基于模糊PID控制螺桿余熱發電技術在100 t轉爐中的應用
2014-10-13 03:15:20王嵐瀟劉宇飛邵國立李明韓明遠
河南冶金 2014年3期
關鍵詞:系統
王嵐瀟 劉宇飛 邵國立 李明 韓明遠
(安陽鋼鐵股份有限公司)
0 引言
轉爐余熱發電是鋼鐵廠提高生產效益,節約能源,實現可持續發展的重要途徑。余熱發電系統是一個相互關聯的復雜控制系統,由于其熱源為轉爐汽化蒸汽,受轉爐生產狀況的影響較大,與一般帶有燃燒系統的電站相比具有很大的特殊性。轉爐在生產時,汽化蒸汽流量波動大,傳統的PID控制方法雖然簡單和實用,但在實際應用過程中,使用效果并不理想。而模糊控制可不必精確了解對象的情況,并且具有動態響應好,上升時間快,超調小的優點。但是模糊控制對輸入變量的處理是離散的,并且沒有積分環節,因此最終必然存在穩定余差,甚至在平衡點附近出現小幅振蕩,控制精度不是很高。若把模糊和傳統PID兩者有效的結合起來,既可以有模糊控制的動態響應好,上升時間快,超調小的優點,又有PID控制精度高的優點,從而達到精確有效的控制預期目的。在原設計蒸汽流量控制基礎上,將模糊控制直接用于轉爐余熱蒸汽控制系統中,利用模糊智能控制理論和經典PID控制理論相結合方法,充分體現模糊控制適用于非線性、時變、滯后系統的好處,使該系統不僅適應了轉爐工況變化,而且也保證螺桿機的平穩運行。
1 概況
安鋼第一煉軋廠有100 t頂底復吹煉鋼轉爐一座,內設100 t轉爐汽化冷卻裝置系統。轉爐除塵采用OG法,由轉爐爐口排除的爐氣溫度約為1560℃,轉爐汽化冷卻裝置出口即一文入口煙氣溫度要求約為800℃ ~1000℃。設置轉爐汽化冷卻裝置的目的是收集轉爐冶煉過程中的高溫煙氣并將其冷卻下來,以便滿足下一步除塵及煤氣回收的要求,保證煉鋼的安全生產,同時產生大量飽和蒸汽。由于利用飽和蒸汽的渠道和設備制造工藝不足,以及難以解決蒸汽波動技術問題和長距離輸送損耗大的問題,這部分蒸汽沒有得到充分利用,有很大一部分外排浪費掉,變相增加了轉爐生產成本。轉爐汽化系統是一個多變量、強耦合、非線性、大滯后的復雜系統,汽化系統所產蒸汽難以用傳統控制方法達到要求,這對于轉爐汽化蒸汽的有效使用十分不利,采取模糊PID來控制蒸汽流量的方法可以很好地解決這一問題。
2 螺桿余熱蒸汽發電原理及系統組成
2.1 設備組成及工藝流程
安鋼第一煉軋廠100 t轉爐余熱蒸汽發電系統,主要設備組成:螺桿膨脹動力機、斯坦福低壓發電機、潤滑及冷卻系統、水冷卻循環系統和調速控制系統等。蒸汽從蓄熱器外供管道上取,蒸汽流量控制采用調節閥門控制,這種調節方式是目前國內低溫余熱螺桿機組普遍采用的調節控制方式,控制功能簡單且安全可靠。具體工藝流程如圖1所示。

圖1 螺桿發電系統工藝流程
轉爐汽化系統產生的飽和蒸汽經過安全閥、流量計、快關閥,調節閥等進入螺桿機,蒸汽在螺桿機內膨脹作功,最終進入冷凝系統,冷凝成90℃左右熱水,冷凝水泵將冷凝水從冷凝器內抽出,送至除氧器或送至汽化補水池,經過除氧進行再循環。根據蒸汽量的統計計算,螺桿膨脹動力發電機組設計參數如下:額定裝機容量800 kW,采用單機發電,輸出電壓380 V,輸出額定電流1440 A,采用低壓并網。并網柜設置在轉爐低壓配電室,并網變壓器為轉爐1#吊車變壓器。
斯坦福發電機采用無刷自勵發電機,由于轉爐汽化的熱力參數變動因素較多,且壓力、流量、溫度在一定周期內波動劇烈,因此發電機配置反應時間不大于0.1 s的自動調節勵磁裝置。主機定子采用的是ABB公司的AS440 AVR,AVR是調節勵磁機磁場勵磁電流的控制裝置。AVR根據來自主定子繞組的電壓感應信號做出反饋,通過控制低功率的勵磁機磁場,調節勵磁機電樞的整流輸出功率,從而達到控制主磁場電流的要求。
