。
本文通過對典型的橡膠壓模進行結構特征分析,提取各個特征的主要特點,采用參數化建模方法,以CATIA V5R18為開發平臺、VS 2005為二次開發工具,研究了一種可以快速生成橡膠壓模的參數化建模方法,作為與某大型航空企業合作項目“工裝快速設計系統”的子系統,初步開發出較為實用的橡膠壓模的參數化建模系統。
1 橡膠壓模的典型結構
1.1 結構分析
橡膠壓模主要由成型零件(型芯、凹模),結構零件(上、下模板)、定位導向零件(上、下導柱導套,鉸鏈),及輔助結構(余膠槽、測溫孔)等組成,其典型結構如圖1所示。

圖1 橡膠壓模典型結構
與普通模具相比較,橡膠壓模有其特殊的結構特點和設計要求。
測溫孔:為保證航空橡膠制件的品質,根據其硫化條件的要求,硫化溫度的誤差均嚴格控制在范圍內,因此在壓模型腔附近,必須設置測溫孔。在壓制成型過程中,利用水銀溫度計通過壓模上的測溫孔進行溫度控制。
余膠槽:壓模在硫化制件時,型腔內的空氣,膠料中的揮發性氣體以及一部分余膠需順利的排出,否則制件易產生缺膠、氣泡、孔眼、表面不光、毛邊增厚等缺陷,因此壓模應開余膠槽。必要時還應開排氣孔或槽。
分型面間隙:橡膠壓模一般都采用一模多巢孔結構,因此對分型面間隙有一定的要求,一般不大于0.02 mm。如果分型面間隙過大,一方面影響橡膠制件的品質(如制件缺膠、毛邊增厚等缺陷)另一方面容易促使壓模變形。
卸模槽:橡膠壓模一般為敞開、移動式壓模,其結構較塑料壓模及其他模具簡單,因此一般在壓模上加工出卸模槽就能借助于撬棒進行卸模。
導柱定位的有效長度:壓模一般為手工卸模,在保證橡膠制件品質的前提下,為便于卸模方便,導柱定位的有效長度不宜過長,一般為3~6 mm(對于深腔、深筒形制件例外)。
合模標記:在壓制操作過程中,為避免壓模扣反而損壞型腔,則壓模必須設置合模標記。
1.2 成型原理
將壓延過的膠料按一定規格及幾何形狀下料后直接裝入模具型腔內,合模后在蒸汽平板硫化機或壓力機上,按規定的壓力、硫化溫度及時間而獲得成型制件。
1.3 設計準則
一般模具設計基本要求:保證制件的品質;提高勞動生產率;降低勞動強度;保證操作安全和使用方便;提高模具的使用壽命;保證模具加工方便;降低制造成本。
橡膠壓模的特殊要求:有關型腔數量和位置的確定時,形狀簡單而較小的制件,數量大、批量大,在成型壓力或注射量允許的范圍內,可采取一模多件的形式。制件形狀簡單、面積不大、批量較少時,可以考慮幾種不同的制件,在同一副模具內成型,但必須具備以下幾點:
1)橡膠的牌號必須相同,制件的形狀、大小不能相差很大。
2)制件的品質、壁厚、脫模形式相差不大。
3)制件的成型工藝相近似。
2 系統總體框架
橡膠壓模快速設計系統的設計是結合國內某大型航空企業的需求,作為與其合作項目“工裝快速設計系統”的子系統,運用CATIA V5R18提供的二次開發平臺CAA V5R18,以VS 2005為開發工具,在Windows XP系統環境下實現軟件系統的開發。系統框架如圖2所示。
在工裝快速設計系統下包含工程管理模塊,實例庫模塊,二維制圖模塊三個公用模塊和包含橡膠壓模子系統在內的涉及飛機工裝設計的多個子系統。由于CAA開發平臺采用組件式開發結構,每個子系統可以實現都含有公用的設計模塊,所以各個子系統之間在功能上相互獨立,每個子系統都是一個單獨完整的系統。
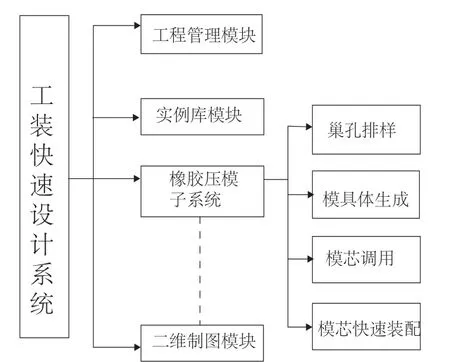
圖2 系統框架圖
工程管理模塊:實現新建工程,新建組件、零件,文件改版,實例名稱和零件名稱批量修改等功能,提供了一個初始化的建模環境,集成設計過程以及二維出圖時需要的屬性信息。
實例庫模塊:實現已經用CATIA知識工程模塊參數化的常用零組件及標準件的調用,參數修改,入庫功能,方便用戶對已有資源的利用。
二維制圖模塊:實現了標題欄、明細表的快速生成,通過提取三維零件實體的屬性信息,實現三維零件與二維圖紙相關聯,使符合模板要求的標題欄和明細表可以快速生成,對組件和零件在明細表中分開顯示。
