箱形+工字形的巨型鋼柱焊接工藝研究
2014-09-20 07:23:36
建筑施工 2014年9期
關(guān)鍵詞:焊縫
中建八局鋼結(jié)構(gòu)工程公司 上海 200125
1 結(jié)構(gòu)與體系
大連中心·裕景ST1塔樓是大連裕景項(xiàng)目的最高建筑,地下4 層、地上80 層,建筑高度383.45 m,總建筑面積17.5 萬m2。主要建筑功能為高檔寫字樓和超五星級(jí)酒店。
建筑主體結(jié)構(gòu)形式為型鋼混凝土組合結(jié)構(gòu)。鋼結(jié)構(gòu)主要分布于塔樓的外框,外框結(jié)構(gòu)由巨型柱、轉(zhuǎn)換桁架、斜向大支撐、框架柱與框架梁共同組成。其中,巨型柱分布于塔樓的5 個(gè)角,轉(zhuǎn)換桁架每隔15 層1 道,將上面14 個(gè)樓層的荷載傳遞到周邊巨型柱上,每2 道桁架之間設(shè)置斜向大支撐,組成結(jié)構(gòu)的抗側(cè)力體系。總用鋼量約3.45 萬 t。
分布于5 個(gè)角部的巨型柱(CC1~CC5)截面構(gòu)造復(fù)雜,其分布位置如圖1所示。其中CC1、CC2、CC5由箱形鋼柱一、箱形鋼柱二及其中間工字形鋼柱三部分組成,最大板厚100 mm,截面形式見圖2;CC3、CC4由箱形鋼柱、圓管型鋼柱、連接板及工字形鋼柱組成,最大板厚100 mm。

圖1 ST1巨型柱分布位置示意

圖2 巨型柱CC1、CC2、CC5截面示意
2 主要焊接工藝制定[1-5]
巨型柱CC1、CC2、CC5的構(gòu)造及焊接難度均大于CC3、CC4,因此以CC1、CC2、CC5為例進(jìn)行說明此復(fù)雜組合截面的焊接施工工藝。
2.1 預(yù)留焊接操作孔的設(shè)計(jì)
為保證鋼柱對(duì)接后,可完成箱一與箱二交接位置內(nèi)部焊縫,制作過程中在箱二上開設(shè)600 mm×600 mm的預(yù)留操作孔,如圖3所示。
為保證箱形柱與工字柱內(nèi)部三角形區(qū)域?qū)雍缚p的焊接,制作過程中預(yù)留工字段(對(duì)接位置上下各300 mm),如圖4所示。待內(nèi)部焊縫焊接完成檢查合格后再進(jìn)行補(bǔ)裝、焊接。
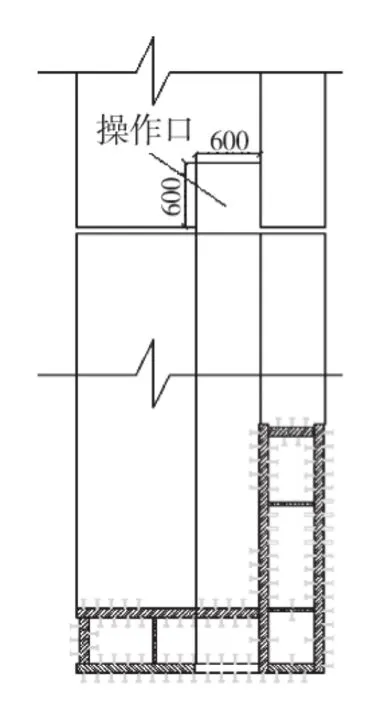
圖3 預(yù)留操作孔示意
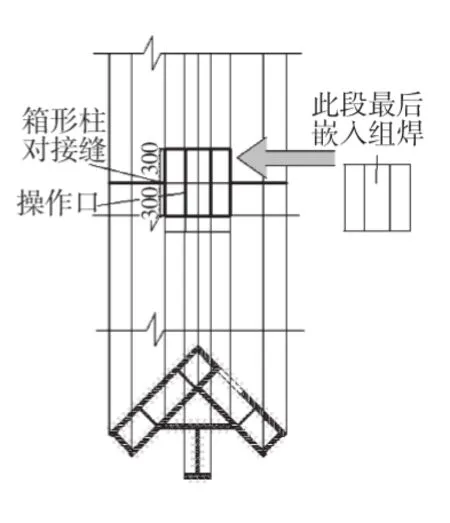
圖4 工字預(yù)留段孔示意
2.2 焊接坡口的設(shè)計(jì)
由于厚板焊接量大、難度高,坡口的設(shè)計(jì)對(duì)工程進(jìn)度和施工質(zhì)量起著至關(guān)重要的作用。坡口形狀:在加工及安裝過程中嚴(yán)格執(zhí)行深化圖紙要求,焊前坡口形狀檢查項(xiàng)目為間隙、錯(cuò)邊、焊縫原始寬度三項(xiàng)內(nèi)容。
鋼柱連接焊口橫焊位置的坡口形式及尺寸要求如圖5所示(t≤36 mm時(shí)b=45°,t≥36 mm時(shí)b=35°~38°)。
