法蘭環縮徑旋壓成形有限元分析及試驗研究
2014-10-10 06:42:54嚴軍張建新南通福樂達汽車配件有限公司
鍛造與沖壓 2014年16期
文/嚴軍,張建新·南通福樂達汽車配件有限公司
劉雨生,薛克敏·合肥工業大學材料科學與工程學院
法蘭環縮徑旋壓成形有限元分析及試驗研究
文/嚴軍,張建新·南通福樂達汽車配件有限公司
劉雨生,薛克敏·合肥工業大學材料科學與工程學院
近年來,汽車工業的快速發展在給人們生活帶來便利的同時,也造成了能源的巨大浪費。研究表明,汽車燃料燃燒所釋放的能量只有1/3左右被有效利用,其余能量散失或排放到大氣中,不僅造成極大的能源浪費,也污染環境。汽車廢熱的再循環使用,有利于實現汽車的節能減排。法蘭環是汽車尾氣再利用裝置中的關鍵部件,其生產工藝采用旋壓成形代替傳統的失蠟鑄造,材料利用率高,而且重量輕、無氣孔縮松等鑄造缺陷。
本文針對法蘭環縮徑旋壓成形工藝,采用有限元模擬方法分析成形過程中的金屬流動、旋壓力變化規律以及產生壁厚不均勻的原因。在此基礎上,提出了工藝改進方案,并進行了物理試驗,得到了合格的法蘭環樣件。
工藝分析
法蘭環的零件幾何尺寸如圖1所示,外徑為114mm,高度為20mm。從圖中可以看出,在法蘭環不同區域的壁厚不同,A區的壁厚為3mm,B區壁厚為5mm,C區壁厚為3.8mm,在B區與C區之間的過渡部分要求壁厚大于4mm。該零件壁厚分布不均勻,且外形輪廓較復雜,采用普通的成形工藝難以保證其尺寸精度。