2.2 螺桿膨脹機原理及技術特點
螺桿膨脹動力機是一種低品位熱能動力機,它能夠回收低品位熱能并直接驅動發電機轉換能量,是一種在當前能源利用領域重大突破性的新型動力機。基本構造是由一對螺旋轉子和機殼組成的動力機。流體進入螺桿齒槽,壓力推動螺桿轉動,齒槽容積增加,流體降壓膨脹做功,實現能量轉換。在螺桿機控制系統中,螺桿機控制分為轉速控制和功率控制。螺桿機初始啟動時,轉速控制起作用,通過調節進氣量的大小,調整螺桿機的轉速使其達到1500 rpm,并保持穩定。并網成功后自動切換成功率控制。其基本原理都是采用PID方式調節螺桿機進氣閥門,控制蒸汽流量達到預定目標。螺桿機的技術特點有以下幾點:
1)啟動力矩大,作為原動力可直接驅動發電機,且能承受較大的沖擊荷載。
2)蒸汽在機內流速低,無其他能量損失,機組效率高,蒸汽參數或流量的波動仍能維持較高效率。
3)它是一種容積式的全流動設備,能適應過熱蒸汽、飽和蒸汽、汽水兩相流體和熱水工質。
4)在熱源參數、功率及熱負荷50%變化范圍內,能保持平穩工作且較高運行效率。
5)因為螺桿與螺桿、螺桿與機殼的相對運動能限制污垢的生長,具有自清潔能力,機組對蒸汽品質要求不高。蒸汽參數:0.15 MPa ~3.0 MPa,溫度低于300℃。
6)單機功率在50 kW~800 kW,設備緊湊,占地少,工程施工量少,大修周期長,可實現無人值守。
2.3 電控系統組成
控制系統采用SIEMENS S7-300的主機站。根據整個螺桿機的控制需求及I/O點數要求,選用了CPU314C-2DP作為主控CPU,除了CPU外,在主機架上還有CP343通訊模塊,這個模塊的作用是負責與交換機的連接,從而實現與OPC服務器之間的通訊,實現數據的交換。該系統具有自動校準同期并網功能,可實現發電機自動跟蹤電網電壓。目前低壓并網發電屬常規成熟技術。并網送電后,電能直接輸入企業的電網,驅動各種用電設備,并網不會對電網的供電品質帶來任何不良影響。動力機如遇突發事件,發電機系統的安全保護裝置能與低壓網自動分閘,確保低壓電網和發電機的安全運行。
3 PID控制器的建立
3.1 PID控制器系統構成
根據螺桿機的控制原理及生產工藝要求,可得到組成蒸汽流量模糊PID控制系統結構圖(如圖2所示)。系統根據設定的流量與檢測反饋回來的實際流量進行偏差計算,根據偏差和偏差變化率進行模糊化處理及建立模糊推理,根據模糊子集的關系,得出在一定偏差及偏差變化率的量值內的△P、△I、△D值,然后,與傳統PID控制參數的值相加,得出整定好的KP、KI、KD三個控制參數用于蒸汽流量PID控制,控制閥門的開度,進而控制流量變化,使其趨于穩定,達到設定的流量值。

圖2 蒸汽流量模糊PID控制系統結構圖
3.2 模糊PID控制參數建立原則
由于螺桿機蒸汽流量控制的非線性、參數時變性的特點,考慮到在發電過程中,涉及到針對如此復雜的控制對象過程,不論是在線控制還是以離線研究為目的的數學模型,都必須進行合理的簡化[1]。轉爐蒸汽流量控制本身是滯后的、未知的和時變的,要想對螺桿機蒸汽流量控制進行簡化,需把控制變量簡化為單輸入單輸出系統,把閥門的開度作為控制輸入量,把蒸汽流量作為被控制量。在實施過程中結合了現場的生產設備和工藝條件,并且根據項目中使用的PLC控制器來建立控制模型。考慮到在實際生產中的應用,為避免對生產造成很大的波動,在PLC程序編制過程中,進行模糊處理時,進行了參數的簡單化,同時對模糊子集及模糊推理也進行了簡單化處理[2]。