工藝參數對注塑壓縮PC板力學性能的影響
2014-09-21 01:33:14侯珍秀李曉斌張有為王仲仁
哈爾濱工業大學學報 2014年1期
侯珍秀,喬 剛,李曉斌,張有為,王仲仁
(哈爾濱工業大學機電工程學院,150001哈爾濱)
聚碳酸醋(polycarbonate,PC)是一種無定型、無毒無臭的熱塑性工程塑料,由于它具有突出的抗沖擊性、良好的透光率、較小的比重等優點,被廣泛應用于汽車行業、電子電氣、航空航天等領域[1-2].注塑壓縮成型是一種新型的加工方法,它是在模具沒有完全閉合的情況下注入熔體,然后對型腔內的熔體施加均勻的壓縮力或進行均勻的保壓[3-4].而聚碳酸醋注塑壓縮成型是一個非常復雜的物理過程,它包括樹脂的流動、冷卻固化,同時還伴隨有體積收縮、分子取向、剪切生熱和結晶過程[5],任何一個工藝參數的改變都有可能對制品的力學性能造成影響.因此,有必要研究工藝參數對塑壓PC板力學性能的影響.
本文選擇合適的工藝條件進行注塑壓縮實驗獲得PC板,之后用機械加工的方法獲得其拉伸試件,并進行大量的拉伸實驗,以分析研究注塑壓塑成型方法中各工藝參數對PC板力學性能的影響規律[6-8].
1 PC板注塑壓縮實驗
本文以美國陶氏公司生產的Calibre 301 EP 22為成型材料,首先利用moldflow模流分析軟件,采用正交實驗法對塑壓PC板進行了數值模擬,得到了以翹曲總變形為評價標準的最優工藝參數組合[9].一方面為了保證加工出來的制品具有較好的尺寸精度和外觀質量;另一方面為了使成型制品具有更好的力學性能,實驗基準工藝條件將參考模擬得到的最優工藝參數組合.結合實際情況和生產經驗,最終確定各成型條件如表1所示,其中1號成型條件為基準條件.
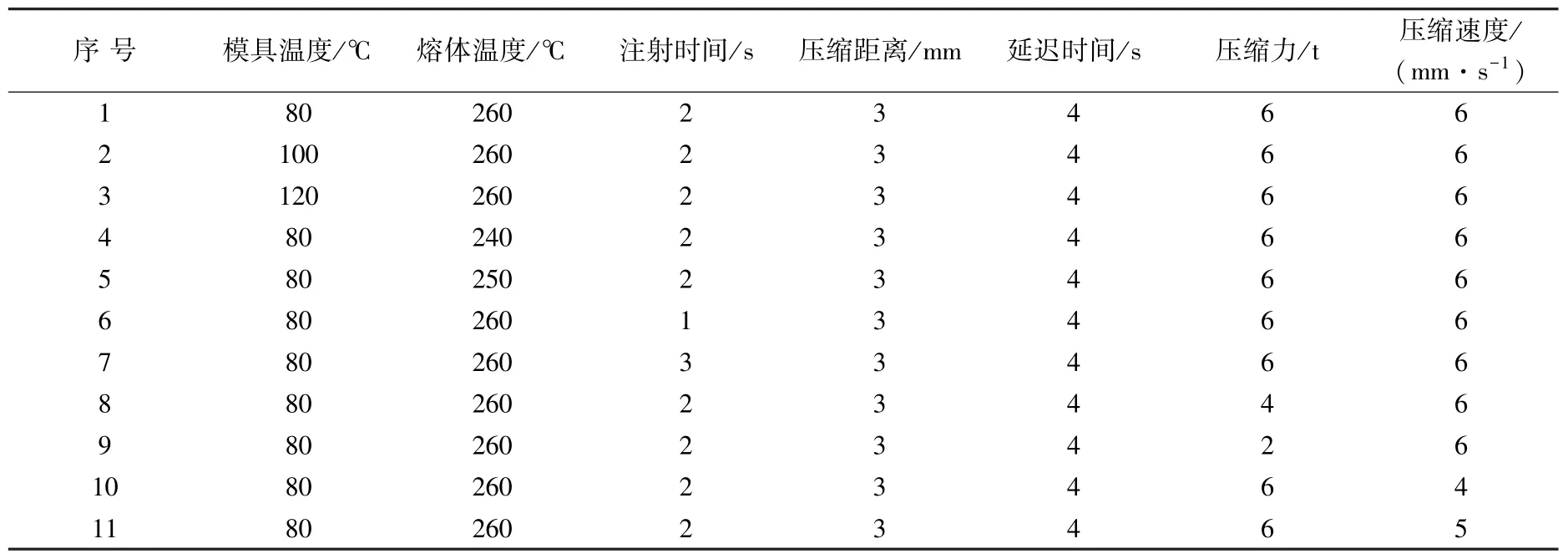
表1 注塑壓縮成型實驗條件
實驗每一成型條件下加工5個制品,部分PC板如圖1所示.

