汽車前橋轉向系統橫拉桿縮口模具設計及改進
2014-10-12 05:56:24江蘇省宿遷市方圓機械有限公司223800
金屬加工(冷加工) 2014年14期
江蘇省宿遷市方圓機械有限公司 (223800) 苗 進
宿遷學院 (江蘇 223800) 翟崇琳
汽車前橋轉向系統經常會用到橫拉桿零件,橫拉桿的材料以無縫鋼管為主,兩端通過縮口然后加工內螺紋與拉桿接頭聯接。這種零件的縮口工藝很重要,縮口的質量直接影響到橫拉桿與兩端拉桿接頭螺紋聯接的緊固性,而縮口的質量由模具來保證,以本公司生產的一種橫拉桿為例,主要探討橫拉桿縮口模具的設計及改進,僅供參考,其他機加工不作討論,產品如圖1所示。橫拉桿的毛坯尺寸為外徑48 mm、內徑38 mm、長度970 mm,材料為Q345D無縫鋼管。
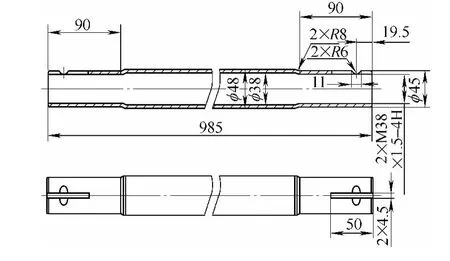
圖1
1.原縮口模具結構及缺點
原縮口模具結構較為簡易,模具材料選用Cr12,如圖2所示,此模具安裝在平鍛機床上,工作過程:上、下模先閉合,毛坯從右端由液壓缸活塞桿頂入模具,通過限位,擠壓出滿足圖樣的縮口長度,退回活塞桿,上模抬起,取出工件。
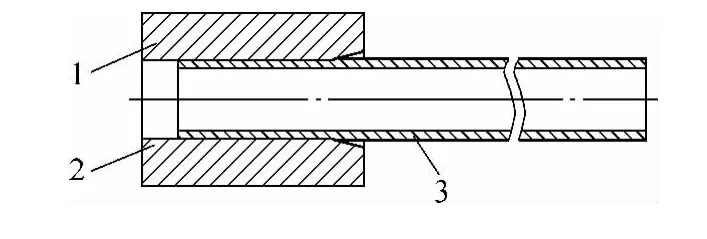
圖2
這種模具在使用初期,生產出的產品也能滿足圖樣尺寸,但是這種模具型腔工作部分長度必須大于或等于縮口部分的長度,其工作方式使工件和模具形成的摩擦主要是滑動摩擦,摩擦力比較大,工件表面有拉傷現象,隨著熱量的快速上升,模具型腔的磨損也在增速,而且模具型腔工作部分磨損從左向右成遞增趨勢,在加工800件左右的時候,橫拉桿縮口部分就出現1°~1.5°的錐度,所以在后道工序螺紋加工中就出現問題,無法滿足內螺紋M38×1.5-4H,有效長度90 mm的要求,緊固性得不到保證,縮口模具報廢。這種模具壽命比較短,需要經常更換,隨著量的提升,客戶投訴也在增加,都是橫拉桿與拉桿接頭螺紋配合處松脫。這種模具已不能滿足生產要求,需要設計一種模具壽命長、縮口錐度小的模具。
2.改進后旋壓縮口模具結構及特點
