C300馬氏體時效鋼等離子弧焊接接頭的組織與硬度
2014-09-27 01:25:28張曉牧彭展南田志凌
機械工程材料 2014年10期
楊 帥,彭 云,張曉牧,彭展南,田志凌
(1.鋼鐵研究總院先進鋼鐵流程及材料國家重點實驗室,北京 100081;2.北京科技大學材料科學與工程學院,北京 100083)
0 引 言
馬氏體時效鋼自誕生以來就受到了全世界的密切關注和深入研究[1-7],它以高強、高韌等特性在很多領域得到了廣泛應用[1],如,火箭發動機、導彈、深海潛艇殼體、方程式賽車車身、模具等。不同于傳統意義上的碳強化馬氏體鋼,馬氏體時效鋼是以鐵鎳合金為基礎,通過加入不同含量的鈷、鉬、鈦、鋁等元素,自高溫空冷至室溫后獲得馬氏體基體組織,再經過隨后的時效,依靠析出金屬間化合物來達到強化的目的[1-3]。關于馬氏體時效鋼的物理冶金、時效強化、析出物與母相的位向關系、微量元素的作用等方面已有很多研究報道[1,3-5],馬氏體時效鋼的焊接也已有專述和多篇文獻報道[2,6,7],并指出馬氏體時效鋼具有良好的焊接性,多種焊接方法都可以獲得強韌性良好的接頭,例如,非熔化極氣體保護焊、等離子弧焊、熔化極氣體保護焊、電子束焊、埋弧焊等[2]。但這些研究多集中于C200和C250馬氏體時效鋼,且這兩種材料現在已經不能滿足某些更高強度部件的要求,因此迫切需要大力發展更高強度級別的C300馬氏體時效鋼,并實現其工業化應用;但目前關于C300馬氏體時效鋼焊接性的研究并不多,而采用穿孔型等離子弧焊接(Keyhole Plasma Arc Welding,K-PAW)的就更少了。K-PAW具有焊接效率高,單道焊一次成形的優勢,探索C300馬氏體時效鋼的K-PAW焊接具有重大的實際工程意義。因此,作者采用K-PAW對通過雙真空冶煉工藝生產的C300馬氏體時效鋼進行焊接,分析了焊接接頭的顯微組織和硬度。
1 試樣制備與試驗方法
1.1 試樣制備
試驗用材料為國內某廠提供的C300馬氏體時效鋼,其化學成分(質量分數/%)為18.0Ni,9.0Co,5.0Mo,0.6Ti,0.1Al,余 Fe,符合 AMS6514G 標準;其冶煉工藝為真空感應爐+真空自耗爐重熔;固溶空冷后其硬度不超過35HRC。焊接試樣尺寸為7mm×50mm×100mm,采用AMET型等離子弧焊機進行焊接,小孔型單道焊一次成形,且不加填充金屬,直邊對接,不開坡口。焊接參數如下:焊接電流180A,焊接速度200mm·min-1,焊接熱輸入16.5kJ·cm-1。
1.2 試驗方法

圖1 母材的顯微組織Fig.1 OMmorphology(a)and TEMmorphology(b)of base metal
從焊接接頭上截取金相試樣,研磨拋光后采用體積分數為10%的硝酸酒精溶液腐蝕,然后在DM2500M型正置光學顯微鏡上觀察顯微組織;采用VH-5型維氏硬度計測試硬度,加載載荷49N,保載時間10s;從母材上切取厚為0.4mm的薄片,將其研磨至厚約40μm,然后采用MTP-1A型磁力減薄器對其進行電解雙噴減薄,減薄液為6%(體積分數)高氯酸乙醇溶液,溫度為-25℃,電壓為25V,電流為60mA;采用H800型透射電子顯微鏡(TEM)和S4300型冷場發射掃描電鏡(SEM)觀察顯微組織;采用電鏡附帶的EDAX Genesis6.0型能譜儀進行成分分析。
2 試驗結果與討論
2.1 母材的顯微組織
從圖1(a)中可以看出,試驗鋼母材中的原始奧氏體晶粒粗大,粒徑可達0.5mm左右,并且均勻性較差,晶粒內部還包含有大量退火孿晶,不能直接使用,但作為焊接板材在進行焊后處理之后是可以使用的。從圖1(b)中可以看出,母材為完全的馬氏體組織,并具有很高的位錯密度以及位錯纏結,其馬氏體板條的形貌并不是很典型,所以也有文獻稱之為塊狀馬氏體[1-2]。