旋壓成形工藝適合加工壁厚分布不均勻的回轉體零件。本文采用旋壓工藝對法蘭環的成形進行研究,其成形過程如圖2a所示,初始管坯外徑為114mm,壁厚為5mm,高度為57mm。為了旋壓方便,選擇一次成形兩個零件,對管坯進行縮徑旋壓,如圖2b所示。然后,將縮徑旋壓后工件從中間切斷,如圖2c所示。再采用鏟旋工藝,將管坯外直壁部分推平,成形出最終零件,如圖2d所示。
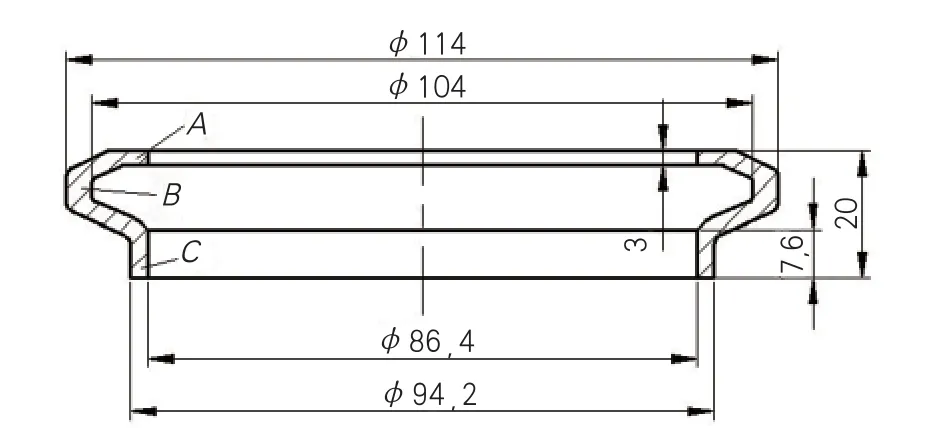
圖1 法蘭環零件尺寸
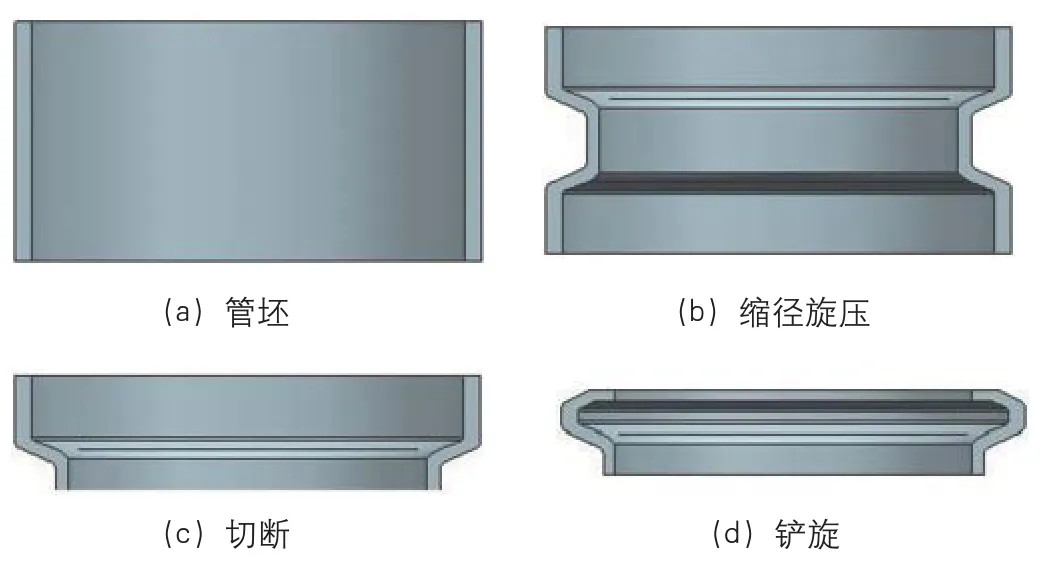
圖2 法蘭環成形過程
法蘭環成形中的關鍵是縮口旋壓階段,應使管坯內凹部分的壁厚分布均勻,避免出現壁厚過渡減薄的情況。對于鏟旋成形部分,文中不作分析。
有限元模型建立
幾何模型
根據試驗中模具和管坯的實際尺寸,基于Simufact軟件建立其有限元模型如圖3所示。芯模和旋輪的輪廓形狀與零件的內外表面一致。在成形過程中,芯模帶動管坯繞軸線做旋轉運動,旋輪沿徑向做進給,同時在摩擦力的作用下產生被動旋轉。管坯材料為304不銹鋼,屈服強度為205MPa,抗拉強度為520MPa,管坯和旋輪的尺寸參數及主要工藝參數見表1。