2.3 焊接方法及焊接材料的選擇
結(jié)合工程特點(diǎn)及各種焊接方法的焊接質(zhì)量、焊接速度、操作方便程度、全位置焊接性能、抗風(fēng)能力、焊接成本諸因素,選擇半自動(dòng)實(shí)芯焊絲二氧化碳?xì)怏w保護(hù)焊(GMAW)為主要焊接方法,焊條電弧焊(SMAW)、藥芯焊絲二氧化碳?xì)怏w保護(hù)焊(GFCAW-G)為輔助焊接方法的組合。
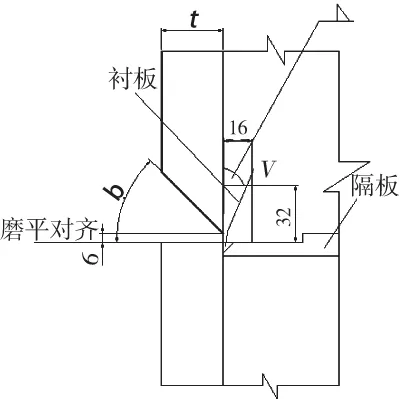
圖5 鋼柱連接橫焊位置坡口示意
根據(jù)工程鋼材性能,按照低強(qiáng)匹配的原則進(jìn)行焊接材料的選擇,具體如下:
(a)實(shí)芯二氧化碳?xì)怏w保護(hù)焊用E R 5 0-6(Φ1.2 mm),主要用于焊縫的中間填充焊;
(b)焊條電弧焊用E5015(Φ4 mm),主要用于窄間隙焊縫的打底焊;
(c)藥芯二氧化碳?xì)怏w保護(hù)焊用E 5 0 1 T-1(Φ1.2 mm),主要用于焊縫的蓋面焊。
2.4 焊接順序
箱形+工字形組合巨型柱的現(xiàn)場焊縫,應(yīng)該先焊接箱形柱的對(duì)接焊縫及操作孔焊縫,再焊接工字形鋼柱對(duì)接焊縫。
箱形柱的對(duì)接焊縫及操作孔焊縫的焊接順序如圖6、圖7所示。

圖6 箱形鋼柱對(duì)接焊縫分布

圖7 鋼柱對(duì)接焊縫焊接順序
預(yù)留工字段現(xiàn)場焊縫的焊接分布如圖8所示。
預(yù)留工字段對(duì)接焊縫有上下2 個(gè)工字形焊口。施焊時(shí),應(yīng)先焊完上邊的一個(gè)工字形焊口(另一個(gè)焊口點(diǎn)焊固定或用卡具固定),再焊下邊的工字形焊口。在焊接第一個(gè)焊口時(shí),后焊焊口的點(diǎn)固焊縫如果發(fā)生開裂,這是焊接應(yīng)力釋放的結(jié)果,是正常現(xiàn)象。此時(shí)應(yīng)停止第一條焊縫的焊接,用卡具調(diào)整好后焊焊縫的錯(cuò)邊量之后,再進(jìn)行正常焊接。
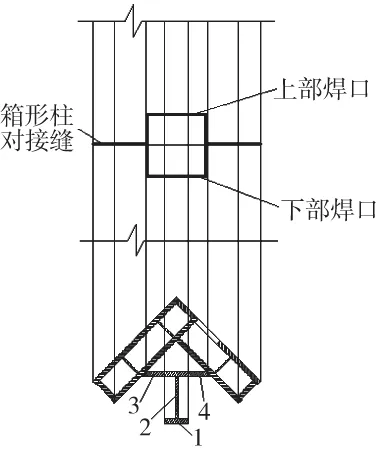
圖8 預(yù)留工字段焊縫分布
工字形鋼柱對(duì)接有3條焊縫。圖中的3#、4#為同一條焊縫的一部分,應(yīng)安排兩人施焊。為了減少焊接應(yīng)力,焊接工字形焊口時(shí)應(yīng)首先焊接1#焊縫,然后焊接2#焊縫,最后3#和4#焊縫由兩人同時(shí)焊接完成。
封口處工字形鋼兩側(cè)的立焊縫最后同步焊接。
3 焊接過程控制
3.1 焊前準(zhǔn)備
(a)施工前進(jìn)行焊接工藝評(píng)定、編制焊接工藝卡等相關(guān)技術(shù)準(zhǔn)備工作,確保施焊人員對(duì)操作工藝熟練掌握。
(b)焊前對(duì)施焊焊工進(jìn)行現(xiàn)場附加考試,并進(jìn)行專門技術(shù)交底。