在程序中,只把蒸汽流量設定作為輸入,而把實際的蒸汽流量作為控制輸出反饋送入PLC中進行比較,得出蒸汽流量偏差及計算得出蒸汽流量偏差變化率,以簡單的分段條件跳轉語句來進行ΔP、ΔI數值的給定。在編寫控制程序時,考慮到如果采用偏差及偏差變化率來作為條件進行判斷跳轉程序,則會產生大量的條件跳轉語句及大量的數據變量。因此,在實際的編程應用時,對程序進行了簡化,只通過判斷偏差來進行跳轉,并產生相應的 ΔP、ΔI數值。
4 系統設計及應用
4.1 控制系統硬件
根據轉爐生產的要求與工藝流程的特點,控制系統的配置使用PLC控制系統,對參與聯鎖和控制的生產設備的工藝過程進行集中監控。從系統總體結構上,考慮以一體化的控制系統結構,構成一個功能分擔合理、層次清晰,集生產管理、過程控制為一體,安全、高效、開放的控制系統,并為生產部門將來采用新工藝改造、新技術及提高勞動生產率等方面提供必要的基礎。因此螺桿機蒸汽流量控制不論是傳統PID控制還是采用模糊PID控制,在硬件設計上都是應用PLC硬件來完成,因此,在硬件選擇上,就利用項目中已有的PLC設備來進行模糊PID控制的實驗,做到不需要投入新的成本而完成模糊PID控制在螺桿機蒸汽流量控制中的應用。
在該項目的配置上,設1臺工程師站、1臺操作員站,負責硬件下載、軟件編制、完成人機界面的監控操作,由生產系統的控制設備及工藝流程進行集中控制、操作和監視。控制系統采用西門子SIEMENS S7-300系列的主機站。根據整個螺桿機的控制需求及I/O點數要求,選用了CPU314C-2DP作為主控 CPU,除了 CPU外,在主機架上還有CP343通訊模塊,這個模塊的作用是負責與交換機的連接,從而實現與OPC服務器之間的通訊,實現數據的交換。
4.2 流量數據采集
現場流量數據采集使用E+H公司差壓流量計,使用標準孔板換算流量,計量準確度不太高,但可以滿足要求,其最大的特點是抗干擾、抗惡劣環境,適合冶金工業現場使用;而且不須再加開方器等元器件,可直接輸出4 mA~20 mA標準信號,到PLC中再做壓力流量的線性變換即可得到流量實時值。在輸出控制上,采用普通的模擬量4 mA~20 mA輸出模塊6ES7 332-1HF00-0AB0進行輸出控制,用于控制蒸汽閥門的開度調節。
4.3 程序設計
按照STEP V5.2的編程方法,組織塊OB1為主執行塊,其他FC、FB都在OB1中調用;PID控制功能是軟件的固有模塊,使用FB41系統功能塊。在本系統中,流量控制程序不從組織塊OB1中調用,而是從中斷組織塊 OB33中調用,因為 OB33為500 ms中斷,這樣保證有足夠的循環掃描周期,因此在FB41的循環時間設定參數中,也規定為500 ms。程序中編制了一個專用的模糊控制功能塊FB100來實現模糊控制器的功能,并且為這個功能塊配置了一個背景數據塊DB100,可以實現相關數值的初始化,同時存儲目標流量、反饋流量等參數。整個模糊控制器的功能塊由三個功能FC100~FC102來完成,其中FC100完成流量偏差e的計算;FC101根據得到的流量偏差值進行模糊化處理也就是數據判斷,并且產生程序跳轉變量;FC102根據FC101中產生的跳轉變量直接給出△P、△I值,并進行相加處理,得到不同偏差值下及不同時刻下的KP、KI參數,同時把這兩個變參數送到FB41中作為控制量,來調節螺桿機蒸汽流量穩定。FB41是STEP7 V5.2開發軟件中自帶的PID調節功能塊,可以在程序中直接調用。在實際應用時,為了保證生產的安全,對PID的輸出進行了限幅處理,對蒸汽閥門的開度限定在5%~98%的范圍內。