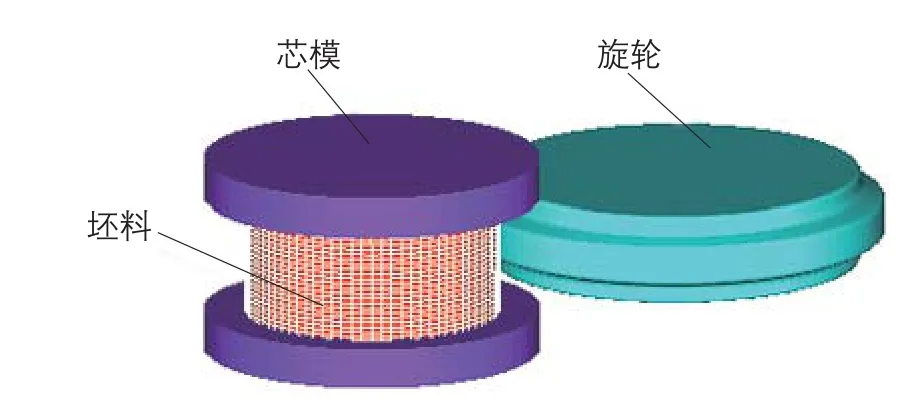
圖3 法蘭環有限元模型
網格劃分
芯模和旋輪定義為剛體,管坯定義為彈塑體,采用六面體單元對其進行網格劃分。對于回轉體的網格劃分,采用軟件自帶的ringmesh網格劃分方法,即先把管坯截面劃分為4節點四邊形網格,再擴展為8節點六面體網格,共劃分8320個網格,同時定義網格劃分準則。
接觸和摩擦設置
管坯在旋壓過程中的變形屬于連續、局部塑性變形,摩擦條件的變化比較復雜。在不影響計算精度的情況下,適當簡化模型。將芯模外表面與坯料內表面設置為粘結接觸,在成形的過程中接觸面不發生相對滑動。各成形工藝參數如主軸轉速、進給比、旋輪的尺寸都會對旋輪與坯料之間的接觸情況產生影響,為了更加符合實際,將旋輪與坯料外表面設置為適合復雜接觸行為的自動接觸類型。
模擬結果分析
等效應變分布和金屬流動規律
為了方便觀察管坯在旋壓過程中的等效應變分布,選取坯料的截面圖如圖4所示。從圖4a中可以看出,等效應變主要分布于與旋輪接觸的區域,且呈帶狀分布。坯料在成形過程中受到較大的拉應力的作用,在管坯與旋輪圓角接觸的區域產生較大的拉應變,這是因為旋輪的圓角較小,使得管坯中間區域的金屬流動較慢。隨著旋輪的徑向進給,應變值呈增大趨勢,且應變值較大的區域也不斷增大。當成形結束之后,最大等效應變達到了1.90,如圖4d所示。
旋壓力變化規律