橡膠壓模子系統:在對已有典型橡膠壓模及其設計流程知識歸納總結的基礎上,開發了橡膠壓模快速設計系統,主要包含巢孔排樣、模具體生成、模芯調用、模芯快速裝配四個功能模塊。
3 系統開發
3.1 橡膠壓模快速設計系統設計流程(圖3)
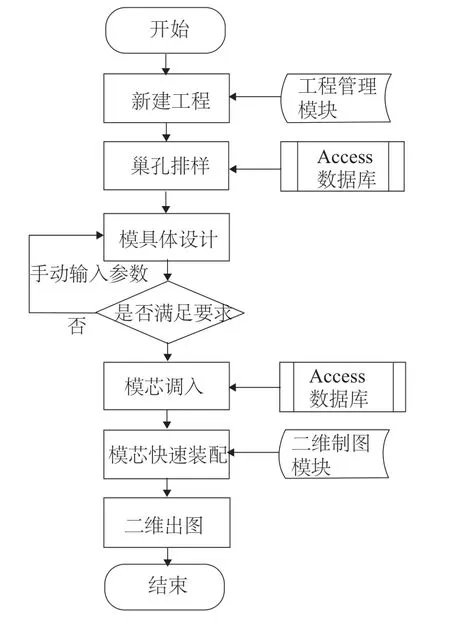
圖3 橡膠壓模設計流程
3.2 數據庫
在設計過程中,需要使用大量的數據信息,而這些信息都可以表達成數據表的形式,如橡膠件的收縮率計算表,因此系統選用較為簡便實用的Access數據庫來存儲這些信息。連接數據庫時使用(JET)連接性引擎技術與程序關聯,可實現數據表的查詢、插入、修改等操作。
3.3 巢孔排樣
在確定巢孔數時,一般應注意以下兩點:1)對于批量大、制件尺寸小、形狀簡單、精度不太高或者批量不大,但品種規格多且品種相同、規格相近的橡膠制件,一般采用一模多巢孔。2)對于尺寸大、幾何形狀復雜、精度高以及金屬嵌件多的橡膠制件,由于受機床負荷、精度及操作時間不宜長的限制,一般采用單巢孔。
在橡膠壓模工程建立后,系統中該功能提示選擇橡膠制件的樣式、尺寸、牌號、以及硫化條件,根據以上數據計算橡膠的收縮率;下一步選擇模具體類型,包含方形壓模和圓形壓模,在方形壓模下可供選擇巢孔數為2、4、6、9、12 在圓形壓模下可供選擇的巢孔數為 1、3、7、19、37。確定巢孔樣式后,后臺程序根據已知的橡膠收縮率計算巢孔直徑以及新建工程時輸入的材料屬性,從Access數據表中讀取巢孔間間距,巢孔與模具體間距,并在前臺顯示。程序將這些獲得的信息保存,供模具體設計時使用。
3.4 模具體設計
該功能首先提取巢孔排樣時的特征信息,尺寸信息,根據已有總結的設計經驗計算出模具體的尺寸,在對話框中顯示也可以由用戶手動修改。而后程序會從實例庫中調用相應的模板文件對相應的尺寸和特征進行修改,使之生成符合要求的模具體上、下模板。
3.5 模芯調入
由于橡膠制件種類繁多,每種制件都對應相應的模芯,因此系統中將常用的橡膠制件模芯集成在實例庫中,在模芯調入時,依據在巢孔排樣時得到的制件類型和橡膠收縮率,計算得到模芯的約束尺寸,從實例庫中實例化一個模芯到當前CATIA界面中,使其類型和尺寸符合要求。
3.6 模芯快速裝配
模芯快速裝配的前提是在已有的模芯模型中封裝了可以重用的裝配關系,在快速裝配時,系統搜索零部件中的裝配特征并匹配裝配關系。在該系統中主要應用到軸線重合(Coincidence)和面重合(Coincidence)約束關系,如根據流程在特征樹上選取與模芯約束的軸線和面后,系統在模芯特征中搜索預先定義的“裝配軸線”和“裝配面”特征,創建約束關系,完成快速裝配。
4 結語
橡膠制件在航空工業中有著重要的應用,基于CATIA提供的CAA二次開發平臺,總結設計人員的設計經驗,對典型的橡膠壓模結構歸納分類,開發了較為實用的橡膠壓模快速設計系統,在企業應用中取得了良好的效果。后續研究會繼續豐富系統的功能。
[1]鄧冬梅,周來水,等.基于CATIA的組件庫建庫工具的設計與實現[J].華南理工大學學報,2007(01):138-142.
[2]于芳芳,黃翔,廖文和.實例推理在沖模設計中的應用[J].機械制造與自動化,2005(01):11-13.
[3]王桃元.沖壓模具用零部件智能CAD系統的研究與開發[D].上海:上海交通大學,2012.
[4]鄭國磊,朱心雄,許德,等.飛機裝配型架接頭定位器的自動設計[J].航空學報, 2004, 25(01):79-83.
[5]王先逵,許忠信,雷田玉,等.自頂向下的產品裝配建模系統研究及實現[J].清華大學學報(自然科學版),1998,38(08):12-14.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17