衣架型擠出機頭建模分析及流動模擬
2014-10-13 02:39:36李純清陳緒煌嚴海彪
湖北工業(yè)大學學報 2014年1期
關(guān)鍵詞:模型
李純清,陳緒煌,嚴海彪
(1湖北工業(yè)大學材料科學與工程學院,湖北 武漢430068;2綠色輕工材料湖北省重點實驗室,湖北 武漢430068)
擠出機頭流道的設(shè)計在高分子流動成型加工過程中占有核心地位。目前,國內(nèi)在擠出模具設(shè)計及成型工藝控制等新產(chǎn)品開發(fā)環(huán)節(jié)主要依靠設(shè)計者的經(jīng)驗,但由于高分子流體特有粘彈性而使設(shè)計存在缺陷,導致反復試模和修模,Polyflow軟件模擬技術(shù)能對模具設(shè)計及成型工藝控制進行分析,從而獲得最優(yōu)化方案。本文針對衣架型擠出機頭特有的滴形流道,綜合考慮粘彈性流體各質(zhì)點流徑的壓力損失平衡和機頭出口流體質(zhì)點速度分布均勻的成型加工原則,對實際的物理模型經(jīng)過流變理論上分析,結(jié)合實際物性參數(shù)及加工條件,演算出滴形流道中歧管的上下邊緣曲線在直角坐標中的方程,對流道設(shè)計與加工給出理論依據(jù),并對6種不同形狀結(jié)構(gòu)的滴形流道進行流動模擬,驗證物理模型的合理性及流變理論推導的正確性。
1 熔料流動物理模型
具有平面縫形橫截面出口的機頭用于生產(chǎn)平膜和片材,熔料在不等徑彎歧管衣架型機頭中擴展成矩形片狀料流,在擴展過程中,對稱地向兩側(cè)展成二維平片材,熔料流率均勻性由歧管(分配流道)和平面成型區(qū)(阻流區(qū))加以分配。根據(jù)流變學的觀點,對于歧管的設(shè)計,衣架型歧管表現(xiàn)出良好的熔體分配作用,能在整個出口寬度上達到較均勻的熔體分布,同時應滿足機頭內(nèi)熔料各質(zhì)點流徑中的流動阻力(總壓降)必須相等[1]。故提出如下流動模型。
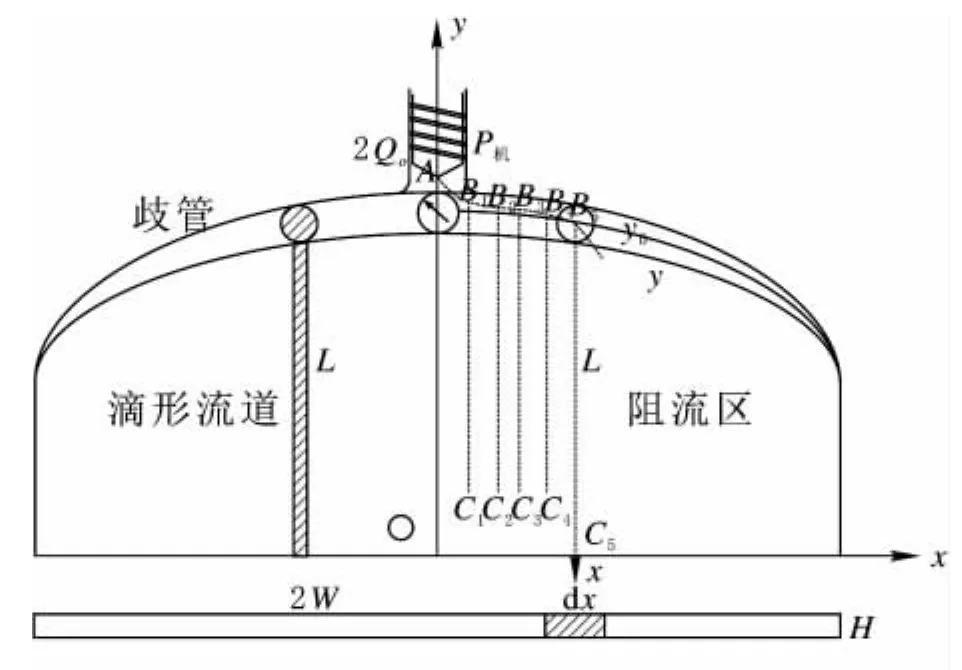
圖1 不等徑彎歧管衣架型機頭流道結(jié)構(gòu)及流動模型
假定(1):建立如圖所示的直角坐標系,原點O在矩形狹縫中心,x軸正向取狹縫寬度的右方向,y軸正向取料流的反方向。
假定(2):機頭入口流量為2Q0,入口壓力為機頭壓力P機,出口壓力為大氣壓力P0。
假定(3)彎歧管入口半徑為R0,歧管中心曲線為函數(shù)y0(x),歧管下沿曲線為函數(shù)y(x)且有0<y(x)<y0(x)。
假定(4):機頭狹縫寬幅為2 W,狹縫間隙為H,滴 形 流 道 的 阻 流 區(qū) 長 度 L(x)= y0(x)-y(x)。
假定(5):熔料質(zhì)點的流徑如圖1中所示的虛線AB1C1,AB1B2C2,AB1B2B3C3,AB1B2B3B4C4,AB1B2B3B4B5C5,…。其中在歧管內(nèi),流徑ABi段的流動模型為不等徑彎管內(nèi)壓力流動(圖2),忽略彎管曲率影響,其壓降ΔP1與流量Q1關(guān)系滿足

