機器視覺檢測技術在煙箱缺條檢測方面的運用
2014-09-19 08:37:22吳忠云鄧春寧
機械制造與自動化 2014年6期
吳忠云,鄧春寧
(龍巖煙草工業有限責任公司設備管理部,福建龍巖364021)
0 引言
在卷煙生產中,裝封箱機自動裝箱是一道重要的工序。在裝箱過程中可能產生缺條、缺排、倒垛等現象,影響裝箱品質。為此針對裝箱過程中可能造成缺條的各種情況,可采用不同的檢測原理,設計有多種缺條檢測裝置。目前比較成熟的檢測方法有金屬含量檢測、稱重式檢測、γ射線掃描式檢測,但都存在不同程度的缺陷。機器視覺檢測技術在現代卷煙生產過程中具有日益廣泛的應用,其費用低、檢測技術成熟、適用性強。因此,本文將機器視覺檢測技術應用到卷煙裝箱機缺條檢測中,避免了現有檢測方式的缺陷,提高了產品品質,實現了裝箱過程的自動檢測。
1 檢測原理及比較
目前煙箱缺條的檢測方式主要有金屬含量檢測、稱重式檢測、γ射線掃描式檢測等,但都存在不同程度的缺陷,如表1所示。機器視覺檢測技術已經在煙草行業小包外觀圖像檢測、大條外觀圖像檢測中成功應用,因此將機器視覺技術應用到裝箱缺條的檢測中不失為一種新的檢測方法。
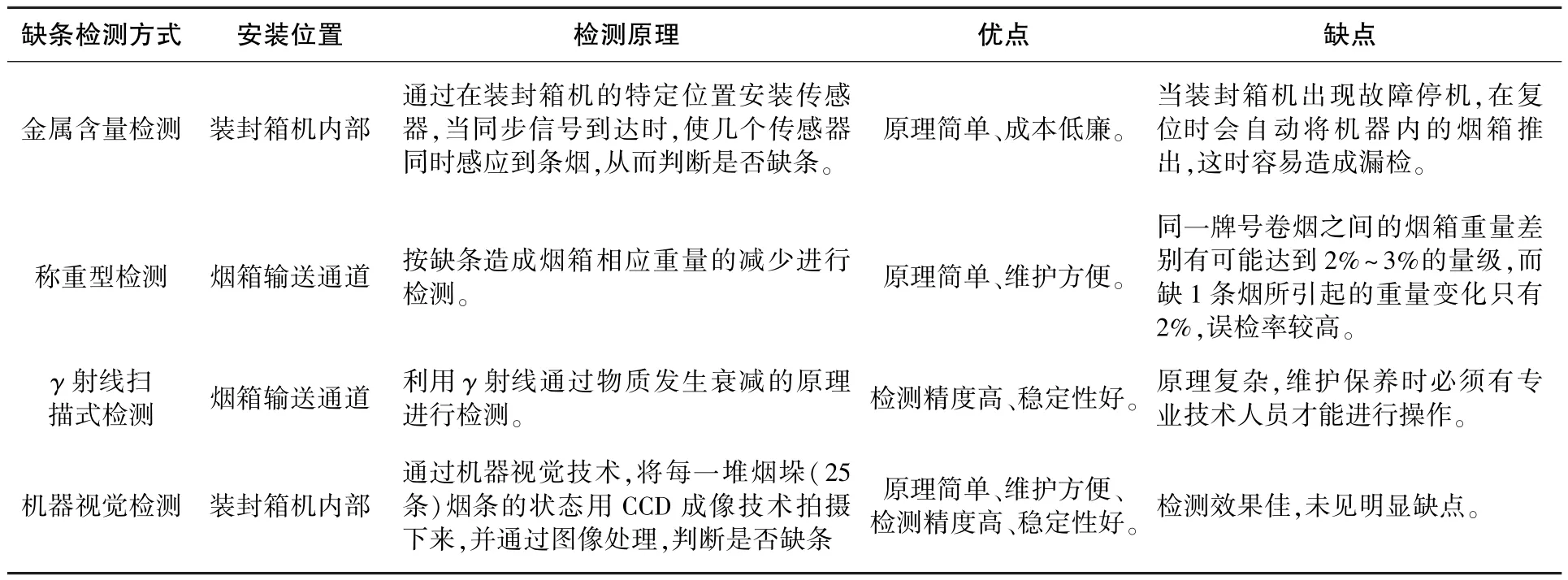
表1 幾種不同缺條檢測方式的比較
2 基于機器視覺的煙箱缺條檢測技術
2.1 系統結構
典型的機器視覺系統包括光源、相機、鏡頭、計算機、圖像處理軟件、IO控制系統等部分。
根據卷煙封箱機的工作流程和工作特點,將機器視覺檢測技術應用于封箱機的生產過程中的煙箱缺條檢測,實現檢測裝箱缺條、倒垛、缺排和空箱等品質問題。
