對電爐安全出鐵的探討
2014-10-08 11:38:40徐力
金屬加工(熱加工) 2014年13期
徐力
鑄造行業高危工作崗位較多,特別是冶金熔煉爐,屬于重點危險源監管設備。冶金熔煉爐的危險源主要有高溫熾熱金屬液、冷卻水和高壓電。本文主要針對高溫熾熱金屬液出鐵操作中存在的安全隱患進行分析,并設計出一種安全出鐵裝置,以消除出鐵崗位存在的安全隱患。
一、出鐵的安全隱患
目前,大多數鑄造企業電爐出鐵澆注的常用工藝方式:①橋式起重機吊包接鐵液→叉車叉包轉運→上線澆注。②叉車叉包接鐵液→叉車叉包轉運→上線澆注。
以上兩種出爐上線的工藝在生產中廣泛采用,但在生產中存在著重大安全隱患。該隱患本質危險因素來自設備本身,這種隱患可以采取適當的管理措施加以控制,從而將風險程度控制到最低。
現在的感應熔煉爐多采用無芯感應加熱形式,電爐出鐵為傾轉方式。由于爐體固定轉軸與爐嘴的軸線位置不同心,加之爐嘴與固定轉軸有高度差,導致傾出的鐵液在一定的距離范圍內任意地拋灑。這種拋灑現象是電爐傾轉出鐵過程中,鐵液在傾爐液壓缸作用下做拋物運動,而在爐嘴位置始終做自由落體運動,在這兩種運動復合條件下產生的。
由于電爐在傾爐出鐵中所具有的固有拋灑現象,使得出鐵中橋式起重機或叉車要不停地挪動鐵液包,確保鐵液傾入包中。在這種生產狀態和生產活動中就具有高風險性。
1.橋式起重機風險
(1)橋式起重機本體風險 熔化爐前所使用的橋式起重機一般屬于冶金橋式起重機,此橋式起重機設計等級都很高,使用管理一般納入重點危險源管理。從橋式起重機本體結構上來說,危險因素有鋼絲繩、吊鉤等。在使用的過程中由于橋式起重機小車及鋼絲繩處于電爐上方,長期受到高溫烘烤后組織將發生變化,有斷股風險。
橋式起重機在出鐵時吊鉤同樣也處在電爐上方,長期受到高溫烘烤,并且伴有來自鐵液沖擊澆包的晃動,吊鉤受到一個綜合的力,同時銷軸也受到一部分剪切力,有銷軸斷裂風險。
(2)橋式起重機管控風險 特種機械設備都應有安全隱患管理辦法,橋式起重機管理也不例外。生產使用中的橋式起重機在納入重點危險源管理后,都要編制相應的管控措施,并按規定每個月檢查一次。
2.叉車風險
采用叉車叉包接鐵液上線澆注的工藝較為普遍,這樣相對于橋式起重機接鐵液的安全系數又高一些。這種高的安全系數是取決于澆包叉持部位的工裝來保證的。
由于電爐在傾爐出鐵中所具有的固有拋灑現象,叉車在叉持澆包接鐵液時,也要根據鐵液傾出路線進行前后運動調整接鐵位置,以防鐵液傾灑包外。在此過程中,若叉車司機誤動作或地面不平等其他原因,鐵液有外濺傷人的風險,澆包有傾翻的風險。
二、電爐安全出鐵的解決方案
針對以上出鐵工藝在安全方面存在的不足,有一些簡單的方法能夠將安全隱患降低或消除。
1.設備本體結構改造
電爐出鐵機構是由爐體固定支架轉軸、爐體傾爐液壓缸及其轉軸、爐嘴三部分組成。爐體出鐵是爐體在傾爐液壓缸上升運動的作用下,爐體聯同爐嘴繞爐體固定支架轉軸轉動實現的。從結構形式上分析,出鐵拋物線的最長和最短距離與爐嘴和爐體固定支架轉軸之間的位移有關。目前的電爐爐嘴與爐體固定支架轉軸之間的位移已經做到極限值,基本上是最佳位置。但是爐嘴的長度可以再優化,爐嘴越短其拋物導向范圍越小。有的電爐出廠時爐嘴做得稍長一些,故用戶可以結合自己電爐平臺及鐵液包的高度做適合自身特點長度的爐嘴。爐嘴長則出鐵澆包移動的位移較大,如圖1a所示;爐嘴短則出鐵澆包移動的位移較小,如圖1b所示。
此方案僅能將出鐵安全隱患降低,而不能達到消除安全隱患的目的。
2.設備外部改造
在電爐爐嘴與澆包之間獨立地增加一套裝置,該裝置起到一個承接鐵液,引導并緩沖的作用。該裝置稱之為鐵液導流槽,鐵液導流槽就是一個具有一定長度的槽,內部能盛放鐵液,其一端正上方對應的是爐嘴,另一端的正下方對應的是澆包。電爐出鐵時,鐵液通過此槽的緩沖作用,以自由落體的形式流入到澆包內,整個出鐵過程不需要挪動澆包。此裝置從工藝角度上講有一定的缺陷,即造渣缺陷。但在安全方面,通過此裝置的使用,能夠很好地消除電爐出鐵帶來的安全隱患。
鐵液導流槽裝置的結構由支撐鋼平臺、鐵槽和耐火材料三部分組成。鐵液導流槽裝置的原理是通過將爐內鐵液傾出到槽內,其前部具有一定高度的擋鐵壩吸收來自以拋物線形式流出的鐵液的沖擊力,并通過擋鐵壩內部的流鐵槽流入到澆包內。鐵液導流槽的結構如圖2所示。
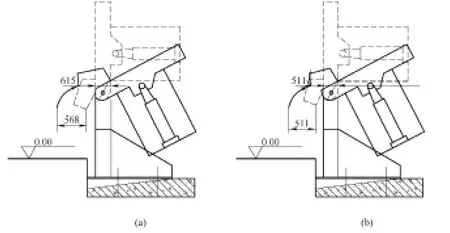
圖1

圖2 鐵液導流槽組成示意

圖3 鐵液導流槽裝置應用示意
三、應用與結論
基于上述方案所制作的鐵液導流槽裝置總成,目前在我廠已得到實際應用,提高了出鐵效率,且在安全上也收到了很好的效果。鐵液導流槽裝置總成與感應熔煉爐和澆包雙聯應用如圖3所示。20140330
