基于Plant Simulation 的汽車生產(chǎn)線仿真技術(shù)研究
2014-09-19 08:37:18孫智超高長(zhǎng)水
機(jī)械制造與自動(dòng)化 2014年6期
孫智超,高長(zhǎng)水
(南京航空航天大學(xué)機(jī)電學(xué)院,江蘇南京210016)
0 前言
日益加快的全球化市場(chǎng)和不斷增加的復(fù)雜性對(duì)汽車企業(yè)和汽車生產(chǎn)人員的要求越來(lái)越高。汽車生產(chǎn)線由于受現(xiàn)場(chǎng)隨機(jī)因素影響較大,各個(gè)生產(chǎn)部門之間工藝要求不同而具有離散性。傳統(tǒng)往往采用人工經(jīng)驗(yàn)對(duì)生產(chǎn)線進(jìn)行設(shè)計(jì)優(yōu)化,實(shí)際生產(chǎn)中再進(jìn)行調(diào)度調(diào)試。由于透明度和調(diào)度準(zhǔn)確性的缺乏使得生產(chǎn)線的實(shí)際生產(chǎn)能力低下,并因此減弱了產(chǎn)品和企業(yè)的競(jìng)爭(zhēng)力。
數(shù)字化制造是指制造技術(shù)、計(jì)算機(jī)技術(shù)、網(wǎng)絡(luò)技術(shù)與管理科學(xué)的交叉、融合、發(fā)展與應(yīng)用的一種先進(jìn)制造技術(shù)。國(guó)內(nèi)外的汽車、航空航天等高端制造業(yè)越來(lái)越多地采用數(shù)字化制造技術(shù)來(lái)進(jìn)行生產(chǎn)設(shè)計(jì)、生產(chǎn)調(diào)度和企業(yè)決策。通過(guò)數(shù)字化制造系統(tǒng),制造工程師可以在一個(gè)虛擬的環(huán)境中創(chuàng)建某個(gè)制造流程系統(tǒng)的完整仿真。
本文通過(guò)建立某汽車生產(chǎn)線BDC(車體分配中心)區(qū)的完整系統(tǒng)仿真,達(dá)到虛擬生產(chǎn)過(guò)程的可視化,提供給調(diào)試和調(diào)度人員在更加接近現(xiàn)實(shí)的環(huán)境下對(duì)設(shè)備進(jìn)行優(yōu)化,對(duì)各種改良措施進(jìn)行無(wú)風(fēng)險(xiǎn)調(diào)控,避免人力和資金的浪費(fèi)。
1 仿真平臺(tái)選擇
目前應(yīng)用于汽車生產(chǎn)線仿真的軟件有很多,如Plant Simulation,Flexsim,witness,AutoMod 等,都是采用了面向?qū)ο蟮姆椒▉?lái)建立仿真模型,并且能對(duì)模型的系統(tǒng)設(shè)計(jì)進(jìn)行規(guī)劃,對(duì)系統(tǒng)數(shù)據(jù)進(jìn)行統(tǒng)計(jì),對(duì)模型進(jìn)行優(yōu)化。模型采用二維或者三維的可視化的動(dòng)態(tài)顯示,以便于決策者更加直觀地對(duì)生產(chǎn)線的各個(gè)環(huán)節(jié)實(shí)施跟蹤分析,更好地發(fā)現(xiàn)所存在的問(wèn)題。本文采用Plant Simulation作為該汽車生產(chǎn)線的仿真平臺(tái)。