2 拉伸實驗
按GB—1039《塑料力學性能試驗方法總則》和GB—1040《塑料拉伸性能試驗方法》,將PC板加工成拉伸標準試樣,如圖2所示,所示尺寸如表2所示.圖3為部分拉伸試件.
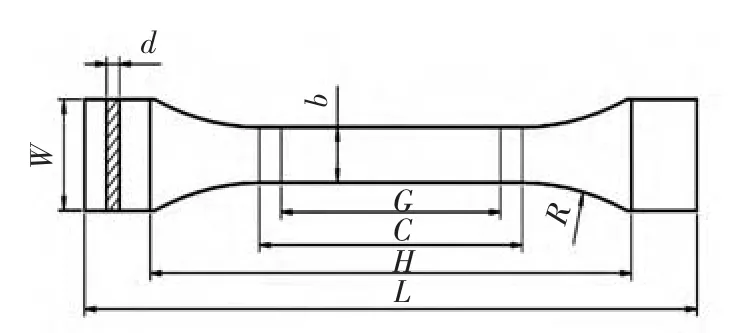
圖2 試件形狀

表2 試件尺寸 mm
圖3 拉伸試件
為了使結果更加精確,選用型號為Instron5569的電子拉伸試驗機,如圖4所示.拉伸實驗在常溫下進行,拉伸速度均采用5 mm/min.部分拉伸后的試件如圖5所示,從圖5中可以看出:所有的試件均被拉斷,在斷裂位置的兩邊都會形成一條狹窄的平行帶,但它們的拉伸長度、斷裂位置、變形情況都不一樣,因此表現出來的力學性能也不一樣.

圖4 Instron5569電子拉伸試驗機
圖5 拉伸后的試件
3 結果與分析
圖6為PC塑壓試件拉伸后得到的應力-應變曲線,其成型條件對應于表1中的1組.從圖6中可以看出,試件被拉伸時經歷了幾個不同的階段:剛開始試件進行彈性變形,應力和應變成正比例關系;接著試件經歷非線性彈性階段,很快達到一個峰值,該值為屈服極限;隨后試件產生了明顯的應變軟化現象,在應變幾乎不變的情況下,應力急劇下降;當應力下降到某一值時,試件開始進入硬化階段,應力隨著應變的增大而幾乎不變,到斷裂時只增加了約0.6 MPa.其他試件的拉伸應力-應變曲線與圖6的形狀相似.
