保險杠工藝性分析及模具設計
2014-10-10 09:20:30王玉梅泰安航天特種車有限公司
鍛造與沖壓 2014年22期
文/王玉梅·泰安航天特種車有限公司
保險杠工藝性分析及模具設計
文/王玉梅·泰安航天特種車有限公司
隨著汽車工業和科技的飛速發展,汽車行業的競爭日趨激烈,汽車制件的工藝正在向著快速、簡潔、省力的方向發展,這就需要我們不斷地改進制件制作的工藝,提高產品的質里和生產效率,簡單來說,就是既要提高汽車質里又要降低汽車制作成本,只有這樣才能滿足現如今市場的需求。而汽車保險杠作為汽車一個不可缺少的組成部分也走向了革新的道路。汽車保險杠的主要作用是吸收和減緩外界沖擊力,從而對汽車和人身安全進行防護。現如今大部分的車輛的保險杠除了要有保護功能外,還要求外觀造型的美觀,保險杠與車體要達到和諧與統一。我公司生產的自卸車屬于非公路用車,該車的作業環境相對惡劣,多為礦區,所以要求保險杠具有更強的防護性能以及更高的強度和剛度。為了滿足自卸式汽車的保險杠的要求,同時提高生產效率降低成本,結合公司的生產現狀,本文對自卸汽車保險杠的生產工藝進行研究分析,得出了一套高效、低成本的保險杠成形工藝。
制件工藝性分析
該保險杠主要形狀尺寸如圖1所示。
原有工藝方案
公司原來采用的工藝方案為:精細等離子切割下料→簡易模具成形加強筋→折彎成形兩長立邊→簡易模具成形兩短立邊→拼焊搭接邊。該方案完成一個制件的加工需5序,精細等離子切割機位于下料車間,液壓機、折彎機、焊機位于車身車間,由于工序多,且每序和每序之間存在著輸送,制作出一個保險杠大概需要10個小時。
改進后的工藝方案
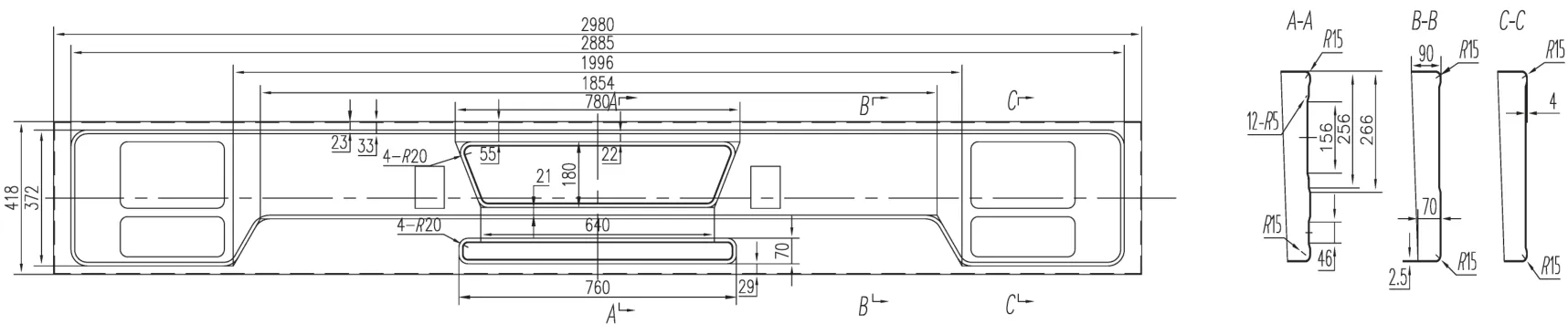
圖1 保險杠零件圖
在產品試制階段采用原先方案后,決定進行改進:精細等離子切割下料→模具成形完成壓筋與折彎→拼焊搭接邊。該方案需要3序完成一個制件的加工,加上工序與工序之間的輸送,制作出一個保險杠大概需要2小時。在人力方面,原方案采用折彎機進行折彎時需要3人操作,改進后的方案,1人即可完成折彎與壓筋。經分析,認為改進后的方案效率高,符合我公司日益增長的產里需求,所以采用改進方案適合我公司現階段的批里生產,該方案已在生產實踐中得到應用并且取得了較好的效果。
模具成形分析
該保險杠所用材料為0235A鋼板,板厚為2.5±0.19mm,工件的制作需完成折彎壓筋兩個成形工藝。因為該鋼板為軟材料,塑性和韌性好,有一定的伸長率,所以在設計彎曲模時應留有一定的凸凹模間隙。
工件的尺寸全部為自由公差,按IT12級選擇尺寸公差;角度按照GB/T 15055-2007沖壓件未注公差尺寸極限偏差m級,可知:角度為90°±45′;該鋼板的允許最小折彎半徑rmin=0.5t=1.25mm,零件的彎曲半徑r=12.5mm>1.25mm,所以折彎模具成形時圓角處不會彎裂。
計算零件的相對彎曲半徑r1/t=12.5/2.5=5,彎曲變形后角度回彈較小,彎曲半徑變化也不大,所以在凸模上采取補償且取較小的間隙即可達到要求。
模具設計涉及到的計算
保險杠展開長度計算
保險杠展開尺寸如圖2所示,經計算其長、寬分別為:3102mm、555mm。圖3所示為保險杠的下料圖。
力的計算
經計算,校正力為2718.4kN,壓筋力為515.84kN,壓筋折彎力為3234.24kN,根據以上力的計算選擇設備HTP27-630四柱液壓機進行壓筋折彎。
折彎間隙、模具尺寸及其他參數計算
經計算,折彎間隙為2.84mm,折彎凹模口的尺寸為417.66mm,折彎凸模口的尺寸為417.66mm,彎曲時凹模深度為35mm,橡膠高度為141mm,限位塊高度取88mm。
模具結構設計
模具結構如圖4所示,上模刃口是折彎工藝的凸模,是壓筋工藝的凹模;下模刃口Ⅰ、Ⅱ是折彎工藝的凹模,凸模是壓筋的凸模,該模具采用導向板進行導向。
模具結構要點分析
折彎模具部分
為防止回彈,在上模刃口的左右兩側留2t作為折彎直邊,從2t點到壓筋模處采用斜邊結構,兩側1mm高度差斜向上,同理在凸模兩側2t寬度采用直邊,從2t點到壓筋模處采取斜邊結構,即兩側1mm斜向上,此凸模是壓筋成形的凸模,對于折彎工藝它的作用是作為頂料板,中間高、兩側低;上模座兩側各縮進10mm,以防止回彈板料往

圖2 保險杠展開尺寸計算圖

圖3 保險杠下料展開圖

圖4 模具結構圖

圖5 凸模
結束語
外側擴。如圖5所示。
間隙在最初設計時按計算結果的大值設計,在調試模具時可通過在折彎凹模處塞銅皮以達到調整折彎模具間隙的目的。
壓筋模具部分
凹模比凸模進入的深度深1mm。
本文對自卸車保險杠制作的兩種工藝方案進行分析,從而得出使用模具成形可以提高保險杠的生產效率。該模具投入生產以來,已生產出3000件保險杠。通過實際生產證明,采用模具成形出的保險杠符合保險杠的性能指標和設計要求, 保險杠的整體性能得到明顯改善,同時能夠滿足批里生產的要求,降低了操作者的勞動強度,降低了生產成本。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
