鋁合金異型面厚板件電磁翻邊線圈設(shè)計(jì)和有限元分析
2014-10-16 08:10:14黃亮徐子文劉賢龍李建軍華中科技大學(xué)材料學(xué)院材料成形與模具技術(shù)國(guó)家重點(diǎn)實(shí)驗(yàn)室
鍛造與沖壓 2014年22期
關(guān)鍵詞:有限元
文/黃亮,徐子文,劉賢龍,李建軍·華中科技大學(xué)材料學(xué)院材料成形與模具技術(shù)國(guó)家重點(diǎn)實(shí)驗(yàn)室
鋁合金異型面厚板件電磁翻邊線圈設(shè)計(jì)和有限元分析
文/黃亮,徐子文,劉賢龍,李建軍·華中科技大學(xué)材料學(xué)院材料成形與模具技術(shù)國(guó)家重點(diǎn)實(shí)驗(yàn)室

黃亮,博士/博士后。主要從事先進(jìn)金屬材料塑性成形技術(shù)及形狀/性能一體化控制的理論解析、實(shí)驗(yàn)和數(shù)值模擬研究,已在國(guó)內(nèi)外高水平學(xué)術(shù)期刊上發(fā)表論文30余篇。
隨著我國(guó)航空航天事業(yè)的迅猛發(fā)展,對(duì)航天飛行器和航空運(yùn)載工具的使用提出了更高的要求,這就給制造工藝提出了新的挑戰(zhàn)。鋁合金具有強(qiáng)度高、耐腐蝕等優(yōu)點(diǎn),廣泛應(yīng)用在運(yùn)載火箭艙體和油料貯箱、飛機(jī)機(jī)身和機(jī)翼等重要部位。為保證這些部件的使用性能和壽命,所使用的鋁合金板材厚度不能太薄,比如航天運(yùn)載火箭油料貯箱的厚度一般為5~12mm,油料貯箱型面是復(fù)雜的橢球形面,并且需要在型面上制作出翻邊孔來(lái)與管路進(jìn)行連接,該翻邊孔的軸向與型面的法向成一定的角度,這就給翻邊工藝帶來(lái)了較大的困難。研究發(fā)現(xiàn),電磁成形可以極大地提高鋁合金的成形極限,相比于傳統(tǒng)成形工藝有較大的優(yōu)勢(shì),若采用電磁成形工藝對(duì)鋁合金異型面厚板件進(jìn)行翻邊成形,能避免傳統(tǒng)成形工藝中零件易產(chǎn)生裂紋和起皺等問(wèn)題。本文基于ANSYS有限元平臺(tái),采用松散耦合法對(duì)鋁合金異型面厚板件電磁翻邊成形進(jìn)行了有限元數(shù)值模擬,研究了驅(qū)動(dòng)線圈形狀、層數(shù)等參數(shù)對(duì)電磁翻邊成形的影響。
異型孔電磁翻邊線圈設(shè)計(jì)
本文所要研究的是厚度為5.5mm的鋁合金異型孔的電磁翻邊,并且坯料的表面輪廓是橢球形,如圖1所示,坯料內(nèi)徑為50mm、外徑為200mm。根據(jù)坯料的形狀特點(diǎn),設(shè)計(jì)出了3種單層線圈:平板螺旋線圈、平板跑道形線圈和前凸螺旋線圈。
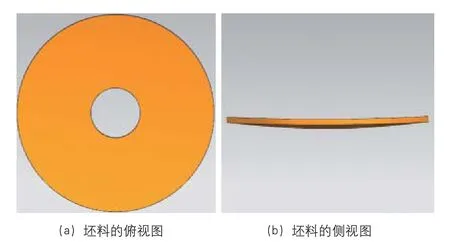
圖1 電磁翻邊坯料形狀圖
平板螺旋線圈
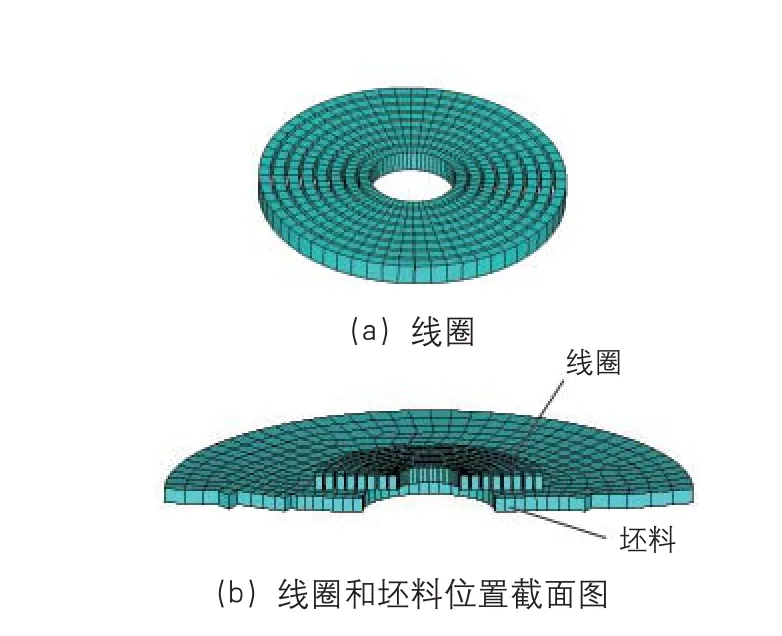
圖2 平板螺旋線圈及坯料位置示意圖

