基于MCGS組態軟件對機械手的控制
2014-09-22 05:35:38彭小平凌雙明
長沙航空職業技術學院學報 2014年2期
彭小平,凌雙明
(1.長沙航空職業技術學院,湖南 長沙 410124;2.湖南大學電氣與信息工程學院,湖南 長沙 410082)
MCGS(Monitor and Control Generated System,通用監控系統)是一套能夠快速開發計算機監控系統的組態軟件,它基于Microsoft平臺運行,通過對現場數據的采集處理,以動畫顯示、報警處理、流程控制、實時曲線、歷史曲線和報表輸出等多種方式向用戶提供解決實際工程問題的方案,它充分利用了Windows圖形功能完備、界面一致性好、易學易用的特點,比以往使用專用機開發的工業控制系統更具有通用性,組態技術在數據處理、網絡通訊和圖形界面等方面給監控系統提供了有力的支持,在自動化領域有著更廣泛的應用[1]。機械手是一種模擬人手的部分動作,按給定的程序、軌跡和要求實現自動抓取、搬運和操作的自動化裝置。它可以提高勞動生產效率及自動化水平,同時可以減輕勞動強度,實現安全生產。本文對機械手控制系統的工作方式、設計要點及MCGS組態控制進行了介紹。
1 控制要求
機械手的工作是將工件從A點移到B點,經過上升、下降、左移、右移、夾緊及松開幾個步驟來實現,它具有手動、自動、單步、單周期、回原點五種工作方式,操作人員可以根據實際不同的需要來選擇不同的工作。
1.1 系統控制工作方式設計
機械手工作原點在左上方,工作過程按下降→夾緊→上升→右移→下降→松開→上升→左移→回原點,完成這個工作循環,從而實現把工件從A點移送到B點的目的。[2]本系統要求機械手具有手動、回原點、自動、單步運行、單周期運行五種工作方式。
(1)手動方式:用各自的按鈕使各個負載單獨接通或斷開。
(2)回原點:按下相應的按鈕,機械手自動回到原點。
(3)單步運行:按動一次啟動按鈕,前進一個工步。此種工作方式適用于系統進行調試或調整過程中。
(4)單周期運行:在原點位置按啟動按鈕,自動運行一個工作周期后再在原點停止。若在中途按動停止按鈕,則停止運行;再按啟動按鈕,從斷點處繼續運行,回到原點處自動停止。
(5)自動方式(連續運行):在原點位置按動啟動按鈕,連續反復運行。若中途按動停止按鈕,運行到原點后停止[3]。
1.2 機械手動作過程分析
機械手動作示意圖如圖1所示。

圖1 機械手的動作過程示意圖
其全部動作由汽缸驅動,而汽缸又由相應的電磁閥和繼電器控制。其中從原點開始按下啟動按鈕時,下降繼電器線圈通電,機械手開始下降。下降到底時,碰到下限位開關,下降繼電器線圈斷電,下降停止;同時接通夾緊電磁閥,機械手夾緊,夾緊后,上升繼電器線圈開始通電,機械手上升;上升到頂時,碰到上限位開關,上升繼電器線圈斷電,上升停止;同時接通右移繼電器,機械手右移,右移到位時,碰到右移極限位開關,右移繼電器線圈斷電,右移停止。此時,右工作臺上無工作,則光電開關接通,下降繼電器線圈接通,機械手下降。下降到底時碰到下限位開關下降繼電器線圈斷電,下降停止;同時夾緊電磁閥斷電,機械手放松,放松后,上升繼電器線圈通電,機械手上升,上升到極限時碰到極限位開關,上升繼電器斷電,上升停止;同時接通左移繼電器,機械手左移;左移到原點時,碰到左極限開關,左移繼電器線圈斷電,左移停止。至此,機械手經過八步動作完成一個循環。
2 PLC選型及控制面板設計
根據控制要求PLC的I/O分配需要18個輸入和5個輸出[4],輸入用于控制面板的控制信號的輸入如按鈕的輸入、機械手工作方式的選擇,輸入還用于機械手限位開關的信號的檢測。PLC輸出用于控制機械手的下降、上升、左移、右移、夾緊、松開(夾緊、松開用1個輸出)。為了保證一定的I/0余量以便控制系統以后的升級和維護,選用了三菱FX系列PLC中的FX2-48 MR作為控制器,根據控制要求控制面板示意圖如圖2所示。
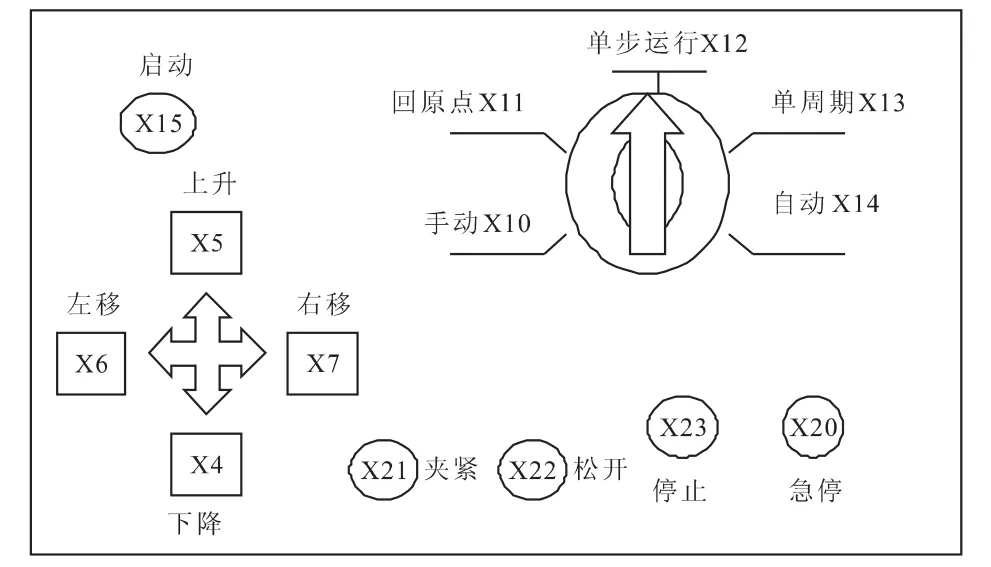
圖2 機械手操作面板示意圖
3 MCGS組態設計
3.1 MCGS組態工程的建立
運行組態環境,在菜單/文件中選擇/新建工程,選擇存放路徑,定義新工程名。在主控窗口中新建一個窗口,并設置好窗口屬性。
3.2 實時數據庫組態