2.1 焊接接頭的宏觀形貌和顯微組織
從圖2中可以看出,焊接接頭成形均勻,無燒穿與焊瘤缺陷,但是有局部凹陷現象。這是因為在重力、等離子弧力以及液體表面張力的共同作用下,焊縫金屬在試樣背面下沉凸起,再加上沒有填充金屬,因此導致正面焊縫金屬欠缺,不能完全填滿焊縫,從而造成局部凹陷現象。為避免局部凹陷,以后可考慮適當填充金屬。
從圖3可以看到,焊縫區域呈現出明顯的倒喇叭形貌,上寬下窄。這是因為等離子弧熱源沿著試樣厚度方向形成了上強下弱的溫度場,對試樣上下區域的熔化程度不同導致的。文獻[8]用組合式體積熱源作用模型導出的小孔型等離子弧焊接熔池形貌也為倒喇叭形貌,與作者的試驗結果一致。

圖2 焊接試樣表面的宏觀形貌Fig.2 Macrographs of the sample surface after welding:(a)front and(b)back
從圖3還可以看到,焊接接頭以焊縫中心線為對稱中心,兩側組織形貌對稱分布,呈現出高度的對稱性;焊接接頭可分為焊縫金屬區、固溶區(HAZ1)、時效區(HAZ2)以及母材區,熱影響區由固溶區和時效區組成,根據晶粒度的不同可將固溶區分為粗晶區和細晶區;時效區非常明顯,常被稱為“深色腐蝕區”[7],這是因為在同等腐蝕條件下,這個區域很容易因腐蝕而變黑。
由圖4(a~b)可以看出,焊縫區組織為胞狀樹枝晶。熔融態金屬在半熔化區以交互結晶聯生長大的方式形核和長大,同時焊接熱輸入大,熔融態金屬溫度高,溫度梯度大,為柱狀晶的形成創造了良好的條件。晶粒沿著最大溫度梯度方向結晶長大,最大散熱方向垂直于熔合線,因此兩側樹枝晶以基本垂直于熔合線的方向同時向熔池內部生長,并在焊縫中心接合,如圖4(a)所示。
從圖4(c~d)中可以看出,粗晶粒尺寸可達100~200μm,細晶粒為10~50μm。這種晶粒尺寸的變化是個漸變的過程,間接反映出了溫度場的分布和變化,越靠近熔合線,被加熱的溫度也就越高,晶粒也越粗大,越靠近Af(Af為完全奧氏體化的溫度)等溫線,晶粒越細小。由文獻[9]可知,晶粒的長大速度與被加熱溫度密切相關,隨著加熱溫度的升高,晶粒長大速度呈指數關系迅速增大。另外,在粗大晶粒之間可以看到細小的溝槽,這為部分元素的偏聚區,據文獻[6]報道可知,高溫下部分元素和雜質易于向晶界遷移偏聚,而偏聚區則易于被腐蝕;無論冷速如何,此區域冷卻之后得到的都是硬度約為30HRC的超低碳鐵鎳馬氏體單相組織,抗腐蝕能力較強,在照片上多呈現為淺色,因此有文獻稱之為“淺色腐蝕區”[7]。
由于時效區距熱源中心相對較遠,焊接時此區域溫度升高得并不多,溫度區間為As~Af(As為奧氏體化開始的溫度)時,部分馬氏體基體組織通過切變機制轉變為逆轉變奧氏體,并保留至室溫,同時此區域經歷了時效析出,析出不同類型的金屬間化合物,從而使得局部強化,隨后的硬度分析也進一步證實了這種強化。此區域為α相+γ相+金屬間化合物的復相組織。另外,在晶界間可以清晰地看到大量逆轉變奧氏體,如圖4(e)所示,這是因為晶界偏聚的合金元素降低了局部區域的As點,從而使其在焊接熱源的影響下易于產生逆轉變奧氏體。
從圖4(f)可以看出,緊靠時效區的母材與圖1所示的母材不完全相同,在同等腐蝕條件下,緊靠時效區的母材腐蝕后的顏色比時效區以及圖1中原始母材的都要淺。此區域也受到焊接熱的影響,但是影響微乎其微,文獻[2]將其稱為“HAZ3”,同時也指出,在實際中此區域常被認為是未受影響的母材。