圖3 平板螺旋線圈作用下坯料所受電磁力(單位:N)
平板跑道形線圈

圖4 平板跑道形線圈及坯料位置示意圖
由于凹模孔口的截面圖不是圓形而是橢圓形,所以翻出來(lái)的孔也是橢圓形。為了更好地使零件貼邊,試驗(yàn)采用比圓形線圈更加接近模具孔口形狀的跑道形線圈,如圖4所示。該線圈直道部分的長(zhǎng)度是12mm,最里面的線圈環(huán)的彎道部分是半圓的,最小的半徑為10mm,匝間距為1mm。在放電電壓為20kV下所產(chǎn)生的放電電流數(shù)據(jù)作為電流載荷施加在線圈上,分析發(fā)現(xiàn),電磁力最大值為19.7217N(圖5)。

圖5 平板跑道形線圈作用下坯料所受電磁力(單位:N)
前凸螺旋線圈
由于坯料的曲面輪廓為橢圓曲面,使用平板線圈則不可能保證線圈到坯料的距離都相等,為了使線圈與坯料間距更加均勻,設(shè)計(jì)出一種前凸螺旋線圈,如圖6所示,所繞制的線圈匝數(shù)為8,其中繞制的最小的線圈圓環(huán)最內(nèi)層輪廓圓的半徑為12mm,線圈橫截面的長(zhǎng)寬分別為6mm、3mm,線圈匝間距為1mm。采用這種設(shè)計(jì)是由于坯料輪廓為曲面,如果采用平板線圈的話,線圈與坯料各處的間距就會(huì)不一致,這樣線圈放電在坯料上產(chǎn)生的電磁力就會(huì)因此而變得極不均勻,而采用此線圈會(huì)使線圈與坯料的間距變得均勻。在放電電壓為20kV時(shí)放電電流數(shù)據(jù)加載到線圈上產(chǎn)生回路電流,加載完成后利用ANSYS/Emag電磁場(chǎng)有限元模擬進(jìn)行有限元分析,發(fā)現(xiàn)最大電磁力為28.0428N,如圖7所示。

圖6 前凸螺旋線圈及坯料位置示意圖

圖7 前凸螺旋線圈作用下坯料所受電磁力(單位:N)
由圖7可知,使用前凸螺旋線圈的最大電磁力相比較于前兩種線圈來(lái)說(shuō)大幅增加,且在坯料內(nèi)環(huán)附近電磁力的值較大的區(qū)域大致成一個(gè)圓環(huán)狀,這個(gè)圓環(huán)狀區(qū)域的徑向分布也比前面兩種線圈要大。
線圈選取與評(píng)估
根據(jù)上述3種線圈在相同的放電電壓作用下所產(chǎn)生電磁力的大小與分布,得到3種線圈作用下在坯料同一半徑截面上沿徑向的電磁力分布,如圖8所示。分析可知,使用前凸螺旋線圈的電磁力最大最均勻,而且線圈與坯料的間距也較均勻,成形后的工件殘余應(yīng)力的分布也較均勻,最大磁場(chǎng)力相較于平板螺旋線圈、平板跑道形線圈分別提高20%和48.2%。
她不但對(duì)梁閏生要避嫌疑,跟他們這一伙人都疏遠(yuǎn)了,總覺(jué)得他們用好奇的異樣的眼光看她。珍珠港事變后,海路一通,都轉(zhuǎn)學(xué)到上海去了。同是淪陷區(qū),上海還有書可念。她沒(méi)跟他們一塊走,在上海也沒(méi)有來(lái)往。