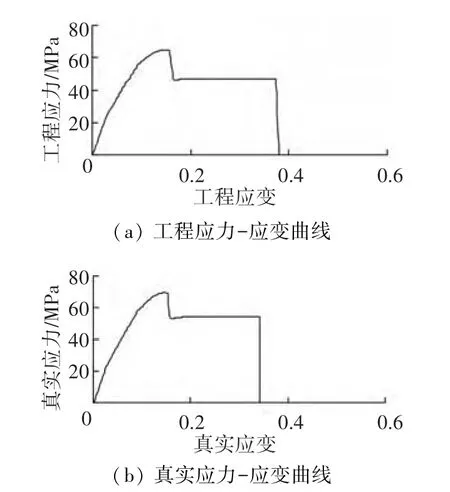
圖6 試件拉伸應力-應變曲線
3.1 模具溫度的影響
圖7為不同模具溫度PC塑壓試件的拉伸應力-應變曲線,成型條件對應于表1中的1、2、3組.從圖7中可以看出:隨著模具溫度的升高,應力-應變曲線呈現下移的趨勢,即在應變相同的情況下,模溫越高對應的應力越小.取不同模具溫度下應力-應變曲線的屈服強度,繪制成柱形圖,如圖8所示.由圖8可知,試件的屈服強度隨著模具溫度的升高而減小,從 63.73 MPa降低到59.98 MPa,造成這種變化趨勢的主要原因是模具溫度越高,制品的熱殘余內應力越大,當試件受到外力作用時就越容易被破壞,因此力學性能就越差.圖9為不同模具溫度PC塑壓試件的總延伸率,由圖9可知隨著模具溫度的升高,試件的總延伸率從22.72%減少到14.32%.
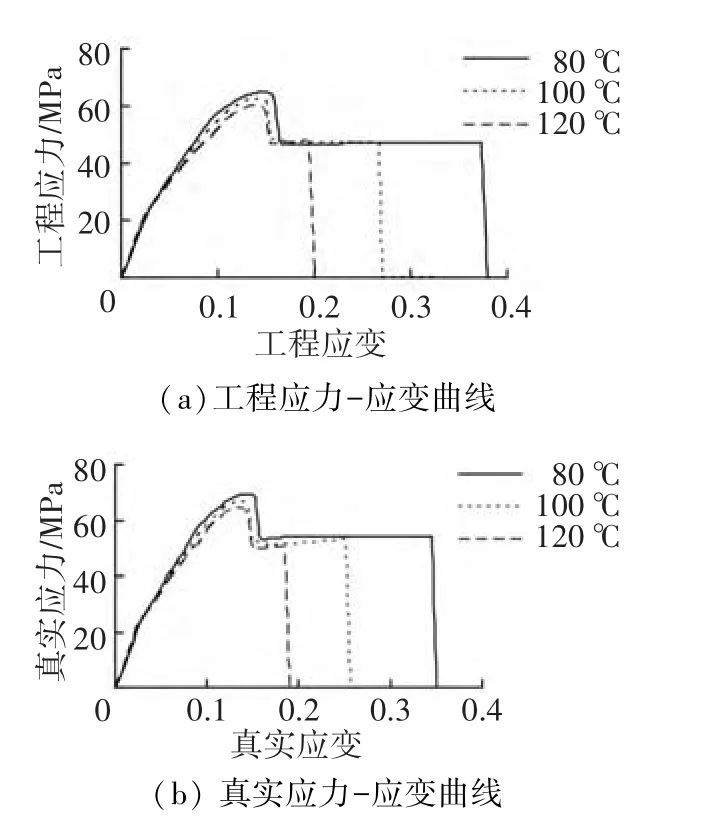
圖7 不同模具溫度PC塑壓試件的拉伸應力-應變曲線
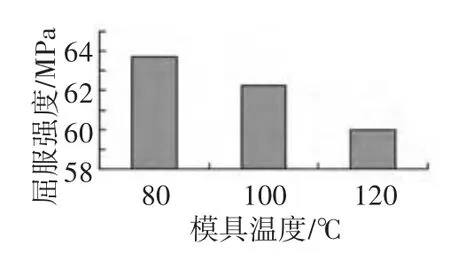
圖8 模具溫度對屈服強度的影響
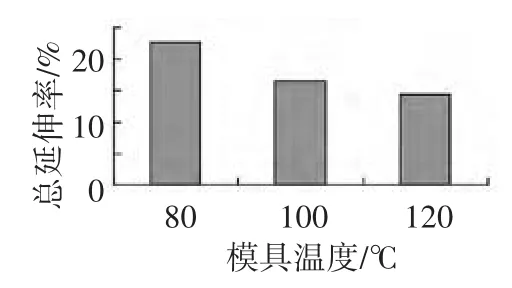
圖9 模具溫度對總延伸率的影響
3.2 熔體溫度的影響