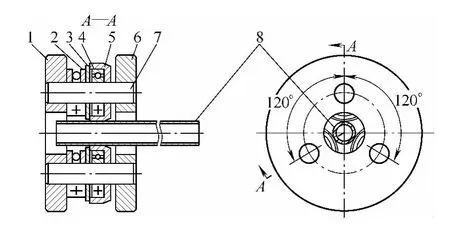
圖3
改進后的模具結構如圖3所示,共使用3根固定柱,在左、右固定板上均布,兩端與左、右固定板過盈配合,每根固定柱上都有1個旋輪、1個深溝球軸承、1個墊板和1個推力球軸承,旋輪和深溝球軸承過盈配合,深溝球軸承再與固定柱過盈配合,推力球軸承左邊部分和固定柱過盈配合,推力球軸承和旋輪之間用墊板隔開,防止推力球軸承和深溝球軸承轉動時發生干涉,這樣旋輪在承受徑向壓力和軸向壓力的時候仍然能夠轉動。
該模具不需安裝在專用壓力機上,公司對舊車床進行改裝,將模具裝夾在車床卡盤上并能隨卡盤旋轉,將工件用夾具安裝在刀架上 (見圖4),工作的時候,模具隨卡盤正轉,車床的橫向自動走刀系統將工件從右固定板端送入模具,當工件接觸旋輪并繼續推進時,旋輪隨深溝球軸承和推力球軸承轉動,在工件表面滾動擠壓,擠壓長度通過限位來控制,獲得滿足圖樣尺寸的產品。

圖4
該模具與改進前模具對比有其顯著特點:
(1)模具與工件的主要摩擦由滑動摩擦轉為滾動摩擦,摩擦力較小,發熱量也較少,因此模具磨損較小,工件表面也無拉傷現象。
(2)模具工作部分長度縮短,有效地減少了錐度產生的可能性。
(3)由于摩擦力減小和錐度產生的可能性減少,模具壽命大大提高,加工5000件時才需更換旋輪。
3.旋輪及旋輪架設計
改進后模具中的旋輪為主要工作零件,選用Cr12材料,熱處理硬度至55~60 HRC,與改進前模具結構中型腔的熱處理方法相同,其結構和形狀如圖5所示,旋輪共有3個,均布在旋輪架上,旋輪架由左、右固定板和3根固定柱組成,旋輪架的設計要滿足3個旋輪中間相切的圓與要縮口部分工件的外圓尺寸相同。
4.旋壓縮口中工藝參數
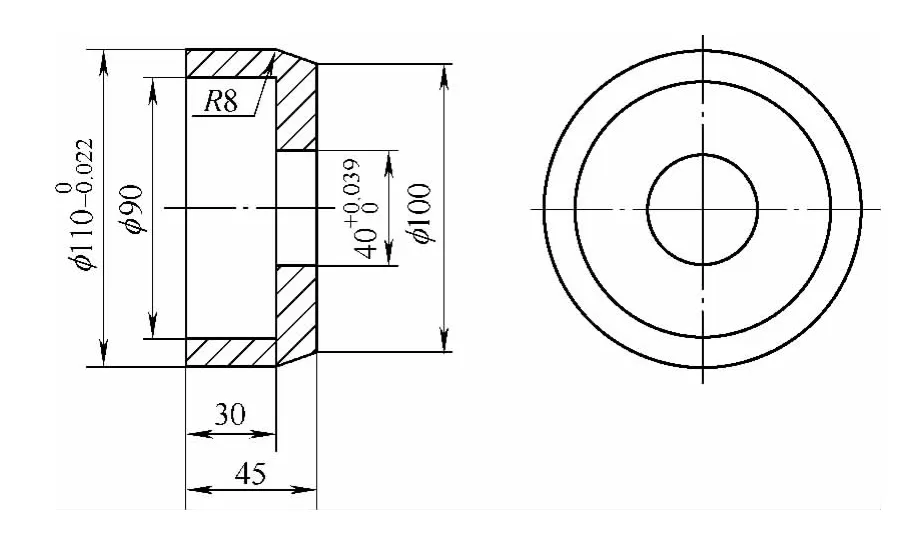
圖5
旋輪架的轉速與車床主軸相同,車床主軸的轉速設定192 r/min,進給量設定0.5 mm/r。為了保證縮口的表面質量和加工速度,車床的主軸轉速不宜過低,在車床允許的情況下,主軸轉速可適當提高,進給量也可適量增加。
5.結語
改進后的模具其結構、工藝性能、精度及壽命已在生產中通過驗證,能夠滿足生產需求。