圖8 3種不同線圈作用下的徑向電磁力分布
線圈層數(shù)對(duì)異型孔電磁成形的影響
多層線圈設(shè)計(jì)
通過(guò)上面對(duì)單層線圈結(jié)構(gòu)的研究,發(fā)現(xiàn)前凸螺旋線圈的效果相較于其他兩種線圈最好,如果使用單層線圈進(jìn)行電磁翻邊成形,由于板料較厚,成形件的形狀也比較復(fù)雜,所以需要很高的放電電壓,在產(chǎn)生電磁力的同時(shí),單層線圈也會(huì)承受很大反作用力。基于上述考慮,采用了多層平板線圈,在相同的放電電壓的條件下,產(chǎn)生的電磁力比單層線圈有極大的提高,同時(shí)多層線圈會(huì)提高線圈結(jié)構(gòu)的強(qiáng)度,防止反作用力過(guò)大將線圈損壞。因此,以平板線圈為例,在保持線圈匝數(shù)和大小、線圈截面形狀和尺寸、匝間距等條件不變的情況下,研究線圈層數(shù)對(duì)電磁翻邊成形的影響。圖9為不同層數(shù)的線圈示意圖。

圖9 一層、二層、三層平板螺旋線圈及其相對(duì)位置示意圖
線圈層數(shù)對(duì)電磁力的影響

圖10 線圈層數(shù)對(duì)電磁力的徑向分布的影響
選取放電電壓為20kV,對(duì)電磁力模擬結(jié)果數(shù)據(jù)進(jìn)行分析比較,如圖10所示。由圖可知,隨著線圈層數(shù)的增加,板料上沿著半徑方向的電磁力顯著增加,但是電磁力沿著徑向的分布和變化規(guī)律大致相同,這說(shuō)明線圈層數(shù)的改變只會(huì)影響到電磁力大小,不會(huì)對(duì)其在坯料上的分布規(guī)律產(chǎn)生影響。因此,在所需電磁場(chǎng)的成形效果相同的條件下,采用多層線圈可以減小放電電壓,這就降低了對(duì)電磁成形放電設(shè)備的要求。同時(shí),采用多層線圈不會(huì)改變平板螺旋線圈在坯料上產(chǎn)生的電磁場(chǎng)的變化規(guī)律,只是會(huì)增大相應(yīng)的數(shù)值大小,這樣一來(lái)多層線圈的電磁力分布規(guī)律和單層平板螺旋線圈的電磁力分布規(guī)律一致,可以較大地發(fā)揮其電磁力分布上的優(yōu)勢(shì)。當(dāng)線圈層數(shù)為3層時(shí),坯料上所受到的最大電磁力相較于單層線圈提高了近3倍,并且不改變電磁力等參數(shù)在坯料上的分布規(guī)律,作為驅(qū)動(dòng)線圈,采用3層結(jié)構(gòu)所需放電電壓最小,對(duì)電磁成形裝置要求較低,線圈強(qiáng)度高,適用性強(qiáng)。
基于以上研究,綜合分析放電電壓及線圈層數(shù)對(duì)電磁成形的影響,在線圈層數(shù)分別為1、2、3層時(shí),模擬了放電電壓分別是15kV、20kV、30kV時(shí)電磁場(chǎng)在坯料上的分布規(guī)律。圖11是3種線圈在不同放電電壓下得到的最大電磁力變化規(guī)律。由圖可知,放電電壓和線圈層數(shù)均對(duì)電磁成形有著很大的影響,隨著線圈層數(shù)、放電電壓的增加,坯料上產(chǎn)生的電磁力也會(huì)顯著增加。