在具體的控制某個量之前,根據冶煉時間,蒸汽流量控制數據在整個生產過程由以下三個階段構成,這些需要在PLC中計算時間后預先設定。
1)手動開機時,蒸汽流量手動調節,以每次0.05%的開度進行。
2)開機后提速時,設定轉速控制,轉速為1500 rpm。
3)并網后,設定發電功率。
在初始階段,還需要手動啟動螺桿機,啟動后切入轉速控制,使螺桿機速度達到合適的設定速度;還需要檢測流量是否上來,判斷螺桿機管道情況,如有異常,PLC要給出報警,讓生產人員確認情況。
5 應用效果
5.1 系統實現了快速穩定調節
模糊PID控制程序在PLC中來實現,其方法就是采用變參數的模糊規則來實現的。實際應用中轉爐吹煉時,產汽速度達到73 t/h~85 t/h,冶煉周期平均產汽速度為20 t/h~28 t/h。實際流量的監控跟蹤上升下降階躍時模糊PID控制曲線如圖3所示。
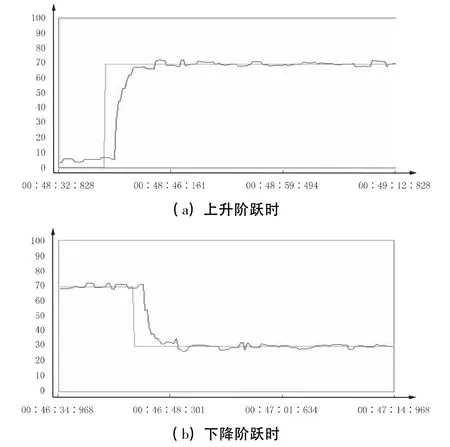
圖3 流量上升下降階躍時模糊PID控制曲線
由圖3可以看出,正反超調流量也不到3 t/h,滿足了生產工藝的要求;當設定流量值由0變為70 t/h時,系統用時大約6 s~7 s,就能把蒸汽流量穩定在設定值上下2 t/h的范圍內。當設定流量值從高變為30 t/h時,系統也能很快調整到位并且保持相對高的穩定效果。可以說系統基本上實現了快速的、穩定的調節,達到生產工藝的要求,比傳統PID控制要優越。
5.2 遏制了蒸汽壓力的擾動
轉爐汽化系統雖然有蓄熱器保壓,但蒸汽壓力也只能保持一定范圍,氣源自身壓力仍有一定波動;同時,冶煉工況的不確定因素較多,它們的變化都會反映出壓力的變化,從而使控制系統處于一種不穩定狀態。在同樣的壓力變化的工況下,由于PLC中的模糊PID控制程序具有根據流量偏差來自動修改PID控制參數的功能,模糊PID控制器在控制過程中,PID參數在控制系統中不停的會根據流量偏差及偏差變化率進行改變,所以能夠使模糊PID控制器適應多種工況下的生產情況,并且控制系統的調節會根據不同的情況給出不同的控制參數,從而使控制器具有了良好的適應性,大大提高了系統的適用能力,具有良好的魯棒性,所以如果蒸汽壓力降低,會導致流量快速下降,同時偏差會變大,輸出的比例值也會自動增加,積分參數也會根據經驗數據自動進行調節,流量控制的調節就會變得非常迅速,整個調節會很快速的跟上壓力的變化,更快速的調節閥門的開度,來穩定流量值,從而得到較好的流量范圍。
5.3 經濟效益
按螺桿動力機年運行小時數8000 h計算,年發電量可達到200萬kW。同時減少了二氧化碳的排放,達到了投資回收期短的優點。
6 結語
通過PLC程序來實現的模糊PID控制器,對模糊規則進行了簡化。采用模糊PID控制后,流量控制系統動態特性好,能更快速地趨于穩定,而且超調值也大大縮小;抗干擾能力強,適應轉爐工況變化,保證了螺桿機運行的平穩。螺桿發電系統的應用,不僅解決了蒸汽放散浪費問題,還直接降低了轉爐生產過程中的動力電耗和軟水消耗,節約了煉鋼成本,達到了節能效果,在同行業中具有極大的推廣和應用價值。
[1] 吳振順,姚建均,岳東海.模糊自整定PID控制器的設計及其應用.哈爾濱工業大學學報,2004,36(11):11-16.
[2] 趙慧,韓俊偉,曾祥熔.一種新型的模糊控制器設計方法.黑龍江自動化技術與應用,1999,18(5):27-29.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