在后處理中提取旋輪在成形過程中的旋壓力數據,繪制載荷形成曲線如圖5所示。旋輪沿X方向進給,在Y、Z方向的旋壓力趨近于0,因此徑向旋壓力的大小與總旋壓力相近。從圖5中可以看出,在旋壓過程中,由于旋輪與管坯接觸情況不斷變化,旋壓力呈現頻繁波動的趨勢。在成形初始階段,隨著旋輪與坯料接觸面積的增大,旋壓力呈線性增長。當旋輪與坯料進入穩定接觸階段之后,旋壓力趨于穩定,變化較小。在成形結束階段,旋壓力急劇增大,最大值為150kN,載荷較小,實際生產設備可以滿足。
壁厚分析
管坯經過旋壓縮徑后的壁厚分布如圖6所示。由圖可知,縮徑后管坯壁厚分布不均勻,直壁部分壁厚幾乎不發生變化,而在與旋輪圓角接觸區域產生較大的局部減薄,壁厚僅為3mm左右,尚未達到零件所要求的4mm。壁厚缺陷的產生主要是因為管坯在一次成形中的變形量較大,而且旋輪圓角半徑過小,導致金屬流動的不均勻。

■ 表1 數值模擬參數
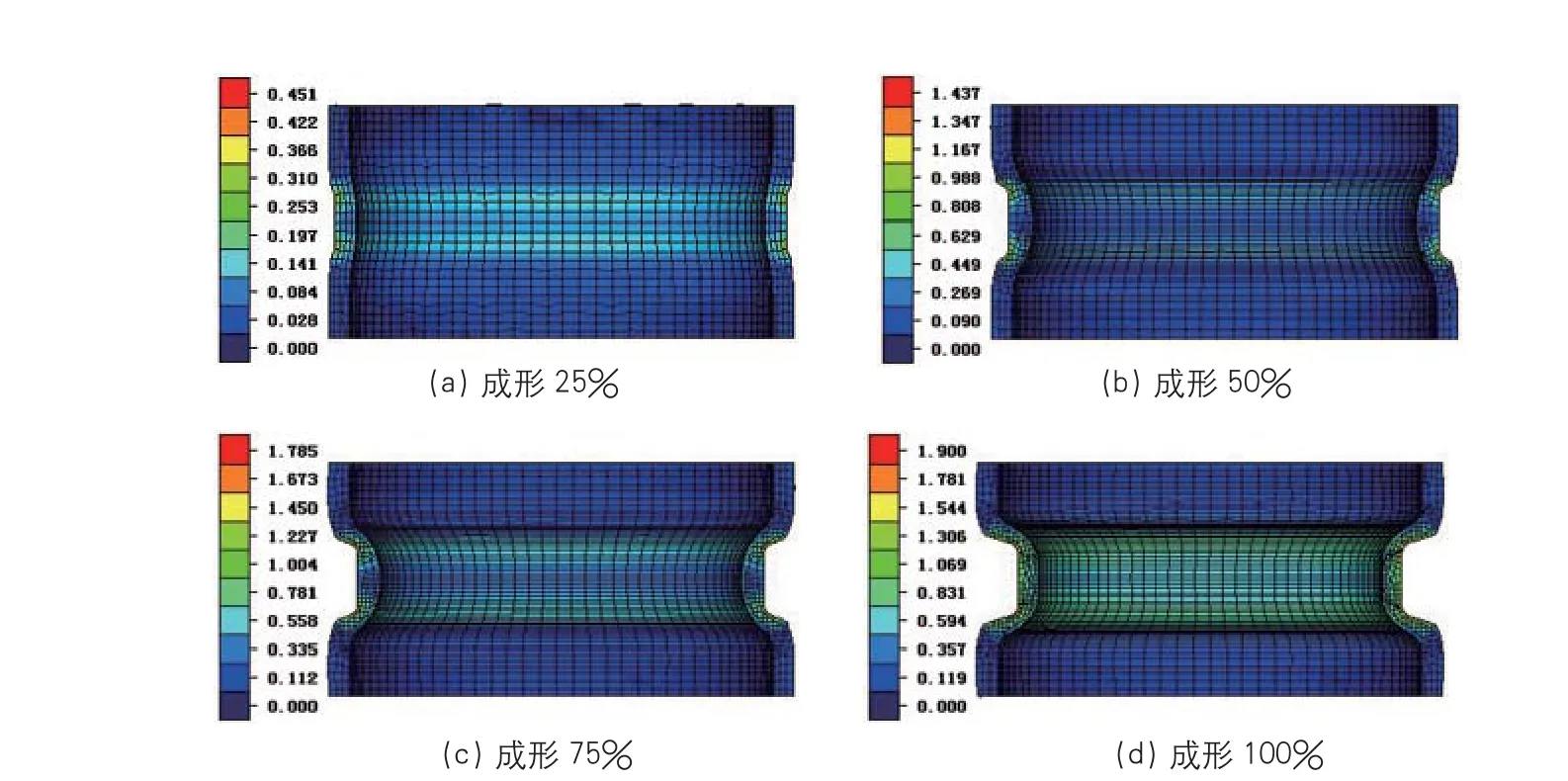
圖4 成形過程中的等效應變分布
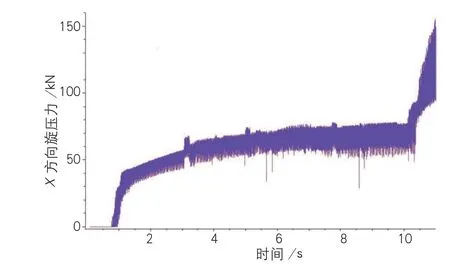
圖5 X方向旋壓力—時間曲線
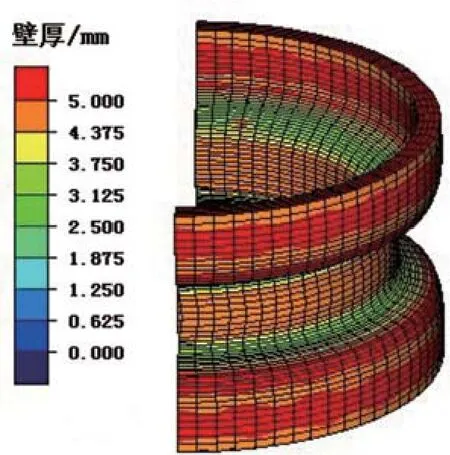
圖6 縮徑旋壓后管坯壁厚分布
工藝改進