Plant Simulation原名 eM-Plant,是以色列 Tecnomatix公司出品的的eMPower軟件工具,又稱為SiMPLE++,Tecnomatix公司被德國(guó)Siemens公司收購(gòu)后,軟件改名為Plant Simulation。該軟件提供了大量的物流設(shè)備和生產(chǎn)單元的模型庫(kù)—物流模塊(加工設(shè)備,滾床,輸送線,AGV小車等),資源模塊(工人),信息流模塊(控制策略,報(bào)表,數(shù)據(jù)庫(kù)),用戶界面模塊(對(duì)話框,柱狀圖)。Plant Simulation采用了時(shí)鐘推進(jìn)機(jī)制,只要通過(guò)設(shè)置模型控制策略的觸發(fā)條件和執(zhí)行的操作,就能實(shí)現(xiàn)對(duì)仿真過(guò)程的控制。軟件采用面向?qū)ο?圖形化,模塊化,多層次的建模方式,從而實(shí)現(xiàn)建模易用性和靈活性。對(duì)于需要精細(xì)控制、具備高度靈活性的部分,可以通過(guò)內(nèi)嵌的SimTalk程序語(yǔ)言來(lái)實(shí)現(xiàn),其語(yǔ)法與VC++一致。該軟件還具有多種形式的接口,從而使其能夠和其他各類應(yīng)用軟件進(jìn)行良好的通信。Plant Simulation不僅能夠建立2D仿真模型,還可以建立3D仿真模型,或者將已有的2D仿真模型轉(zhuǎn)換為3D模型,為仿真模型提供一個(gè)更加直觀的三維仿真視角。
2 某汽車生產(chǎn)線BDC區(qū)仿真模型分析
某汽車生產(chǎn)線的BDC區(qū)域主要指生產(chǎn)線中的車體分配中心。車體分配中心是建立在焊裝車間到涂裝車間,涂裝車間到總裝車間的自動(dòng)化立體倉(cāng)庫(kù),主要用于緩存車身,白車身和滑撬,調(diào)節(jié)各個(gè)車間之間因?yàn)樯a(chǎn)工藝不同而導(dǎo)致生產(chǎn)節(jié)拍不同,而產(chǎn)生的緩沖車體。車體分配中心主要由自動(dòng)化立體倉(cāng)庫(kù),滑撬線,焊裝到涂裝線,涂裝到總裝線。本文主要著重研究自動(dòng)化立體倉(cāng)庫(kù)中堆垛機(jī)運(yùn)行效率和在不同節(jié)拍下各個(gè)運(yùn)輸環(huán)節(jié)的工作效率,以及在各種故障狀態(tài)下BDC的運(yùn)行狀態(tài)。不僅建立的2D模型,還建立3D模型(如圖1所示)使用軟件的決策者更加直觀的了解生產(chǎn)線和自動(dòng)化立體倉(cāng)庫(kù)的狀態(tài)。

圖1 汽車生產(chǎn)線BDC區(qū)的3D模型
汽車生產(chǎn)線BDC區(qū)域系統(tǒng)內(nèi)容包括以下部分:
1)車身自動(dòng)化輸送系統(tǒng)
車身輸送系統(tǒng)位于整個(gè)BDC區(qū)的二層。在焊裝車間的出口,通過(guò)旋轉(zhuǎn)滾床將車身送入輸送線,再經(jīng)過(guò)升降機(jī)將車身從一層送入BDC區(qū)的二層,由移行機(jī)將車身進(jìn)行選擇,送入立庫(kù)。從立庫(kù)中將車身取出放入移行機(jī),送入輸送線的滾床最終進(jìn)入涂裝車間。
在涂裝車間的出口,涂裝好的白車身通過(guò)旋轉(zhuǎn)滾床進(jìn)入輸送線送入總裝車間進(jìn)行裝配。在總裝出現(xiàn)故障的時(shí)候,涂裝好的白車身也可以直接進(jìn)入立體倉(cāng)庫(kù)進(jìn)行緩存,而不影響涂裝車間生產(chǎn)。
2)滑撬自動(dòng)化輸送系統(tǒng)
滑撬線位于整個(gè)BDC區(qū)的一層滑撬在焊裝車間和涂裝車間、涂裝車間和總裝車間之間進(jìn)行流動(dòng)。在一般的生產(chǎn)狀態(tài)下滑撬是不進(jìn)入立體倉(cāng)庫(kù),只有在兩個(gè)車間之間出現(xiàn)節(jié)拍不同時(shí),滑撬才會(huì)進(jìn)入立體倉(cāng)庫(kù),而立體倉(cāng)庫(kù)中的滑撬也可以被輸送出用于補(bǔ)償節(jié)拍變化帶來(lái)的滑撬空缺。