對表1中1、4、5組成型條件下的試件進行拉伸實驗,得到的應力-應變曲線如圖10所示.從圖10中可以看出:隨著熔體溫度的升高,應力-應變曲線往右上移動.將每條應力-應變曲線對應的屈服強度繪制成柱形圖,如圖11所示,由圖11可知,試件的屈服強度隨熔體溫度的升高而增大,從60.63 MPa增大到63.73 MPa.分析其原因是熔體溫度越高,粘度越小,流動時受到的剪切應力就越小,冷卻時分子鏈恢復自由狀態的可能性就越大,因此成型制品的內應力和材料的降解就越小,這就使得其力學性能越好.圖12為不同熔體溫度PC塑壓試件的總延伸率,從圖12中可以看出,隨著熔體溫度的升高,試件的總延伸率從19.04%增大到22.72%.

圖10 不同熔體溫度PC塑壓試件的拉伸應力-應變曲線
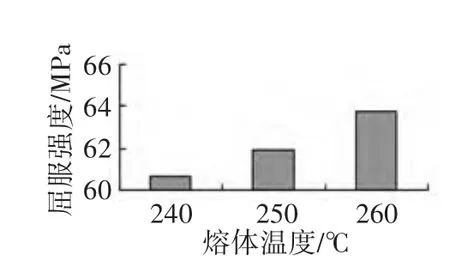
圖11 熔體溫度對屈服強度的影響

圖12 熔體溫度對總延伸率的影響
3.3 注射時間的影響
不同注射時間(表1中1、6、7組成型條件)PC塑壓試件的拉伸應力-應變曲線如圖13所示,從圖13中可以看出:隨著注射時間的增大,應力-應變曲線先往右上移后往左下移,呈波動狀態.圖14為注射時間對屈服強度的影響圖,由圖14可知,注射時間增大時,試件的屈服強度由61.71 MPa增大到63.73 MPa再減小到62.52 MPa.分析原因是注射時間太短或太長都會引起熔體在注射時受到的剪切應力變大,則分子取向變大,材料被降解的可能性也變大,故力學性能就會變差.圖15為不同注射時間PC塑壓試件的總延伸率,從圖15中可以看出,試件的總延伸率隨注射時間的變化很小,由23.72%減小到21.96%,變化只有1.76%,因此注射時間對試件的總延伸率影響很小.