壁厚不均勻將會影響零件的使用性能,容易產生裂紋、拉裂缺陷,因此,必須采用措施予以消除。為了改善管坯成形后的壁厚分布情況,除了采用較大的圓角半徑、減小進給比、改善潤滑條件等之外,本文提出在縮徑旋壓之前增加一道預旋工序。預旋工序采用圓角半徑R=13mm的弧形面旋輪,有限元模擬結果如圖7所示。為了明顯觀察成形后管坯的壁厚分布情況,選取模型的1/4。
在預旋之后,管坯整體變形均勻,壁厚減薄較少,管坯的整體壁厚均在4.5mm以上。這是因為采用弧形旋輪,有利于金屬沿旋輪切線方向流動,解決了管坯中間金屬流動困難的問題,使管坯在終旋工序之前壁厚分布更加均勻。經測量,在縮徑旋壓工序之后,管坯圓角處的最小壁厚為4mm左右,滿足零件的強度要求。
試驗與討論
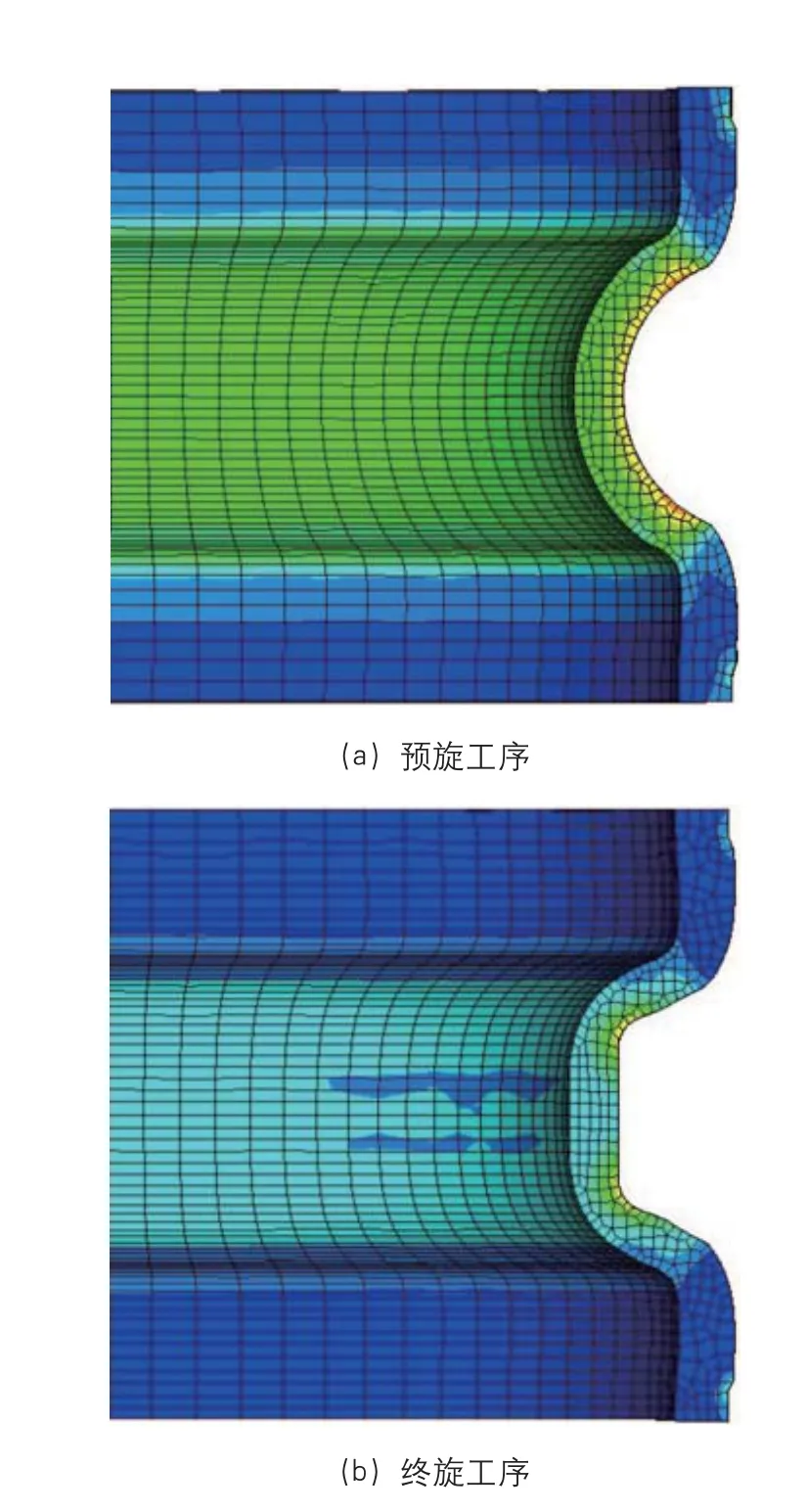
圖7 工藝改進后模擬結果
在雙旋輪旋壓機上進行縮徑旋壓成形工藝試驗,坯料為304不銹鋼鋼管,工藝參數和試驗方案與模擬試驗時相同。原方案和改進方案得到的旋壓樣件如圖8所示,原方案經過縮徑旋壓后在圓角區域出現較大的減薄,與模擬結果吻合;在進行工藝方案改進之后,成形效果良好,明顯地提高了管坯整體壁厚分布的均勻性。
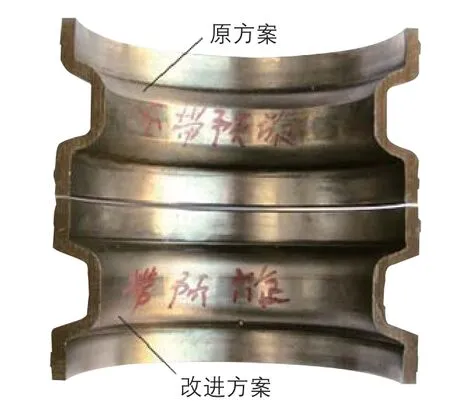
圖8 原方案和改進方案試驗對比
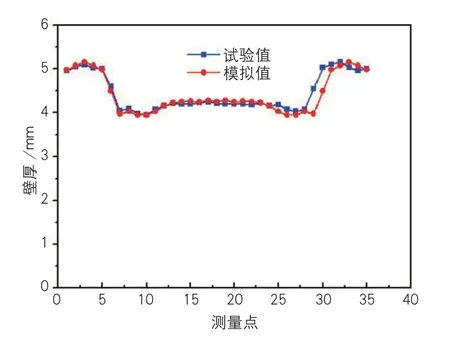
