基于Cruise軟件的某微型貨車整車動力經濟性能淺析
2016-04-11 00:56:55徐鵬
汽車實用技術 2016年2期
關鍵詞:經濟性
徐 鵬
(安徽江淮汽車股份有限公司,安徽 合肥 230000)
?
基于Cruise軟件的某微型貨車整車動力經濟性能淺析
徐 鵬
(安徽江淮汽車股份有限公司,安徽 合肥 230000)
摘 要:利用Cruise軟件建立整車模型并用競品車滑行試驗數據進行理論計算分析,在現有動力總成資源中選擇最優傳動系統匹配方案;為驗證仿真數據的有效性,在競品車基礎上更換動力總成等進行 MLUIE 車實物搭載并做整車動力性和經濟性試驗摸底。結果表明,仿真計算結果的最大誤差為4.77%,在正常誤差范圍內。此種動力匹配的分析方法能精確的反映出整車性能,保證動力傳動系統匹配的合理性。
關鍵詞:Cruise 軟件;動力性;經濟性
10.16638/j.cnki.1671-7988.2016.02.018
CLC NO.: U462.2 Document Code: A Article ID: 1671-7988(2016)02-51-03
前言1、整車模型建立
車輛的動力性和經濟性是衡量汽車性能的重要指標,而車輛的動力系統與傳動系統匹配是否合理對整車的動力性和經濟性將有很大的影響。現應用Cruise 軟件的仿真平臺,選擇公司現有傳動系統,進行動力總成匹配計算,進行多系統、多參數的匹配優化分析,從計算結果中選出最佳的方案,最后保證動力傳動系統匹配的合理性。
1.1 車輛基本參數
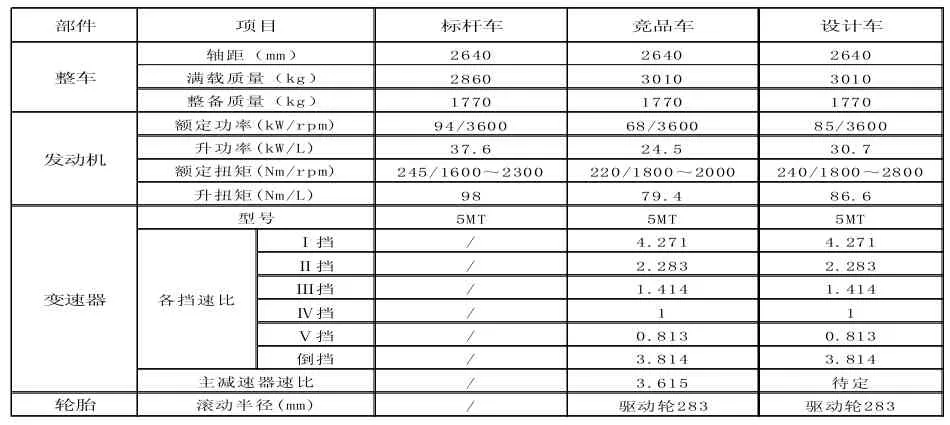
表1 整車基本參數
說明:標桿車為某款進口微型貨車,競品車為在我公司已開發的某款微型貨車,設計車為在競品車基礎上更換動力總成,提升整車動力性經濟性。
1.2 仿真模型建立
建立Cruise軟件車輛模型。該模型主要由以下模塊組成:車輛模塊,發動機模塊,離合器模塊、變速箱模塊、輪胎模塊等。各模塊用機械連接和數據總線連接,仿真模型如圖1。
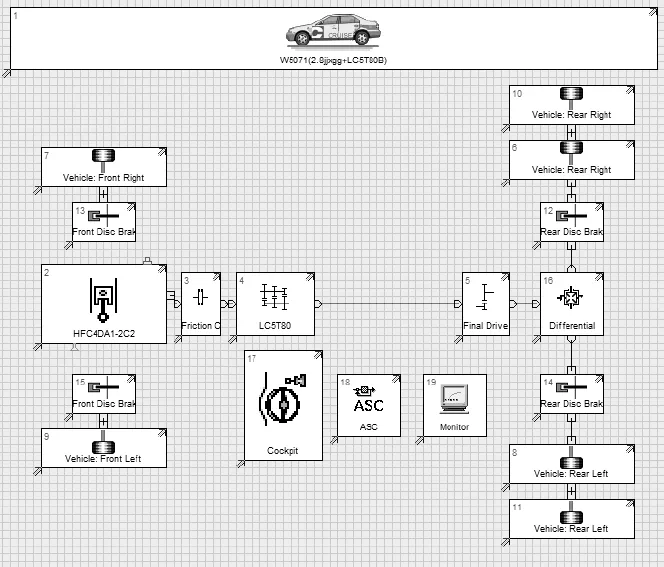
圖1 仿真模型
1.3 整車參數輸入
根據開發設計的整車參數(包括整車、發動機及傳動系參數)輸入Cruise軟件,整車的滑行阻力參數為競品車滑行阻力數據,滑行阻力如圖2。