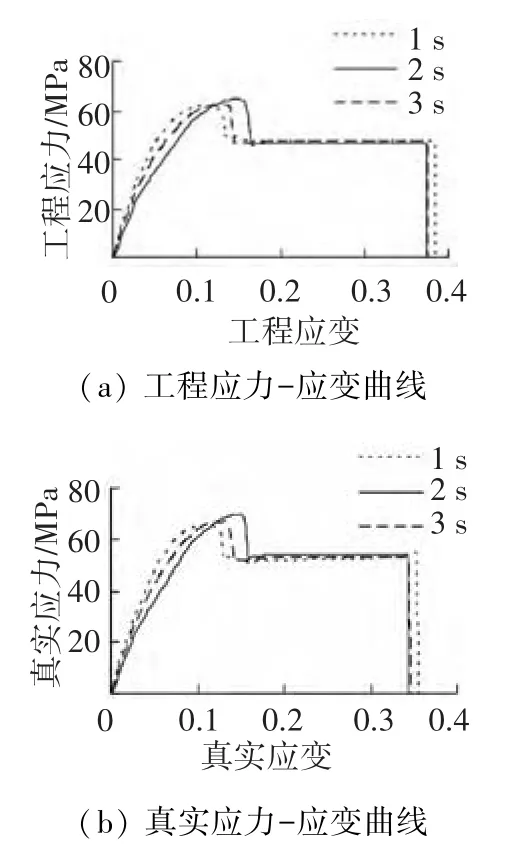
圖13 不同注射時間PC塑壓試件的拉伸應力-應變曲線
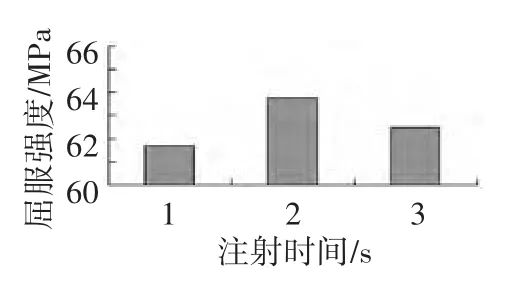
圖14 注射時間對屈服強度的影響
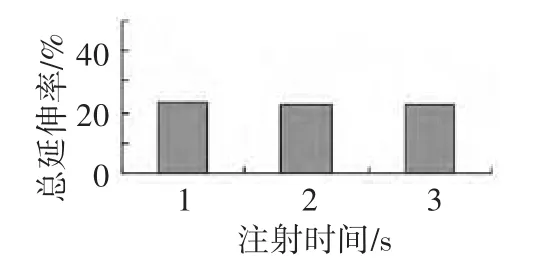
圖15 注射時間對總延伸率的影響
3.4 壓縮力的影響
圖16為不同壓縮力PC塑壓試件的拉伸應力-應變曲線,成型條件對應于表1中的1、8、9組.從圖16中可以看出:隨著壓縮力的增大,應力-應變曲線往上移.取不同壓縮力下應力-應變曲線的屈服強度繪制柱形圖,如圖17所示,由圖17可知,試件的屈服強度隨著壓縮力的增大而增大,由58.22 MPa增大到63.72 MPa.分析原因是壓縮力越大,熔體被壓縮得越密實均勻,分子鏈的排列越緊密,因此表現出來的力學性能就越好.不同壓縮力PC塑壓試件的總延伸率如圖18所示,由圖18可知,隨著壓縮力的增大,試件的總延伸率從54.84%升到72.46%再下降到22.72%.
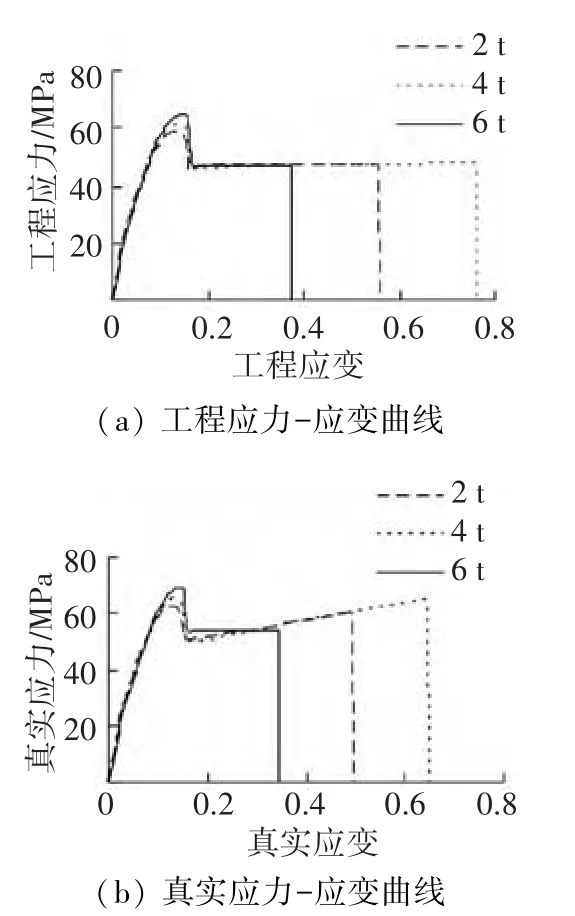
圖16 不同壓縮力PC塑壓試件的拉伸應力-應變曲線
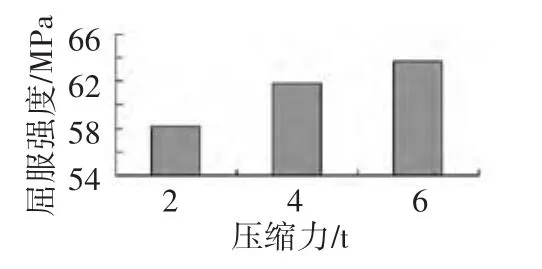
圖17 壓縮力對屈服強度的影響
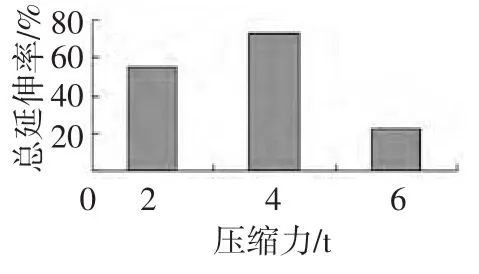
圖18 壓縮力對總延伸率的影響
3.5 壓縮速度的影響
為了研究壓縮速度對試件力學性能的影響,除壓縮速度以外其他各工藝參數均保持不變,圖19為不同壓縮速度PC塑壓試件的拉伸應力-應變曲線.從圖19中可以看出:隨著壓縮速度的增大,應力-應變曲線往右移,因此屈服應變越來越大.圖20為壓縮速度對屈服強度的影響圖,由圖20可知,試件的屈服強度隨著壓縮速度的增大而緩慢地最大,由62.07 MPa增大到63.73 MPa,變化只有1.66 MPa,因此壓縮速度對試件拉伸力學性能的影響相對比較小.圖21為不同壓縮速度PC塑壓試件的總延伸率,從圖21中可以看出,隨壓縮速度的增大,試件的總延伸率由33.04%降低到22.72%.