3)自動(dòng)化立體倉(cāng)庫(kù)儲(chǔ)存系統(tǒng)
自動(dòng)化立體倉(cāng)庫(kù)是整個(gè)車身分配中心區(qū)域的核心,用于分配焊裝車間出來(lái)的車身,涂裝車間出來(lái)的白車身以及滑撬。立體倉(cāng)庫(kù)有5排,每排6層10行,總共300個(gè)車位。有3個(gè)巷道3個(gè)堆垛機(jī)負(fù)責(zé)將車身和滑撬送入車位,每一種貨物分有2個(gè)進(jìn)口和3個(gè)出口用于分配給堆垛機(jī)貨物。自動(dòng)化立體倉(cāng)庫(kù)的車位用于解決因節(jié)拍不同或者故障而造成車身堆積,使各個(gè)車間之間生產(chǎn)工藝或者故障而導(dǎo)致的節(jié)拍不同送造成對(duì)整個(gè)生產(chǎn)線的影響在一定時(shí)間段內(nèi)的消除,從而增加了解決問(wèn)題或者故障的時(shí)間,減少因此帶來(lái)的損失。
3 仿真模型建立
3.1 某汽車生產(chǎn)線BDC區(qū)仿真模型
運(yùn)用面向?qū)ο笠约澳K化的建模思想,根據(jù)生產(chǎn)線的實(shí)際情況,各個(gè)設(shè)備之間的相互關(guān)系,建立系統(tǒng)模型。將模型分為設(shè)備模型類,生產(chǎn)信息類,過(guò)程控制類,過(guò)程分析類,人機(jī)界面類。圖2是汽車生產(chǎn)線BDC區(qū)的模型。

圖2 汽車生產(chǎn)線BDC區(qū)模型
3.2 模型中個(gè)體的建立
在建模的過(guò)程中,可以利用Plant Simulation以模塊化,面向?qū)ο蟮慕7绞?將整個(gè)模型分為多個(gè)個(gè)體,分別進(jìn)行建模,2D模型如圖3所示。在整條汽車生產(chǎn)線BDC區(qū)中,模型的個(gè)體有很多,其中主要有車身,滑撬,滾床,旋轉(zhuǎn)滾床,升降機(jī),立體倉(cāng)庫(kù),堆垛機(jī),運(yùn)行軌道等等。

圖3 生產(chǎn)線BDC區(qū)2D模型
系統(tǒng)的生產(chǎn)節(jié)拍要求在0-60JPH之間可調(diào),焊裝車間和涂裝車間的出口都可以用源(Source)來(lái)生成所需要的貨物,采用間隔時(shí)間生成貨物,換算成生產(chǎn)節(jié)拍,在用戶界面中顯示。車身用MUs下的Entity表示,將Entity的物理屬性修改為車身的屬性。因?yàn)镻lant Simulation支持的3D建模軟件接口有多種形式,可以將Entity的3D模型用Soildworks建立好的車身模型進(jìn)行替換,達(dá)到能加形象真實(shí)的顯示模型。滑撬可以用MUs下的Container表示,在汽車生產(chǎn)中所用的滑撬是用來(lái)裝載車身,因此還需將Container的容量屬性設(shè)為1。Container的3D模型與現(xiàn)實(shí)較為接近,不需要修改。
BDC區(qū)的車身和滑撬的運(yùn)輸線是由不同尺寸大小的滾床組成,具有一定的長(zhǎng)度和速度,滾床速度范圍在0~24 m/min,可進(jìn)行變頻調(diào)速。可以利用Material flow下的Line進(jìn)行建模表示,參照實(shí)際的CAD圖樣,設(shè)定Line的長(zhǎng)度,并且參照實(shí)際生產(chǎn)中的情況設(shè)定滾床的速度。如果需要,勾選加速度選項(xiàng),設(shè)定加速和減速的加速度,模擬變頻器的變頻調(diào)速狀態(tài)。涂裝車間和焊裝車間的出口都設(shè)有旋轉(zhuǎn)滾床,可以用Material flow下的TurnTable建模,按照實(shí)際,設(shè)定速度,加速度,旋轉(zhuǎn)角度。