圖12 鋁合金異型面厚板件電磁翻邊有限元模型
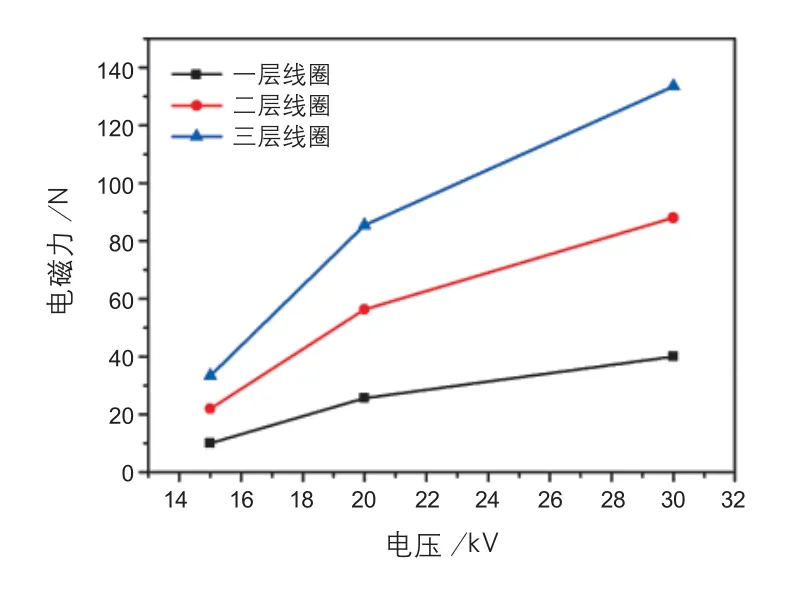
圖11 線圈層數(shù)及放電電壓對(duì)電磁力的影響
有限元模型的建立
本文的鋁合金異型面厚板件選用的預(yù)制坯料的外形輪廓為橢球面,其翻邊孔與坯料的法向成18°的夾角,其異型孔直徑為70mm,材料為5A06鋁合金,厚度為5.5mm。由于需要考察多種線圈條件、工藝條件對(duì)電磁翻邊成形的影響,且放電電壓和產(chǎn)生的電磁力較大,以及由于坯料的變形而產(chǎn)生的電磁場(chǎng)的變化對(duì)結(jié)果的影響程度較低。因此,采用松散耦合法進(jìn)行有限元數(shù)值計(jì)算。圖12為有限元數(shù)值模型。
有限元模擬結(jié)果及分析
分別采用單層前凸螺旋線圈和3層平板螺旋線圈進(jìn)行有限元模擬,線圈與坯料的距離為2mm,單層前凸螺旋線圈分別采用20kV、30kV、40kV、50kV的放電電壓;3層平板螺旋線圈分別采用15kV、20kV、30kV的放電電壓。為了直觀地觀察成形后坯料的貼模情況,選用(0,180°)、(45,225°)、(90,270°)、(135,315°)這4種角度的剖視圖進(jìn)行觀察(圖13)。

圖13 有限元模擬結(jié)果剖視圖
單層前凸螺旋線圈有限元模擬結(jié)果及分析

圖14 最大偏離距離d和最大成形高度h示意圖
將4組模擬結(jié)果中坯料和凹模分別沿著(0,180°)、(90,270°)截開(kāi)。可知,隨著放電電壓的增加,坯料翻邊變形程度越好,坯料與模具的貼合情況也越來(lái)越好。為了定里地描述成形質(zhì)里,采用如圖14所示最大偏離距離d和最大成形高度h兩個(gè)參數(shù)作為技術(shù)指標(biāo)進(jìn)行描述,其中d表示成形后工件不貼模部分與成形凹模之間的最大偏離距離,h表示成形后坯料在z向的最大高度。表1是放電電壓為20kV、30kV、40kV和50kV時(shí)以上兩種參數(shù)的大小對(duì)比。隨著放電電壓的增加,成形后工件不貼模處與凹模的偏離距離越來(lái)越小,而成形高度越來(lái)越大。在放電電壓為50kV時(shí),不貼模處與凹模的偏離距離最小,為1.643mm,成形高度最大,為23.085mm。由此得出在放電電壓為50kV時(shí),電磁翻邊成形件的形狀最佳。
多層線圈有限元模擬過(guò)程及結(jié)果分析
將3組模擬所得的模擬結(jié)果中成形工件和凹模分別沿著(0,180°)、(90,270°)截開(kāi)。可知,隨著放電電壓的增加,成形后的翻邊件與凹模的貼合越來(lái)越好。同時(shí),對(duì)模擬結(jié)果進(jìn)行定里分析,如表2所示。隨著放電電壓的增加,坯料成形后與凹模的偏離距離越來(lái)越小,且成形高度會(huì)越來(lái)越高,在使用3層平板螺旋線圈時(shí),放電電壓為30kV下所得的翻邊成形結(jié)果的參數(shù)d和h的大小分別為1.249mm、21.865mm,與50kV下使用單層前凸螺旋線圈所得的結(jié)果1.643mm、23.085mm相近,均是所有模擬結(jié)果中最佳的。