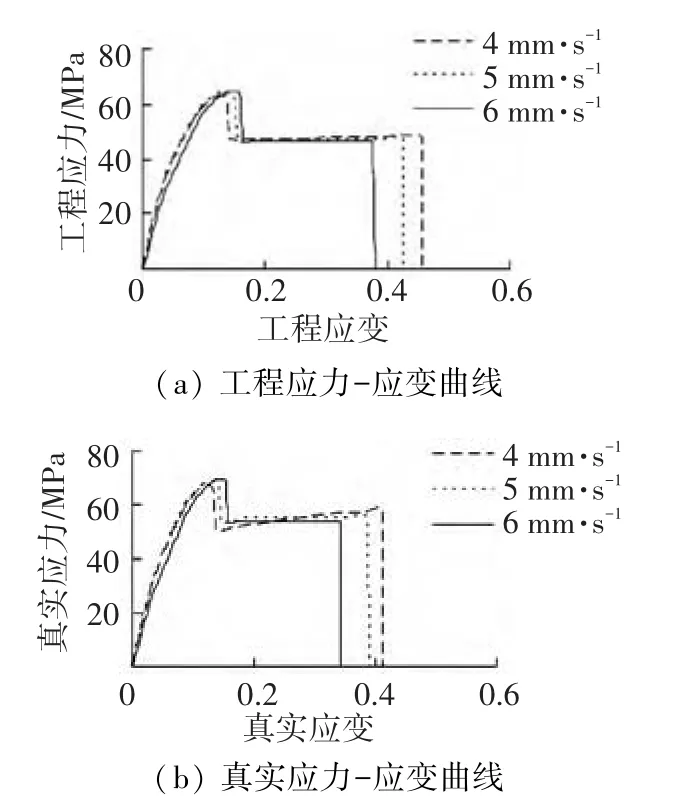
圖19 不同壓縮速度PC塑壓試件的拉伸應力-應變曲線
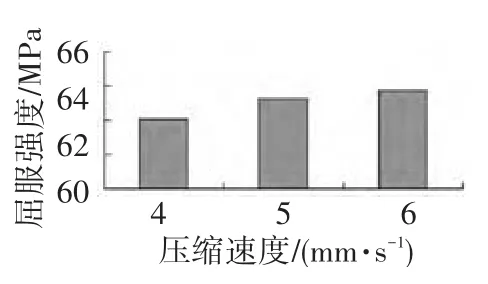
圖20 壓縮速度對屈服強度的影響
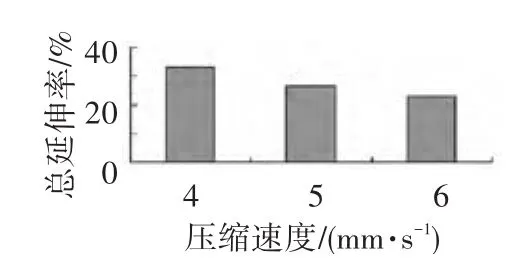
圖21 壓縮速度對總延伸率的影響
4 結 論
1)PC塑壓試件的拉伸應力-應變曲線在進入硬化階段后應力幾乎不變,到斷裂時只增加了約0.6MPa.
2)各工藝參數對PC塑壓試件屈服強度的影響規律是:隨模具溫度的增大而減小,隨熔體溫度、壓縮力、壓縮速度的增大而增大,但其受注射時間的影響很小.
3)各工藝參數對PC塑壓試件總延伸率的的影響規律是:隨模具溫度、壓縮力、壓縮速度的增大而減小,隨熔體溫度的增大而增大,注射時間對其的影響很小.
4)通過實驗得出,加工Calibre 301 EP 22牌號的PC塑壓件時,其較優的工藝條件為模具溫度80℃、熔體溫度260℃、注射時間2 s、壓縮力4 t、壓縮速度5 mm·s-1.
[1]LYU M Y,LEE J S,PAE Y L.Study of mechanical and rheological behaviors of linear and branched polycarbonates blends[J].Journal of Applied Polymer Science, 2001, 80(10):1814-1824.
[2]孫欲曉,關俊超,周占發.聚碳酸醋生產及市場分析[J].塑料工業,2010,38(8):1-4.
[3]LEE S H,KIM S Y,RYOUN Y J, et al.Warpage of a large-sized orthogonalstiffened plate produced by injection molding and injection compression molding[J].Journal of Applied Polymer Science, 2010, 116(6):3460-3467.
[4]李沙,黃漢雄.注射-壓縮精密成型制品收縮率均勻度的研究[J].塑料,2007,36(5):54-58.
[5]林師沛,趙洪,劉芳.塑料加工流變學及其應用[M].北京:國防工業出版社,2008:45-50.
[6]XU X Y,XU X F.Mechanicalpropertiesand deformation behaviors of acrylonitrile—butadiene-styrene under izod impact test and uniaxial tension at various strain rates[J].Polymer Engineering and Science,2011,51(5):902-907.
[7]ABENOJAR J, TORREGROSA-COQUE R, MARTíNEZ M A,et al.Surface modifications of polymercarbonate(PC) and acrylonitrile butadiene styrene (ABS)copolymer by treatment with atmospheric plasma[J].Surface & Coatings Technology,2009,203(16): 2173-2180.
[8]BAI Ning,CHEN Xu,GAO Hong.Simulation of uniaxial tensile properties for lead-free solder with modified Anand model[J].Materials and Design,2009,30(1):122-128.
[9]喬剛.工藝參數對聚碳酸醋注塑壓縮成型制品性能影響的研究[D].哈爾濱:哈爾濱工業大學,2011.