堆垛機(jī)是整個(gè)模型中最重要,也是模型個(gè)體單元中最復(fù)雜的部分。堆垛機(jī)的建模完善很大程度上決定了整條生產(chǎn)線模型的真實(shí)性和準(zhǔn)確性。要求堆垛機(jī)在行走,升降以及叉車的伸縮都可在一定范圍內(nèi)可調(diào),并且支持變頻調(diào)速。堆垛機(jī)的建模實(shí)際上是一個(gè)組合控制建立的模型,可以將其分為機(jī)架、升降裝置和貨叉。這三個(gè)不同的單元都可以利用Material flow下的Transporter進(jìn)行建模,但是三者的建模方式是不同的。機(jī)架在軌道上運(yùn)行的,可以用機(jī)架的Transporter在Material flow類下的Track上運(yùn)行、實(shí)現(xiàn)建模。升降機(jī)是在機(jī)架上運(yùn)行,貨叉又是在升降機(jī)上運(yùn)行。此時(shí)可以通過(guò)設(shè)置Transporter的Matrix load bay選項(xiàng)來(lái)建模,此時(shí)Transporter允許裝載其他的Transporter并在其中進(jìn)行運(yùn)動(dòng),設(shè)置3D選項(xiàng)中的路徑編輯,可以編輯Transporter的運(yùn)動(dòng)方向,使升降機(jī)和貨叉按照實(shí)際進(jìn)行運(yùn)動(dòng)。升降機(jī)和貨叉均采用采用sensor觸發(fā)的方式實(shí)現(xiàn)定位控制,再定義貨叉的容量為1,按照現(xiàn)場(chǎng)要求設(shè)置機(jī)架,升降機(jī),貨叉的速度和加速度即可完成堆垛機(jī)的建模。升降機(jī)可以參考堆垛機(jī)的方式實(shí)現(xiàn)建模。
立體倉(cāng)庫(kù)采用Store模塊建模,并利用Store的xdim和ydim來(lái)設(shè)定立體倉(cāng)庫(kù)的層數(shù)和列數(shù)。Store模塊屬于被動(dòng)對(duì)象,即不具備自主移動(dòng)的能力,或只能被其他對(duì)象控制、被動(dòng)響應(yīng)。所以出庫(kù)模塊采用Generator調(diào)用出庫(kù)程序?qū)崿F(xiàn)建模。Generator是隨機(jī)發(fā)生器,根據(jù)輸入的起始時(shí)間間隔的觸發(fā)出庫(kù)程序,將出庫(kù)節(jié)拍轉(zhuǎn)化為出庫(kù)間隔時(shí)間即可實(shí)現(xiàn)出庫(kù)模塊的建模。
利用Dialog模塊可以建立起簡(jiǎn)單的人機(jī)界面,編程方式類似于VC++。在這里可以通過(guò)人機(jī)界面,調(diào)整生產(chǎn)節(jié)拍,模擬故障和消除故障,達(dá)到仿真應(yīng)有的功能,提供給生產(chǎn)人員更加方便快捷的使用軟件進(jìn)行生產(chǎn)調(diào)度和生產(chǎn)計(jì)劃。
3.3 仿真模型控制
汽車生產(chǎn)線BDC區(qū)正常運(yùn)行時(shí),焊裝車間出來(lái)的車身必須先進(jìn)入立體倉(cāng)庫(kù)再出庫(kù)進(jìn)入涂裝車間,滿足先進(jìn)先出(FIFO)原則,即離開焊裝車間的車身先進(jìn)入涂裝車間。涂裝車間出來(lái)的白車身直接進(jìn)入總裝車間,同時(shí)滿足FIFO原則。滑撬在各個(gè)車間之間正常流動(dòng),不進(jìn)入立體倉(cāng)庫(kù)。