■ 表1 不同放電電壓下參數(shù)d、h大小對(duì)比(單層前凸螺旋線圈模擬結(jié)果)

■ 表2 不同放電電壓下參數(shù)d、h大小對(duì)比(多層平板螺旋線圈模擬結(jié)果)
綜上所述,50kV下使用單層前凸螺旋線圈、30kV下使用3層平板螺旋線圈的成形效果是最好的,但是相比較而言,使用3層平板螺旋線圈所需的放電電壓較小,并且3層線圈強(qiáng)度比單層線圈高,結(jié)構(gòu)會(huì)更加穩(wěn)固,這樣在電磁成形過(guò)程中,線圈對(duì)坯料所受電磁力的反作用力的承受能力會(huì)更好。因此,對(duì)30kV的放電電壓下使用3層平板螺旋線圈所得的模擬結(jié)果進(jìn)行成形性能的分析。在30kV下所得工件的整體輪廓如圖15所示,所得的翻邊輪廓非常清晰,顯示的最大成形高度為21.865mm。

圖15 電磁翻邊成形模擬結(jié)果(多層平板螺旋線圈)
為了進(jìn)一步觀察坯料的貼模性能,將坯料和凹模沿著(0,180°)、(45,225°)、(90,270°)、(135, 315°)4種不同的角度分別截開(kāi),觀察坯料成形后是否貼模。可知,坯料在電磁翻邊成形后,與凹模的貼合情況良好,沒(méi)有出現(xiàn)不貼模、起皺和彎曲等情況,成形后的形狀較好。電磁成形的結(jié)構(gòu)場(chǎng)模擬時(shí)變形時(shí)間持續(xù)了0.8ms,這充分說(shuō)明了電磁翻邊成形屬于高速成形的范疇。在變形時(shí)間的前0.3ms,給坯料施加從電磁場(chǎng)計(jì)算出來(lái)導(dǎo)入到結(jié)構(gòu)場(chǎng)的節(jié)點(diǎn)電磁力,在這些電磁力的作用下坯料產(chǎn)生的巨大的加速度,其數(shù)里級(jí)能夠達(dá)到106~107m/s2,在電磁力施加結(jié)束后的0.5ms里,坯料依靠電磁力作用下產(chǎn)生的慣性變形,最終成形為所需的翻孔件。圖16為坯料成形過(guò)程的中間載荷步的電磁力沿著坯料徑向的分布曲線,可知,電磁力在坯料內(nèi)孔徑的內(nèi)側(cè)約7.55mm處取得最大值,電磁力主要作用在坯料上向下翻邊的部分,作用的位置也較為合理。
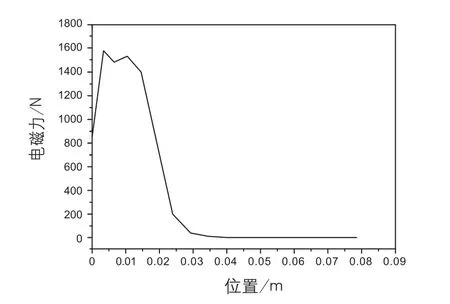
圖16 放電電壓為50kV時(shí)徑向電磁力分布
在板料成形的最后一個(gè)載荷步,應(yīng)力達(dá)到最大,最大應(yīng)力值為152MPa,且該值出現(xiàn)在坯料的內(nèi)孔徑邊緣地帶,應(yīng)力集中也主要出現(xiàn)在此處,如圖17所示。應(yīng)力沿坯料的徑向分布的變化曲線如圖18所示,應(yīng)變沿坯料的徑向分布的變化曲線如圖19所示。同應(yīng)力最大值相似,應(yīng)變最大值也出現(xiàn)在坯料內(nèi)孔徑的邊緣,應(yīng)變最大值為0.42747,應(yīng)變沿著坯料徑向向外總體呈下降趨勢(shì)變化,但是在凹模圓角處,應(yīng)變有一點(diǎn)上升的趨勢(shì),這是因?yàn)榘寄A角處會(huì)出現(xiàn)應(yīng)力集中現(xiàn)象。