圖2 整車滑行阻力
1.4 后橋速比選擇確認
根據理論最高車速、最高檔在120km/h時的發動機轉速要求,設定最小速比范圍,根據理論最大爬坡度和最低穩定車速設定最大速比范圍,以此為邊界條件初步設定主減速比范圍。
理論最高車速≥130km/h:
五檔120km/h發動機轉速≤3600
一檔爬坡度≥30%
最低穩定車速≤30km/h

主減速比范圍為:3.097≤1g≤4.1
在以上的后橋速比范圍內,優先考慮公司現有已量產的主減速比產品,其次考慮重新開發新主減速比產品。

現有主減速比 3.273 3.615可開主減發速比 3.909
2、性能計算分析
2.1 動力性分析
2.1.1 外特性對比分析
標桿車、競品車及設計車發動機外特性對比數據見圖3。
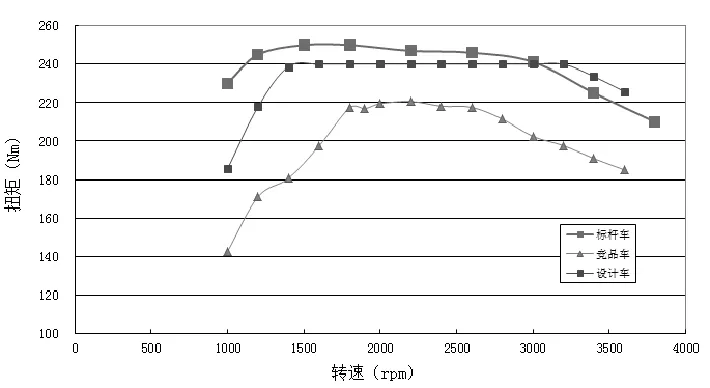
圖3 外特性數據對比
分析說明:
①由發動機外有特性圖可以看出在超速轉速段1800-3000r/min,標桿車發動機扭矩明顯高于設計車發動機,受變速箱最大扭矩限制,此轉速段扭矩已達到峰值,無法進一步提升。設計車加速性能較標桿車有一定差距,但3000r/min后,設計車發動機扭矩優于標桿車,超車加速性能有一定提升。
②從外特性圖分析,設計車選擇與標桿車相同傳動系速比條件下,起步加速性能較標桿車偏差,超車加速性能基本相當,較競品車均好。
2.1.2 動力性計算結果分析
動力性計算結果如表2。

表2 動力性計算結果對比
由動力性計算數據可知:
①受變速箱功率、扭矩限制,設計車選擇3.615速比時最高車速與比標桿車差約16%,與競品車相當;
②選擇3.273速比超車加速性能比標桿車差約20%;選擇為3.615速比時,超車加速性能與標桿車基本相當相當,比競品車高40%;
③選擇3.273速比額定轉速起步加速性能比標桿車差約6%;選擇3.615速比額定轉速起步加速性能與3.273相當,2000轉與2500轉換擋較3.273速比有一定改善;
④最低穩定車速選擇3.615速比比標桿車略優,說明1檔的終速比及發動機的怠速轉速滿足要求;選擇3.273速比最低穩定車速略差。
結論:從動力性的分析結果來看,設計車主減速速比選擇為3.615,加速性能優于競品車,略差于標桿車;選擇3.273速比,加速性能差于標桿車。
2.2 經濟性計算結果分析
經濟性計算結果如表3。
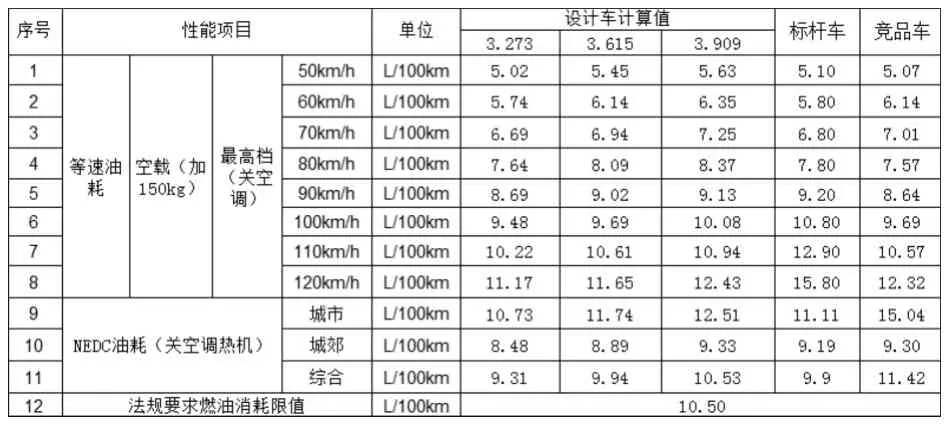
表3 經濟性計算結果
由經濟性計算數據可知:
①選擇3.909速比,綜合油耗超過標準限制,不建議采用。
②車速在90km/h以上時,經試驗驗證競品車阻力優于標桿車,選擇3.615速比,勻速油耗優于標桿車;但低速段等速油耗較標桿車差;選擇3.273速比,低速段等速油耗與標桿車相當,整個等速油耗優于標桿車;相同滑行阻力,在相同傳動系速比條件下,等速油耗差于競品車。
③選擇3.615速比,NEDC循環油耗較標桿車略差,較競品車好;選擇3.273速比,NEDC循環油耗優于標桿車與競品車。
結論:從經濟性的分析結果來看,設計車選擇3.615速比經濟性與標桿車基本相當,優于競品車,選擇3.273速比相對于標桿車、競品車有一定優勢。
3、傳動系速比確認
3.1 經過理論計算,可以得出以下的結論
受設計車變速箱功率與扭矩限制,整車動力性特別是起步加速性能與標桿車有一定差距,但經濟性比標桿車有明顯優勢。經過性能計算分析,選擇3.615速比動力性明顯優于競品車,比標桿車略差,但可以滿足客戶對微型貨車行駛使用需求,且經濟性較標桿車有一定優勢,建議選擇3.615速比方案
3.2 建議整車速比方案
速比方案見表4。