實時數據庫是MCGS的核心,是系統處理數據的中樞,系統其他部分都要調用實時數據庫中的數據,才能實現系統的各個部分協調動作。設備窗口通過設備構件驅動外部設備,將采集的數據輸入實時數據庫;由用戶窗口圖像組態也要與實時數據庫中的數據對象建立聯系,還可以動畫形式實現數據的可視性;運行策略對數據進行操作和處理。建立實時數據庫的組態過程也就是定義數據變量的過程。定義數據變量的內容主要包括:指定數據變量名稱、類型、初始值和數值范圍,確定與數據變量存盤相關的參數。數據對象有開關型、數值型、字符型、事件型和組對象等5種類型。針對本系統需求在實時數據庫窗口中建立所需的數據變量如圖3所示。定義數據變量類型并建立其與設備的連接。

圖3 實時數據庫組態
3.3 設備組態
設備窗口也是MCGS系統的重要組成部分,其負責建立系統與外部硬件設備的連接,使得MCGS系統能從外部設備讀取數據并控制機械手工作狀態,實現對機械手的實時監控。在本MCGS系統設備窗口中點擊設備組態,在設備工具箱中打開“通用設備”,選擇“串口通信父設備”進入到設備組態窗口中,再打開“PLC設備”,選中三菱FX-232作為子設備,并對通信父設備屬性行設置,設置波特率為9600bps、數據位長度為7、停止位長度為1、偶校驗、通訊口為COM1,采樣周期為100ms。將組態軟件中的變量與外部PLC設備的端子進行連接,PLC的輸入輸出繼電器狀態的變化直接反映到組態軟件的數據庫變量的變化,從而監控機械手的狀態。[5]
3.4 監控畫面及動畫連接
用戶窗口中可以放置三種不同類型的圖形對象:圖元、圖符和動畫構件。圖元和圖符對象為用戶提供了一套完善的設計制作圖形畫面和定義動畫的方法,在用戶窗口中對機械手界面進行設計及動畫組態,將用戶窗口內創建的圖形對象與實時數據庫中定義的數據對象,建立起對應的關系。最終在MCGS運行環境中運行的效果如圖4所示,機械手的畫面盡量美觀與實際的機械手貼近,監控畫面快速準確的反映機械手的工作狀況,對機械手運行時出現的故障和異常情況能夠及時報警,能夠實現對機械手實時監控,同時也可以通過上位機的監控畫面對機械手進行操作、編程控制機械手的工作方式及運行狀態。
3.5 運行策略腳本程序設計
MCGS組態軟件的循環策略是機械手MCGS控制系統的控制方式及工作過程的體現。通過編寫腳本程序,腳本程序的編程語法類似Basic編程語言,但使用更簡單方便,使用腳本程序來實現機械手的多種工作方式的控制,大大提高機械手的工作效率,優化控制過程,便于監控和修改控制策略。MCGS腳本程序語法比較簡單,語句基本上為:賦值語句、條件語句、退出語句和注釋語句,及循環語句。本系統中的三種工作方式:回原點、自動模式、單周期的腳本程序如圖5所示,通過“IF”語句就可以實現機械手的動畫監控策略的組態。“IF”語句的表達式一般為邏輯表達式,也可以是值為數值型的表達式,當表達式的值為非0時,條件成立,AND語句為并且的意思,多個表達式都為真就執行“Then”后的語句,否則,條件不為真,將不執行該條件塊中包含的語句,開始執行該條件塊后面的語句,其中的變量可以用中文語句,非工程人員都容易理解。
4 結論
本系統創新點在于用MCGS組態技術在機械手控制系統中的應用發揮了其配置靈活、開發周期短、通用性強、編程簡單易讀,系統更易升級改造等優勢,同時監控系統人機交互性好,對機械手運行情況能進行有效、實時、便捷的監控,可以提高生產的安全性和高效性,對在工業生產監控有一定的借鑒意義。
[1]北京昆侖通態自動化軟件科技有限公司.MCGS組態軟件培訓教程[Z].北京:MCGS公司,2005.
[2]范小蘭,趙春鋒.基于PLC的機械手控制在MCGS中的實現[J].制造業自動化,2012,(9).
[3]彭小平.電氣控制及PLC應用技術[M].北京:機械工業出版社,2011.
[4]王蘭英.MCGS組態軟件在PLC實驗教學中的應用[J].物理實驗,2012,(11).
[5]北京昆侖通態自動化軟件科技有限公司.全中文工控組態軟件 MCGS用戶指南[Z].北京:MCGS公司,2003.
猜你喜歡
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創新大賽)(2019年12期)2019-11-29 18:26:17
財經(2017年15期)2017-07-03 22:40:49
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
商業評論(2014年9期)2015-02-28 04:32:41