利用系統(tǒng)提供的仿真語(yǔ)言SimTalk編輯控制決策方法Method,可以與控制物流對(duì)象之間建立聯(lián)系,是實(shí)現(xiàn)控制策略的重要手段。車身在生成時(shí)候自身標(biāo)有自己的序號(hào)。車身從焊裝車間出來(lái)時(shí)通過(guò)封裝在Method的SimTalk語(yǔ)句按照一定的順序進(jìn)行倉(cāng)庫(kù)的分配,進(jìn)入入庫(kù)軌道,入庫(kù)軌道的出口處exit strategy提示堆垛機(jī)有進(jìn)庫(kù)任務(wù)進(jìn)入。堆垛機(jī)載入車身,通過(guò)調(diào)用入庫(kù)Method查詢事先放入TableFile的經(jīng)過(guò)優(yōu)化的優(yōu)先級(jí)列表,決定放入的最佳庫(kù)位,并將車身的編號(hào)存入庫(kù)位號(hào)的TableFile。堆垛機(jī)本身的運(yùn)動(dòng)依靠設(shè)置在軌道和機(jī)架上的Sensor進(jìn)行觸發(fā)控制堆垛機(jī)的位置,確保模型的準(zhǔn)確性。出庫(kù)時(shí),利用Generator提示堆垛機(jī)有出庫(kù)任務(wù)進(jìn)入,調(diào)用出庫(kù)Method,按照先進(jìn)先出原則查詢庫(kù)位號(hào)TableFile,決定先進(jìn)入的車身先出庫(kù)。
一個(gè)巷道中的堆垛機(jī)有可能在同一時(shí)間段就收到多個(gè)進(jìn)庫(kù)或者出庫(kù)任務(wù),此時(shí)就需要對(duì)任務(wù)的優(yōu)先級(jí)進(jìn)行判斷。任務(wù)的排序應(yīng)滿足以下條件:1)先到先服務(wù)(FIFS)原則。即最先到達(dá)堆垛機(jī)的任務(wù)最先執(zhí)行,這樣可以滿足堆垛機(jī)的高響應(yīng),避免堆垛機(jī)長(zhǎng)期等待某個(gè)任務(wù)而導(dǎo)致效率低下;2)聯(lián)合出庫(kù)原則。即堆垛機(jī)每次出庫(kù)或者進(jìn)庫(kù)都是帶著貨物執(zhí)行程序,避免堆垛機(jī)空載執(zhí)行導(dǎo)致的效率降低和能耗增加。但在實(shí)際的生產(chǎn)過(guò)程中,先到先服務(wù)原則和聯(lián)合出庫(kù)原則很難同時(shí)滿足,有時(shí)候是對(duì)立矛盾的。可以采用結(jié)合動(dòng)態(tài)優(yōu)先級(jí)和靜態(tài)優(yōu)先級(jí)的方法解決這個(gè)問(wèn)題。動(dòng)態(tài)優(yōu)先級(jí)是指任務(wù)具有相同的優(yōu)先級(jí)初值,等待時(shí)間越長(zhǎng)的任務(wù)所具有的優(yōu)先級(jí)越高。本文中所應(yīng)用的靜態(tài)優(yōu)先級(jí)是指根據(jù)任務(wù)的不同而賦予任務(wù)不同的優(yōu)先級(jí)初值。具體實(shí)現(xiàn)方法如下:首先根據(jù)堆垛機(jī)所在位置(右端,庫(kù)中,左端)的不同制定的任務(wù)的靜態(tài)優(yōu)先級(jí)列表,列表應(yīng)滿足堆垛機(jī)行走路程最短和聯(lián)合出庫(kù)的要求。當(dāng)任務(wù)到達(dá)時(shí)具有相同的初值,根據(jù)靜態(tài)優(yōu)先級(jí)列表所排列出的優(yōu)先級(jí)執(zhí)行優(yōu)先任務(wù),同一時(shí)間段到達(dá)的任務(wù)如果沒(méi)有被執(zhí)行,優(yōu)先級(jí)提高一級(jí)。