表4 速比方案
4、匹配結果驗證
在競品車基礎上更換設計車動力總成等進行 MLUIE車實物搭載,并進行整車動力性和經濟性試驗摸底,結果如下表5:

表5 誤差對比表
最大誤差為4.77%,在正常誤差范圍內,符合要求。
5、結論
通過利用Cruise軟件建立整車模型,并用競品車滑行試驗數據進行理論計算分析,在現有動力總成資源中選擇最優傳動系統匹配方案,提高了產品設計的準確率,縮短了新產品開發周期。為驗證仿真數據的有效性,在競品車基礎上更換動力總成等進行 MLUIE 車實物搭載并做整車動力性和經濟性試驗摸底。結果表明,仿真計算結果的最大誤差為4.77%,在正常誤差范圍內。此種動力匹配的分析方法能精確的反映出整車性能,保證動力傳動系統匹配的合理性。
參考文獻
[1] 劉惟信,戈平,李偉.汽車發動機與傳動系參數最優匹配的研究[ J ].汽車工程,1991,02:65-72.
[2] 余志生,汽車理論,北京:機械工業出版社,2000.
[3] 陳家瑞.汽車構造.北京.機械工業出版社.2000.
[4] 張大壯,江輝.仿真技術在汽車傳動系參數優化設計中的應用[ J ].汽車技術,1990,12:1-9.
[5] 何仁,劉星榮,何澤民.汽車動力傳動系統最優匹配的研究和發展[ J ]. 江蘇理工大學學報,1997,01:37-41.
The Power Performance And Fuel Economy Analysis Of Mini-Truck Based on Cruise
Xu Peng
( AnHui JiangHuai AutoMobile Co., Ltd, Anhui HeiFei 230000 )
Abstract:Using Cruise to establish the vehicle model and the theoretical calculation of benchmarking car coasting test data analysis,In the existing powertrain resource matching scheme to select the optimal transmission system;To verify the validity of the simulation data,based on benchmarking car to replace the powertrain of the MULE car pick up and make the v ehicle performance and fuel economy testing touch bottom.The results show that the simulation results of the maximum error is 4.7%,basic within the normal range of error.This kind of power matching analysis method can accurately reflect the vehicle performance,ensure the rationality of the power transmission system matching.
Keywords:Cruise; power performance; fuel economy
作者簡介:徐鵬,就職于安徽江淮汽車股份有限公司。
中圖分類號:U462.2
文獻標識碼:A
文章編號:1671-7988(2016)02-51-03
猜你喜歡
房地產導刊(2022年4期)2022-04-19 09:04:10
汽車工程師(2021年12期)2022-01-17 02:29:58
能源工程(2021年6期)2022-01-06 02:04:36
汽車工程師(2021年11期)2021-12-21 06:23:12
建材發展導向(2021年15期)2021-11-05 08:21:08
建材發展導向(2021年15期)2021-11-05 08:21:04
中國資源綜合利用(2016年8期)2016-01-22 07:29:29
四川電力技術(2015年5期)2015-12-19 11:04:54
減速頂與調速技術(2015年4期)2015-03-16 03:39:41
中國工程咨詢(2015年2期)2015-02-14 02:59:22