式中:K為熔料稠度,n為熔料非牛頓流動指數(shù),Q1為不等徑彎管內(nèi)流量。
假定(6):在阻流區(qū)內(nèi),流徑BiCi段的流動模型為平行板間的壓力流動(圖3),即忽略矩形寬度邊界的影響,其壓降ΔP2與流量Q2的關(guān)系滿足

式中:Q2為平行板間的流量。
假定(7):在整個狹縫出口寬度上熔體流率均勻分布Q0/W,質(zhì)點流徑ABiCi上的兩種流動模型的壓降之和,即

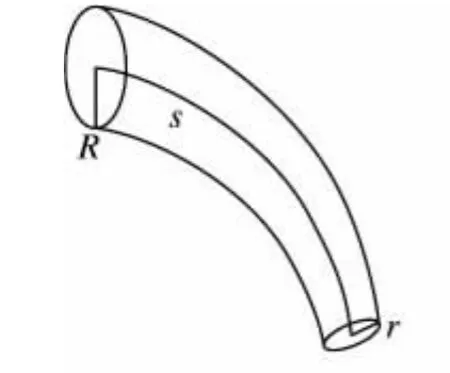
圖2 不等徑彎管壓力流動模型
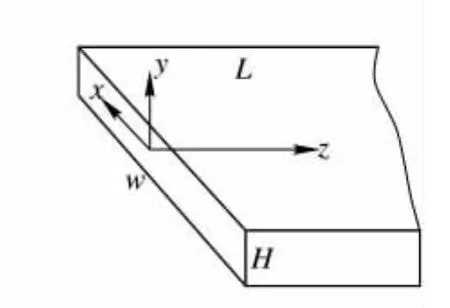
圖3 平行板間的壓力 流動模型
2 不等徑彎歧管衣架型機頭熔料流動數(shù)學模型方程
在假定(7)的基礎(chǔ)上,結(jié)合不等徑彎管流道的流動方程(1)與平板間的壓力流動方程(2)[2],得到不等徑彎歧管衣架型機頭的熔料質(zhì)點的流徑AB1C1,AB1B2C2, AB1B2B3C3, AB1B2B3B4C4,AB1B2B3B4B5C5流動模型數(shù)學方程

將流動方程式(1)及式(2)代入式(3)得:

將式(4)與圖1所建立模型坐標系相結(jié)合,并設(shè)不等徑彎歧管的中心曲線y0=y(tǒng)0(x),歧管在點x處的半徑為R=R(x),則有:式中,如果給定彎歧管中心曲線y0(x)及某物料熔體的流動參數(shù)Kn Q0衣架型機頭的一些結(jié)構(gòu)形狀參數(shù)W、H、L。應可以確定彎歧管在點x處的半徑R(x),從而確定滿足擠出流線等壓降與等流率的不等徑彎歧管的形狀。
3 實例應用
下面給定的一些參數(shù),已接近實際衣架型機頭結(jié)構(gòu)形狀及擠出某一物料的工藝條件。已知K=5321.1 Pa·s,n=0.33,W =30 c m,H =0.5 c m,Q0=6.945 c m3/s,P機=35 MPa,P0=0.1 MPa。并取歧管入口半徑R0=5 mm,且設(shè)定歧管中心曲線[3]y0(x)=30-2sin h(0.1x),x∈ [0,30]。根據(jù)式4,利用計算機求解計算出不等徑彎歧管的半徑值與坐標x的關(guān)系(表1)。

表1 不等徑彎歧管在x∈[1,30]節(jié)點上的半徑值
對表中y0+R及y0-R列數(shù)據(jù)進行數(shù)據(jù)擬合,確定不等徑彎歧管在圖1中的上、下邊緣曲線便于機頭設(shè)計及數(shù)控加工。

4 流動模擬分析
根據(jù)前述模型及方程,選用專業(yè)粘彈流動模似軟件Poly Flow,建立了相應尺寸的不等徑彎歧管及不等徑斜歧管三維實體模型,進行了流動模擬[4](圖4)。并與其他4種不同歧管結(jié)構(gòu)的衣架型機頭在同等物性參數(shù)及工藝條件下進行了模擬對比。對模擬結(jié)果數(shù)據(jù)進行統(tǒng)計處理,比較壓降及出口的速度大小(分布)(表2)。