(c)焊前搭設(shè)防護(hù)棚,并對(duì)棚內(nèi)風(fēng)速及溫度進(jìn)行實(shí)測,確保風(fēng)速小于1 m/s,棚內(nèi)環(huán)境溫度不低于5 °C,濕度不得大于90%。
(d)焊前對(duì)坡口尺寸及組對(duì)間隙等進(jìn)行實(shí)測并記錄,如間隙超過規(guī)范允許范圍,必須對(duì)坡口間隙進(jìn)行處理后方可施焊。
(e)施焊前認(rèn)真清理坡口附近的水、銹、油污等雜物。
3.2 焊前預(yù)熱
施焊前用電加熱板對(duì)焊縫兩側(cè)2 倍板厚范圍進(jìn)行加熱,加熱溫度140 °C以上。對(duì)于加熱溫度達(dá)不到要求的區(qū)域,用火焰加熱進(jìn)行補(bǔ)償。
3.3 焊接過程措施
(a)超長焊縫層間溫度控制十分困難,焊接時(shí)分段焊接的長度控制在1 m 左右(不超過2 m),并需隨時(shí)對(duì)焊縫進(jìn)行測溫監(jiān)控,層間溫度控制在150°C左右;發(fā)現(xiàn)層溫過低時(shí),立即采用火焰加熱的方式進(jìn)行加熱補(bǔ)償,待達(dá)到溫度后再進(jìn)行焊接。
(b)焊接過程中,下道焊縫焊接前采用清渣小錘對(duì)前一道焊縫焊接過程中產(chǎn)生的藥渣進(jìn)行清除,防止焊接完成后出現(xiàn)焊縫夾渣的現(xiàn)象。
(c)每層焊接結(jié)束后,用自制焊接小錘均勻敲打焊縫,以達(dá)到消除焊縫焊接應(yīng)力的作用。
(d)同一條焊縫要求一次性焊接完成,如不能一次焊接完成,停止施焊時(shí)按要求做好后熱保溫,再次施焊前,按預(yù)熱要求重新進(jìn)行預(yù)熱處理。
3.4 焊后措施
(a)焊接完成后,立即將加熱板覆蓋焊縫并通電,對(duì)距焊縫中心線50 mm位置進(jìn)行溫度測量,溫度達(dá)到250°C左右時(shí),停止通電。外覆保溫棉,使焊縫自然冷卻至常溫。
(b)焊接完成后,首先清理表面的熔渣及兩側(cè)飛濺物,待焊縫冷卻到環(huán)境溫度后進(jìn)行焊縫檢驗(yàn),以焊接完成24 h后檢查結(jié)果作為驗(yàn)收依據(jù)。
(c)發(fā)現(xiàn)缺陷進(jìn)行返修時(shí),應(yīng)對(duì)照缺陷位置,采用砂輪機(jī)或碳弧氣刨將缺陷除掉。若采用碳弧氣刨處理時(shí),氣刨完畢后須用砂輪機(jī)打磨刨口至刨口平滑后,方可進(jìn)行補(bǔ)焊。
4 適用范圍
適用于大型復(fù)雜截面的鋼結(jié)構(gòu)柱和其他類似構(gòu)造復(fù)雜的桁架等結(jié)構(gòu)的焊接,通用性較好。特別適用于多截面組合后存在大量隱蔽焊縫,現(xiàn)場焊接操作復(fù)雜構(gòu)件的焊接施工;解決了多焊縫匯交,合理制定焊接順序減少焊接應(yīng)力。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07