2.3 焊接接頭的SEM形貌
從圖5中可以清楚地看到,新生的焊縫晶粒以熔合區半熔化狀態的基體金屬晶粒表面為形核表面,并以柱狀晶的形態向焊縫中心生長;柱狀晶的寬度約為40μm,在柱狀晶粒內部分布著大量胞狀樹枝晶。

圖4 焊接接頭不同區域的顯微組織Fig.4 Microstructure of different zones of welded joint:(a)weld seam;(b)fusion zone;(c)coarse grain zone;(d)fine grain zone;(e)aging zone and(f)base metal zone
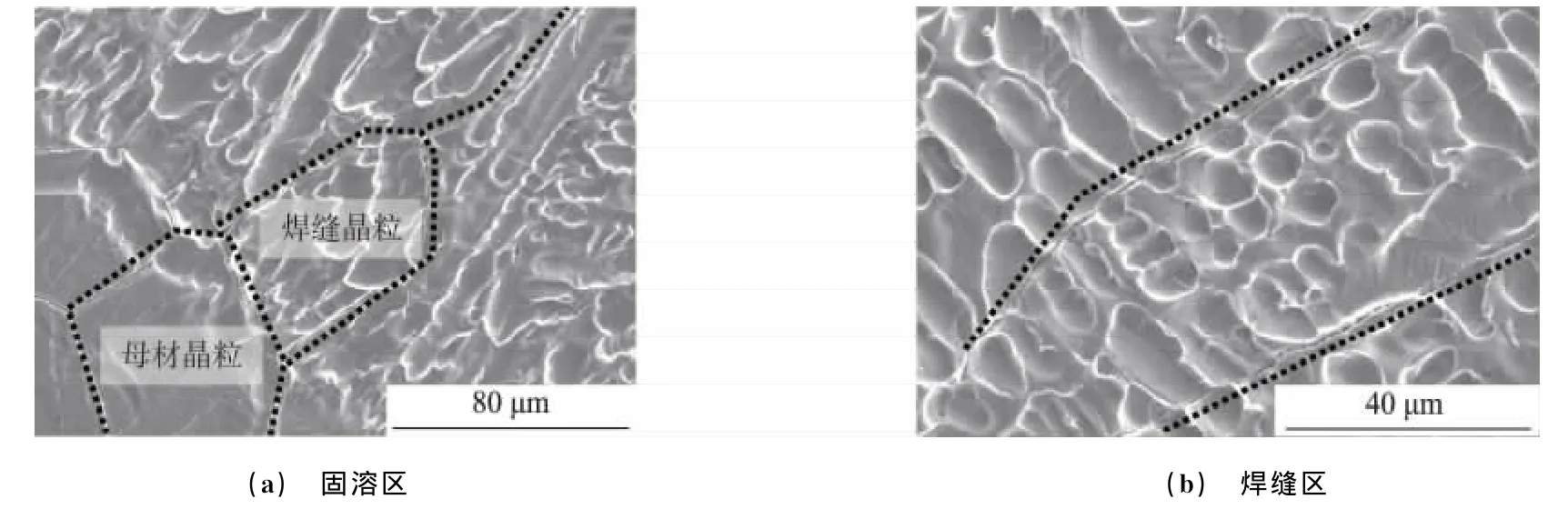
圖5 焊接接頭的SEM形貌Fig.5 SEMmorphology of welded joint:(a)fusion zone and(b)weld seam zone
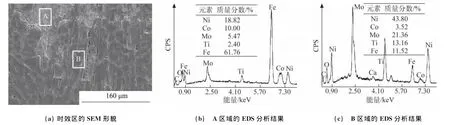
圖6 時效區的SEM形貌和EDS分析結果Fig.6 SEMmorphology of aging zone(a)and EDS results of zone A (b)and zone B(c)
從圖6可以看到,時效區的形貌為皸裂狀;A區域的形貌與成分均與原始母材的接近,并且A區域中鈦和鈷的含量略高;在B區域中,鎳、鉬、鈦嚴重偏聚,并且鈷含量偏少,這種偏聚比焊縫中的偏聚更加嚴重,焊縫在凝固過程中產生溶質再分配,部分溶質元素在枝晶以及胞晶末端和晶間產生富集,其再分配過程符合夏爾(Scheil)公式[10],而時效區僅受熱源的影響,溫度不足以改變晶粒的大小,也無法促進合金元素的擴散。這種“皸裂”形貌在文獻[11]中曾報道過,但究竟是什么原因導致了這種形貌和偏聚,還沒有文獻給出解釋,還有待于進一步深入研究。
2.4 焊接接頭的硬度
從圖7中可以看出,焊縫兩側的硬度分布具有高度對稱性,焊縫金屬的平均硬度約為320HV。由于受焊接熱源的影響,熱影響區不同部位發生了再次固溶和時效,因此固溶區的硬度為C300鋼在固溶態的硬度,與焊縫的相同,時效區的硬度為該鋼在時效態的硬度,硬度峰值出現在時效區的中間區域,即最佳時效區域,約為520HV,而低合金鋼焊接接頭硬度峰值多出現靠近熔合線的粗晶區[12],這是C300鋼焊接接頭與低合金鋼焊接接頭硬度分布顯著不同的地方之一。

圖7 焊接接頭的硬度分布曲線Fig.7 Hardness distribution curves of welded joint
從圖7中還可以看出,距表層不同距離的三條硬度曲線上水平區域A的寬度并不完全取決于焊縫寬度,同時也受固溶區寬度的影響。在試驗條件下,距表層距離1,3,6mm處的焊縫寬度依次約為8,4,2mm,相應的曲線上水平區域寬度依次約為14,12,10mm。雖然焊縫寬度相差較大,但是硬度曲線上水平區域的寬度相差并不大,因此可以認為固溶區的寬度對水平區域的寬度也有重要影響,而影響固溶區的主要因素是焊接熱輸入,因此推測認為,焊接熱輸入對硬度曲線上的水平區域寬度具有重要影響,對此有待通過試驗進一步驗證。
3 結 論
(1)采用穿孔型等離子弧焊接固溶態C300馬氏體時效鋼可得到成形良好的焊接接頭,但為了避免局部凹陷現象,應適當考慮填充金屬。
(2)焊接接頭具有高度對稱性,可分為焊縫區、固溶區(粗晶區和細晶區)、時效區以及母材;焊縫金屬呈倒喇叭形貌,焊縫晶粒依托半熔化的母材晶粒生長;時效區的形貌為皸裂狀,在HAZ2中發現皸裂形貌和A、B區域之間成分的巨大差異,即B區域中,鎳、鉬、鈦嚴重偏聚,鈷含量偏少。