2.2 機器視覺檢測缺條的工作原理及流程
機器視覺檢測缺條系統如圖1所示,包括如下部分:封箱機控制系統、光源、CCD相機、計算機、控制系統和停機報警系統組成。
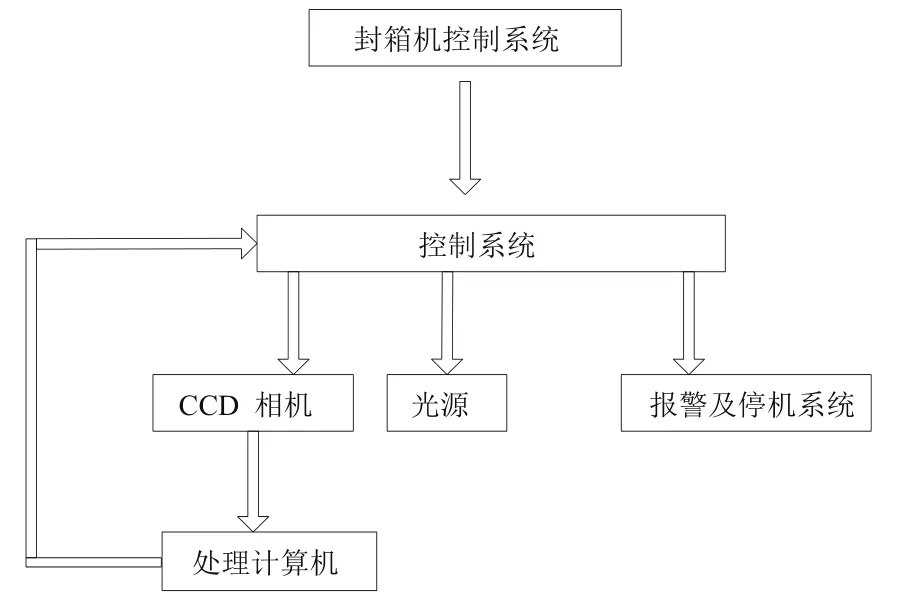
圖1 系統結構圖
系統的工作流程如圖2。
1)推桿將煙垛(5×5條)推進煙箱后,開始回退,并發送信號給控制單元。
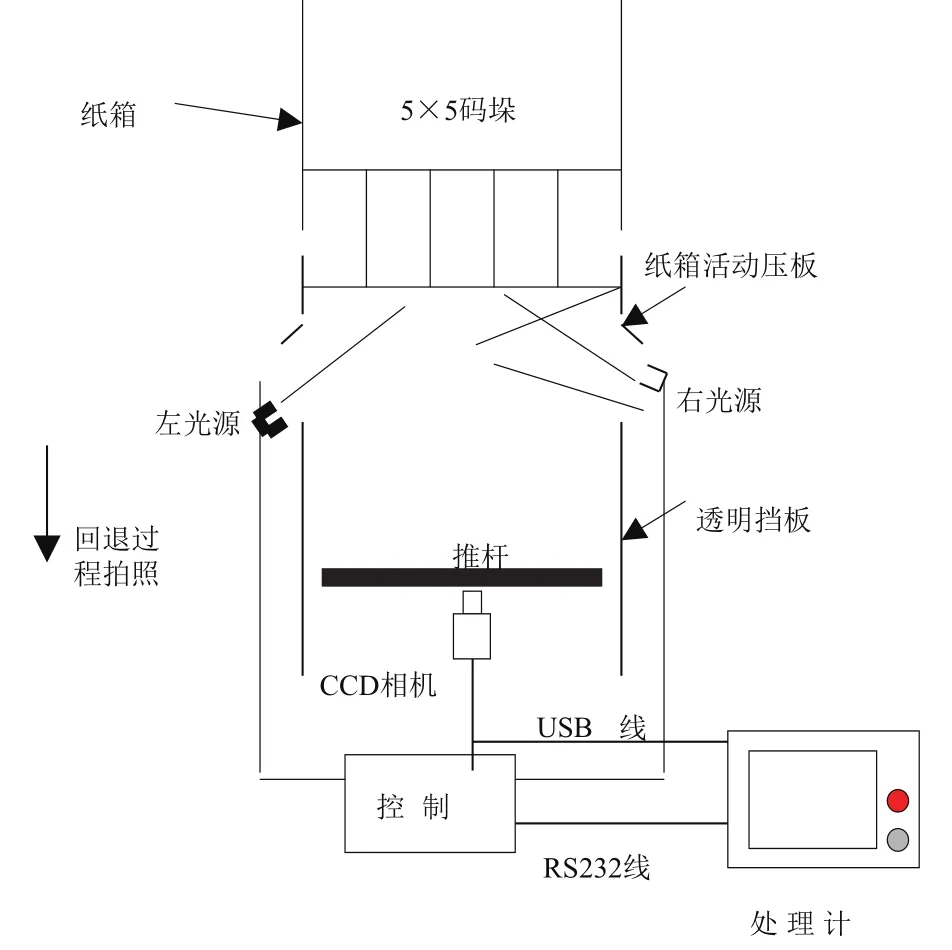
圖2 系統工件流程圖
2)控制單元進行延時后,在推桿回退到2/3行程處的時候,輸出拍照信號給CCD工業相機,同時驅動兩側光源進行閃光(閃光持續時間以及延遲均可調),曝光時序可參考圖3所示。
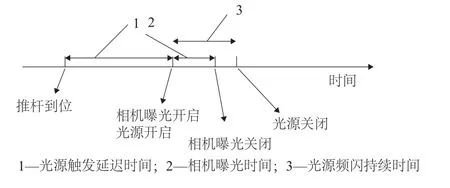
圖3 光源曝光時序圖
3)CCD工業相機在光源閃光的同時開始拍照,并且將圖像通過USB接口傳遞給處理計算機。
4)計算機軟件使用圖像處理算法分析煙垛圖像,判斷是否有缺條現象,如果有缺條,則通過RS232接口通知控制單元。
5)然后計算機保存此次煙垛圖像,已拍攝時間為圖像文件命名。
6)如果控制單元接收到計算機的壞煙信息,驅動聲光報警器進行報警,并且裝封箱機聯動,強制停止裝封箱機。
2.3 黑洞圖像檢測技術
圖像的處理和分析是機器視覺的核心部分,經過不斷摸索,終于找到一種高效圖像處理方法——黑洞圖像處理技術,該方法簡單有效,運算速度快,精度高。
如圖4所示,如果煙箱缺條就會在左右光源照不到的地方,形成“黑洞”。
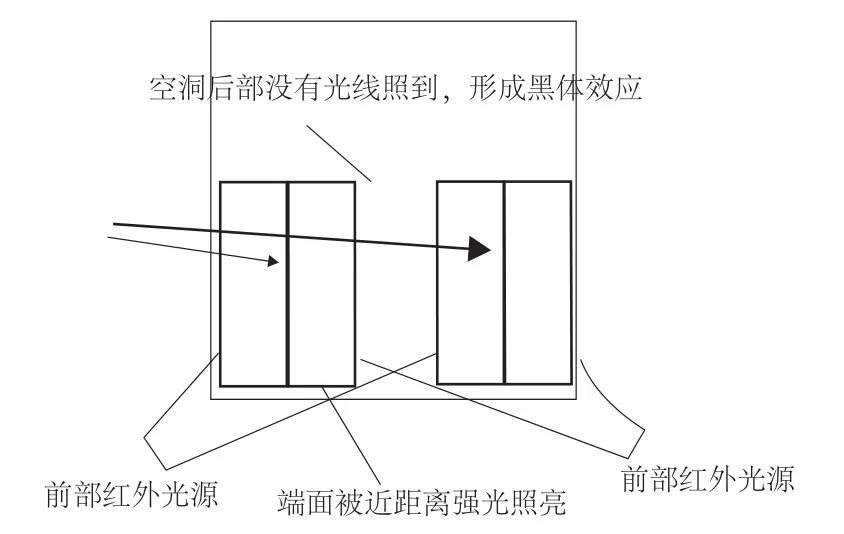