圖9 改進工藝后試驗和模擬的壁厚分布
為了得到縮徑后管坯的具體壁厚分布,在其長度方向上每隔2mm取一個測量點,共35個測量點。圖9為改進方案中數值模擬和試驗測量所得到的壁厚分布曲線。從圖中可以看出,縮徑旋壓后管坯在圓角區域的實際壁厚略大于模擬,最小壁厚為3.95mm;而C區的實際壁厚略小于模擬,但相差不大,試驗與模擬的壁厚分布趨勢基本吻合。因此,采用改進后的工藝方案對管坯進行縮徑旋壓,改善了其壁厚分布情況。
結束語
⑴根據304不銹鋼法蘭環的結構特點,制定了旋壓縮徑與鏟旋相結合的工藝方案,并對旋壓縮徑過程進行了有限元分析,獲得了成形過程中的等效應變分布、旋壓力變化規律和壁厚分布。
⑵針對法蘭環旋壓過程中的壁厚分布不均勻現象,進行工藝改進,增設預旋工步。模擬結果顯示,先采用圓弧形旋輪對管坯進行預旋,再采用終旋輪進行縮徑旋壓,有利于變形區金屬的流動,能夠改善其壁厚分布缺陷。
⑶在旋壓機上對法蘭環縮徑旋壓進行了試驗,試驗結果與模擬結果基本吻合,驗證了工藝改進后方案的可行性。采用預旋+終旋的兩次縮徑旋壓可以有效地減小壁厚減薄,獲得合格的旋壓樣件,對法蘭環的實際生產具有重要的指導意義。
嚴軍,工程師,主要從事沖鍛、旋壓工藝和模具設計。
猜你喜歡
上海節能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24