圖4 不等徑彎歧管出口流速及壓降
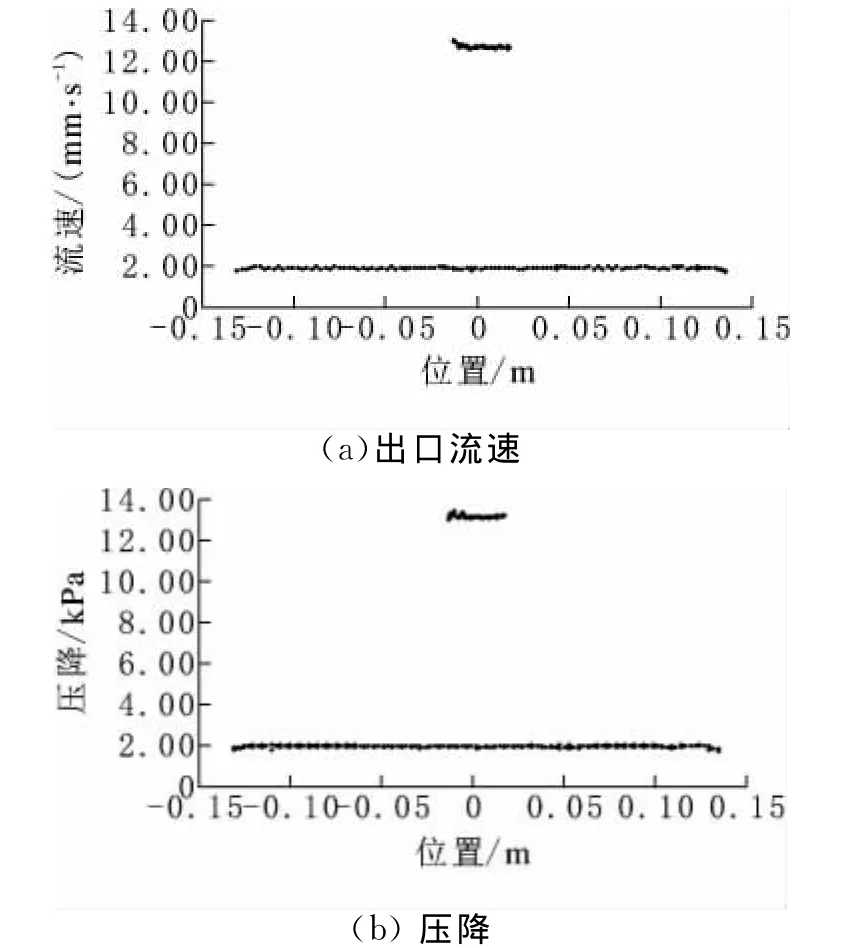
圖5 不等徑斜歧管出口流速及壓降
從表2中統(tǒng)計數(shù)據(jù)分析得出:
1)不等徑歧管要好于等徑歧管;
2)不等徑斜歧管及不等徑彎歧管要好于不等徑平歧管;
3)不等徑斜歧管流速略低于不等徑彎歧管,但不等徑彎歧管的流速偏差與壓降要高于不等徑斜歧管。
其綜合評價如表2所示。
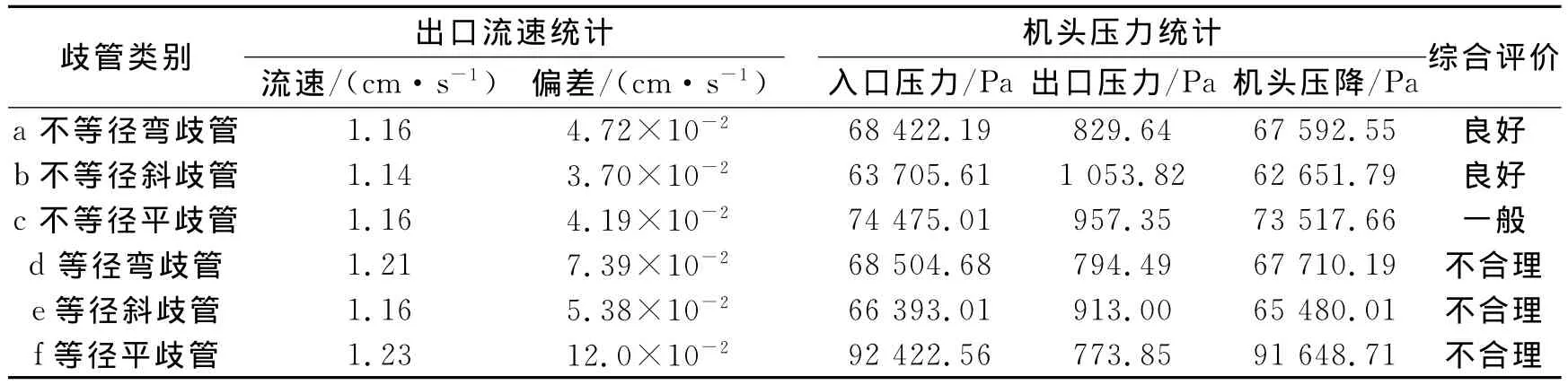
表2 機頭壓降及出口流速大小(分布)
5 結(jié)論
1)衣架型機頭在實際擠出工藝及物性參數(shù)已知條件下,通過歧管流動方程與矩形平縫流動方程,以壓降相等和出口流速均勻為約束條件,可確定衣架形機頭流道的關(guān)鍵尺寸。
2)由于衣架形機頭型腔是一種滴型流道,不等徑斜歧管結(jié)構(gòu)機頭是科學合理的,自然滿足物料在其型腔內(nèi)流動時壓力相等與出口流速均勻擠出要求。
[1]唐志玉.擠塑模設(shè)計[M].北京:化學工業(yè)出版社,1997.
[2]徐佩弦.高聚物流變學及其應用[M].北京:化學工業(yè)出版社,2003.
[3]米歇爾 W.擠塑模頭設(shè)計及工程計算[M].[出版地不詳]:烴加工出版社,1983.
[4]錢 欣,許王定,金楊福.Poly Flow基礎(chǔ)及其在塑料加工中的應用[M].北京:化學工業(yè)出版社,2010.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數(shù)學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數(shù)學備考)(2020年9期)2021-01-04 00:25:14
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19