圖4 黑洞圖像檢測技術示意圖
黑洞圖像檢測技術的處理算法:
1)確定檢測的區域為四邊形圈定的范圍,把此范圍以外的圖像亮度設置為255。
2)根據二值化閥值對圖像進行二值化處理。
3)圖像取反,即亮度為255的像素設置為0,亮度為0的像素設置為255。經過圖像取反后,只有四邊形圈定的區域有亮度為255的像素,這樣不必處理四邊形以為的區域。
4)圖像取反后進行腐蝕處理,把煙條間很小的間隙過濾掉。
5)計算聯通區域,通過計算這些亮度為255的像素的聯通區域,就能判定是否有“黑洞”存在。如果黑洞的寬度和箱體的寬度接近,就能判定是確層。
2.4 機器視覺缺條檢測系統的光源特點
光源是機器視覺檢測系統的重要組成部分,其好壞往往是決定機器視覺系統成敗的關鍵。
系統選用紅外LED作為光源,用紅外相機采集圖片。可以降低對煙條顏色的敏感性。如圖5所示,在白色光下拍攝顏色相差很大的煙條,用紅外相機拍攝時,顏色相差很小,不管是何種顏色的煙條都能用相同的牌號參數進行檢測,在參數設置時帶來很大的便利。由于裝封箱機是開放的環境,如果用白光作為光源,容易受到外界環境的影響,紅外相機感應光的紅外部分,不會受到可見光的干擾;選用可見光作為光源,頻繁閃動的光源會嚴重干擾操作工的情緒,采用肉眼無法感應到的紅外光源則可以避免此問題。
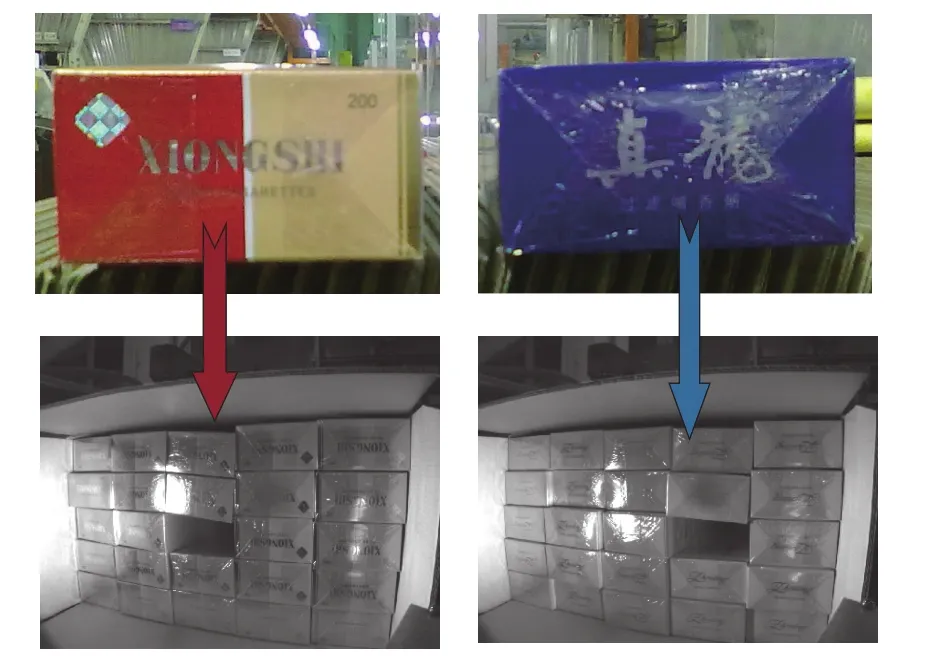
圖5 不同顏色的煙箱用紅外相機拍攝的效果圖比對
2.5 機器視覺缺條檢測系統的功能擴展
為保障缺條檢測系統對箱裝缺條的檢測效果,系統增加了激光輔助檢測技術。為保證箱裝品質的可追溯性,系統擴展并增加了紙箱放反檢測、一號工程碼(一號工程碼是國家為了調控煙草的生產進度采用的物料信息編碼,每箱煙都有唯一的一號工程碼)檢測及條碼追溯功能。