當(dāng)前任務(wù)執(zhí)行結(jié)束后,判斷堆垛機(jī)任務(wù),選擇優(yōu)先級(jí)為最高的任務(wù)組根據(jù)當(dāng)前位置的優(yōu)先級(jí)列表進(jìn)行排列,執(zhí)行排列出最高的任務(wù)。如此循環(huán)執(zhí)行任務(wù),堆垛機(jī)在大多數(shù)時(shí)間段即可滿足聯(lián)合出庫(kù)要求,提高堆垛機(jī)的運(yùn)行效率,又滿足先到先服務(wù)原則,不會(huì)因?yàn)槟承┤蝿?wù)長(zhǎng)期霸占堆垛機(jī)而導(dǎo)致其他任務(wù)的堆積而致生產(chǎn)線停產(chǎn)。將靜態(tài)優(yōu)先級(jí)制作為列表,應(yīng)用SimTalk語(yǔ)句不斷查詢和修改任務(wù)優(yōu)先級(jí),判斷需要執(zhí)行的任務(wù),最終反饋給出庫(kù)或者入庫(kù)的Method執(zhí)行任務(wù)。
故障的仿真控制也是模型的重要組成部分。生產(chǎn)車間之間既是獨(dú)立的,又是相互關(guān)聯(lián)的。故障的仿真就是需要在某一個(gè)生產(chǎn)車間故障不生產(chǎn)的情況下生產(chǎn)線上BDC區(qū)的運(yùn)行狀況。當(dāng)焊裝車間停線時(shí),車身繼續(xù)從立體倉(cāng)庫(kù)中進(jìn)入涂裝車間,從涂裝車間來(lái)的滑撬無(wú)序的進(jìn)入立體倉(cāng)庫(kù);當(dāng)涂裝車間停線時(shí),車身停止進(jìn)入涂裝車間,從總裝車間來(lái)的滑撬無(wú)序進(jìn)入立體倉(cāng)庫(kù);當(dāng)總裝車間停線時(shí),從涂裝來(lái)的白車身進(jìn)入立庫(kù)緩存。故障的觸發(fā)和恢復(fù)均由用戶界面(圖4)來(lái)進(jìn)行觸發(fā)和設(shè)置,BDC區(qū)域用于保證在某個(gè)車間出現(xiàn)故障的時(shí)候,可以保障其他車間生產(chǎn)2 h,如果不能滿足2 h的生產(chǎn)要求是,反饋給用戶界面予以顯示,以便生產(chǎn)人員更好地做生產(chǎn)計(jì)劃和調(diào)度。

圖4 用戶界面
4 仿真結(jié)果分析
整個(gè)系統(tǒng)的仿真時(shí)間為12 h,各個(gè)車間的生產(chǎn)節(jié)拍由用戶在仿真之初設(shè)置,在仿真過(guò)程中可以根據(jù)用戶需求隨時(shí)更改。仿真運(yùn)行后,將車間出入口的旋轉(zhuǎn)滾床和立庫(kù)的進(jìn)出口作為分析單元,列出對(duì)于評(píng)估生產(chǎn)重要的幾個(gè)參數(shù)working,waiting,blocking等數(shù)據(jù)如表1所示。生產(chǎn)人員可以根據(jù)實(shí)時(shí)變化情況調(diào)整生產(chǎn)節(jié)拍。

表1 節(jié)點(diǎn)數(shù)據(jù)分析表
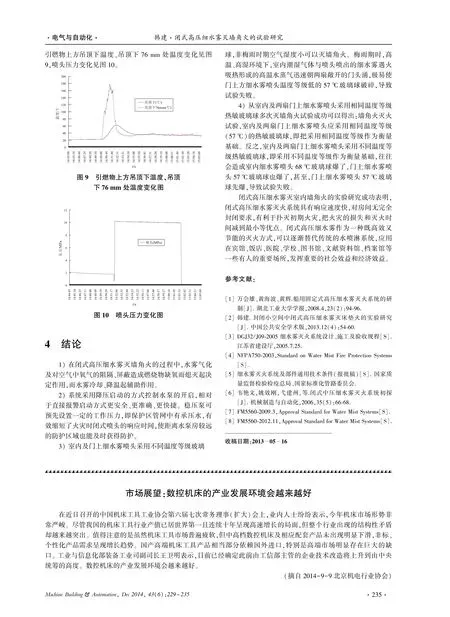
堆垛機(jī)在焊裝車間和涂裝車間生產(chǎn)節(jié)拍都為60JPH時(shí)的運(yùn)行效率如圖5(a)所示,連續(xù)工作1 h后,堆垛機(jī)1和2的運(yùn)行效率穩(wěn)定在10%左右。當(dāng)總裝發(fā)生故障1 h后,堆垛機(jī)運(yùn)行效率提升至40%(圖5(b));總裝故障恢復(fù)后1 h,堆垛機(jī)的運(yùn)行效率一直穩(wěn)定在40%左右(圖5(c))。


圖5 堆垛機(jī)運(yùn)行效率