(3)焊接接頭的硬度峰值出現在時效區,硬度分布曲線上水平區域的寬度取決于焊縫與固溶區的寬度;焊縫、固溶區的硬度與母材的基本相同。
[1]HALL M,SLUNDER C J.The metalllurgy,behavior,and application of the 18%Ni maraging steels[M].Washington,DC:National Aeronautics and Space Administration,1968:69-80.
[2]LANG F H,KENYON N.Welding of maraging steels[M].[S.l.]:Welding Research Council,1971.
[3]蔡其鞏,朱靜,何崇智.馬氏體時效鋼的時效結構[J].物理學報,1974,23(3):178-193.
[4]徐玉松,李國一,張偉,等.微量元素對18Ni馬氏體時效鋼顯微組織和力學性能的影響[J].機械工程材料,2011,35(3):32-35.
[5]ZHU F,YIN Y F,FAULKNER R G.Microstructural control of maraging steel C300 [J].Materials Science and Technology,2011,27(1):395-405.
[6]SHAMANTHA C R,NARAYANAN R,IYER K J L,et al.Microstructural changes during welding and subsequent heat treatment of 18Ni(250-grade)maraging steel[J].Materials Science and Engineering:A,2000,287(1):43-51.
[7]TARIQ F,BALOCH R A,AHMED B,et al.Investigation into microstructures of maraging steel 250weldments and effect of post-weld heat treatments[J].Journal of Materials Engineering and Performance,2010,19(2):264-273.
[8]胡慶賢.穿孔等離子弧焊接溫度場的有限元分析[D].濟南:山東大學,2007:86-87.
[9]徐洲,趙連城.金屬固態相變原理[M].北京:科學出版社,2004:55.
[10]余永寧.金屬學原理[M].北京:冶金工業出版社,2007:241-245.
[11]SANATKUMAR B S,NAYAK J,SHETTY A N.Influence of 2-(4-chlorophenyl)-2-oxoethyl benzoate on the hydrogen evolution and corrosion inhibition of 18Ni 250grade weld aged maraging steel in 1.0Msulfuric acid medium[J].International Journal of Hydrogen Energy,2012,37(11):9431-9442.
[12]張文鉞.焊接冶金學[M].北京:機械工業出版社,1999:194.
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52