a)激光輔助檢測技術
為了能夠使檢測效果更好,系統在原有檢測基礎上增加了激光輔助檢測技術。采用5個線型激光器,在每層煙上,形成一條亮線,有缺條現象,在缺條處激光線就會產生斷續,軟件可根據這一特征來判斷是否有缺條情況。采用激光線作為輔助檢測與紅外檢測相結合,,提高了檢測的穩定性和精確度,雙重檢測雙重保證,使得漏檢率為零。圖6很清晰地說明了這一點。

圖6 激光輔助檢測效果圖
b)紙箱放反檢測
煙用紙箱在外協廠家制作好后,常會出現紙箱放反的現象。如果紙箱放反,將會造成一號工程碼貼在錯誤的位置上。在裝封箱機裝箱的過程中,不能對紙箱放反進行檢測,人工檢測也不現實,故而在系統中增加了對紙箱是否放反的進行了檢測,如圖7所示。紙箱如果放反,紙箱的連接線就會轉移。在紙箱剛剛拉成型的時候進行拍照,對紙箱連接線的位置進行識別,如果不在正確位置上則可以判斷紙箱放反。

圖7 煙用紙箱連接線效果圖
c)一號工程碼檢測和追溯功能
一號工程碼是每箱煙的唯一標識,將缺條檢測的圖片以一號工程碼來命名具有很強的實際意義。
系統增加了一套條碼閱讀器,在煙箱打碼后,將煙箱上的一號工程碼掃描下來,計算機從條碼中讀取本箱煙的一號工程碼;如果該碼打印品質有問題,無法正確讀取,則通過控制單元提示,提醒操作工對該箱煙進行處理。