由此大量仿真得出,在最大節(jié)拍60JPH下,不管哪條生產(chǎn)線發(fā)生故障或暫停,在2 h預(yù)留生產(chǎn)量時(shí)間內(nèi),堆垛機(jī)運(yùn)行正常,沒(méi)有發(fā)生堵塞,其他生產(chǎn)線可以正常工作。當(dāng)恢復(fù)生產(chǎn)后,也能很好的銜接上生產(chǎn)計(jì)劃。由于工廠規(guī)劃建設(shè)焊裝和涂裝車間各兩個(gè),而仿真只搭建了一期工程,所以仿真結(jié)果顯示堆垛機(jī)運(yùn)行效率不高,但可以滿足工廠后期對(duì)于生產(chǎn)線的規(guī)劃。
5 結(jié)語(yǔ)
通過(guò)對(duì)某汽車生產(chǎn)線中的BDC區(qū)域進(jìn)行建立模型和仿真研究,為該品牌汽車的規(guī)劃設(shè)計(jì)和生產(chǎn)計(jì)劃的調(diào)整提供更為直觀的結(jié)果。仿真研究能對(duì)生產(chǎn)線進(jìn)行瓶頸分析,設(shè)備載荷分析,堆垛機(jī)運(yùn)行效率分析以及故障排查和控制,使生產(chǎn)調(diào)度人員可以合理的安排生產(chǎn)計(jì)劃,調(diào)節(jié)生產(chǎn)節(jié)拍,分配堆垛機(jī)任務(wù),在出現(xiàn)故障時(shí)可以更加有針對(duì)性的解決問(wèn)題。仿真研究可以為汽車生產(chǎn)企業(yè)提供優(yōu)化的故障解決方案的科學(xué)依據(jù),節(jié)省調(diào)試時(shí)間,減少資金浪費(fèi),提高生產(chǎn)效率。
[1]鮑婷潔,樓佩煌.基于eM-Plant的汽車車身焊裝線系統(tǒng)仿真技術(shù)研究 [J].工業(yè)控制計(jì)算機(jī),2010,23(12):7-10.
[2]鐘偉.上海大眾制造部立體倉(cāng)庫(kù)庫(kù)位優(yōu)化[D].上海:上海交通大學(xué),2008.
[3]彭旺明,張曉川.Em-plant在生產(chǎn)線作業(yè)仿真中的應(yīng)用研究[J].武漢理工大學(xué)學(xué)報(bào),2004, 28(4):597-599.
[4]宋林,張則強(qiáng).基于em-plant的汽車變速箱總裝線的仿真與優(yōu)化 [J].機(jī)械管理開發(fā),2010,25(1):32-36.
[5]姚海鳳,馮勛省,郭丁俊.基于eM-plant的汽車零部件生產(chǎn)線平衡技術(shù)的仿真研究 [J].企業(yè)物流,2010,12(36):114-120.
[6]陳璐,陸志強(qiáng).自動(dòng)化立體倉(cāng)庫(kù)中的儲(chǔ)位分配及存取路徑優(yōu)化 [J].管理工程學(xué)報(bào),2012,26(1):42-47.
[7]劉琪.自動(dòng)化立體倉(cāng)庫(kù)貨物存取管理和貨位分配的優(yōu)化研究[D].沈陽(yáng):沈陽(yáng)航空工業(yè)學(xué)院,2009.
[8]吳禮軍.現(xiàn)代汽車制造技術(shù) [M].北京:國(guó)防工業(yè)出版社,2013.
[9]周金平.生產(chǎn)系統(tǒng)仿真—Plant Simulation應(yīng)用教程 [M].北京:電子工業(yè)出版社,2011.
[10]施於人,鄧易元,蔣維.eM-Plant仿真技術(shù)教程 [M].北京:科學(xué)出版社,2009.
[11]Tecnomatix Group Plant Simulation Version 9.0 User manual[K].Tecnomatix Company, Iserasel, 2008.
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50