圖17 放電電壓為50kV時(shí)應(yīng)力分布及應(yīng)力集中處

圖18 放電電壓為50kV時(shí)沿坯料徑向的應(yīng)力分布
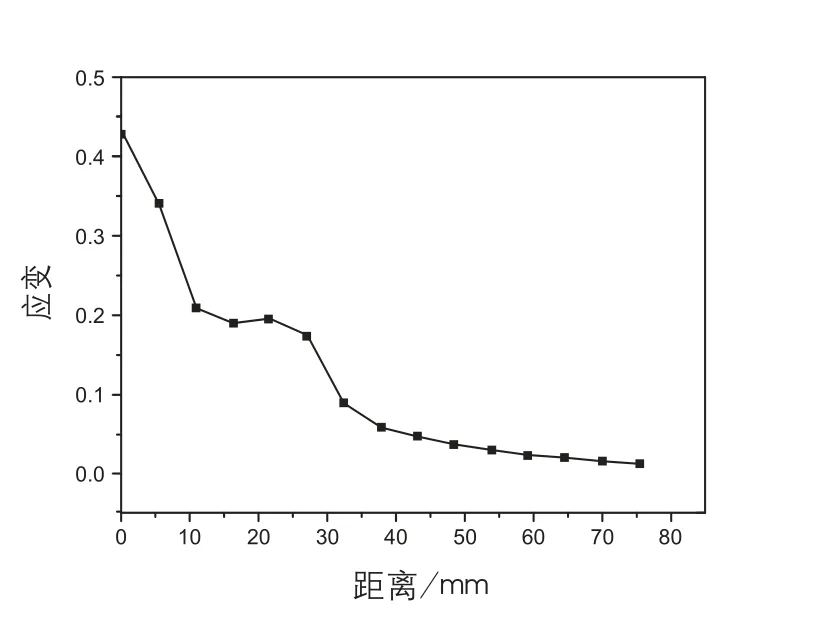
圖19 放電電壓為50kV時(shí)沿坯料徑向的應(yīng)變分布
結(jié)束語(yǔ)
本文基于ANSYS有限元平臺(tái),采用松散耦合法對(duì)5A06鋁合金異型面厚板件的管路連接孔的電磁翻邊成形進(jìn)行了有限元數(shù)值模擬分析,研究了驅(qū)動(dòng)線圈形狀、層數(shù)等參數(shù)對(duì)電磁翻邊成形的影響,得出如下結(jié)論:
(1)設(shè)計(jì)并分析了平板螺旋線圈、平板跑道形線圈和前凸螺旋線圈這3種單層線圈分別作為鋁合金異型面厚板件電磁翻邊的驅(qū)動(dòng)線圈時(shí)對(duì)成形性能的影響,結(jié)果發(fā)現(xiàn)選用前凸螺旋線圈在坯料上所產(chǎn)生的電磁力分布更合理,最大磁場(chǎng)力相較于平板螺旋線圈、平板跑道形線圈分別提高20%、48.2%。
(2)當(dāng)平板螺旋線圈層數(shù)為3層時(shí),坯料上所受到的最大電磁力相較于單層線圈提高了近3倍,并且不改變電磁力等參數(shù)在坯料上的分布規(guī)律,作為驅(qū)動(dòng)線圈,采用3層結(jié)構(gòu)所需放電電壓最小,對(duì)電磁成形裝置要求較低,線圈強(qiáng)度高,適用性強(qiáng)。
(3)采用線圈結(jié)構(gòu)最優(yōu)的3層平板螺旋線圈得到的工件最大翻邊高度達(dá)21.865mm,坯料與凹模貼邊處的最大距離為1.249mm。 (*本文通訊作者:李建軍,華中科技大學(xué)材料成形與模具技術(shù)國(guó)家重點(diǎn)實(shí)驗(yàn)室主任,E-mail:ljj@263.net.cn)
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(bào)(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