讀取煙箱上的一號工程碼后,將對應的煙箱兩次煙垛圖片進行關聯,并使用該編碼命名并存入數據庫,以待查詢,缺陷產品以發生的時間命名缺陷產品名稱,并進行單獨保存,能夠按照時間順序查詢或者輸入條碼直接查詢。配有大容量的硬盤能夠保存裝封箱機一年產量的裝箱圖片,操作時可按照生產時間或者直接輸入一號工程碼隨時進行資料的調度查詢,為生產管理環節帶來真實有力的依據,當出現消費者市場品質反饋時,能夠有效地確認缺陷煙的產生環節。
2.6 機器視覺缺條檢測系統使用效果
機器視覺缺條檢測系統檢測效果如圖8所示。

圖8 機器視覺缺條檢測系統檢測效果圖
圖中,第三排缺一條煙,在成像時形成明顯的黑洞,通過計算黑洞大小大于設定值,判斷為缺條。
3 結語
卷煙生產過程中,裝箱缺條檢測是一項重要的技術環節。根據實際情況,依照現有的設備和實驗條件,成功研發了基于機器視覺的裝箱缺條檢測系統,主要解決了以下問題:
1)黑洞檢測技術應用于檢測裝箱過程中出現的缺條、缺排,倒垛現象;
2)采用激光輔助檢測技術對缺條、缺排,倒垛現象進行輔助檢測,提高了檢測精度;
3)通過檢測紙箱連接線的位置實現了對紙箱裝反的檢測;
4)將裝箱過程所拍攝的照片與紙箱對應的一號工程碼進行綁定,方便日后追溯;
配有機器視覺缺條檢測系統的裝封箱機檢測效果穩定,在實際生產過程中已得到驗證,煙箱缺條的品質問題明顯減小。
[1]唐向陽,張勇.機器視覺關鍵技術的現狀及應用展望[J].昆明理工大學學報(理工版),2004,29(2):36-39.
[2]鄧春寧.γ射線掃描技術在煙箱缺條檢測中的應用[J].煙草科技,2005(4):12-14.
[3]劉榮輝.機器視覺系統在GDX2包裝機組中的應用[J].煙草科技,2005(11):10-13.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34