熱效應中立式加工中心直線軸線的精度測量
2014-10-21 20:06:36韓玉穩董應明高健
中國機械 2014年24期
關鍵詞:測量
韓玉穩 董應明 高健


摘要:立式加工中心直線軸線的數控精度在機床熱效應中變化較大。根據測量標準檢測立式加工中心直線軸線熱效應的數控精度,為機床的設計,改進,應用提供可靠有效數據,提高機床的性能。
關鍵詞:熱效應;直線軸線;數控精度;測量
引言
立式加工中心受環境熱源及溫度,機床運動切削加工,導致機床的幾何精度和數控精度改變,這些精度的改變,影響著機床的壽命、運動性能、加工件的精度。立式加工中心熱效應是生產廠家和用戶關注的重點。本文結合采用兩個測量標準,綜合運用計算機技術、溫度傳感器、激光技術,對立式加工中心的數控直線軸精度進行測量,較為全面地反映了立式加工中心熱效應下直線軸線的精度。
1.數控直線軸線精度的測量標準
目前,立式加工中心的直線軸運動一般主要由伺服電機驅動滾珠絲杠,拖動機床的運動部件作進給運動;當機床的環境溫度發生變化時,材料會熱脹冷縮,滾珠絲杠的導程就會加長或縮短;同樣,當機床運動及切削加工時,運動部件也會發熱,根據滾珠絲杠的支承方式,滾珠絲杠的導程會加長或縮短;立式加工中心的數控直線軸精度包括定位精度(單向、雙向)、重復定位精度(單向、雙向)、位置偏差、軸線的反向差值等就會改變,機床的加工精度隨之降低。
直線軸的數控精度是立式加工中心的重要性能指標之一,其測量的方法和產品標準有3個國家標準:《GB/T17421.2-2000機床檢驗通則 第2部分:數控軸線的定位精度和重復定位精度的確定》(等效采用際標準ISO 230-2:1997),《GB/T17421.3-2009 機床檢驗通則 第3部分:熱效應的確定》(等同采用ISO 230-3:2001),《GB/T 18400.4-2010 加工中心檢驗條件 第4部分:線性和回轉軸線的定位精度和重復定位精度檢驗》(等同采用ISO10791-4:1998)。
1.1 GB/T17421.2-2000和GB/T 18400.4-2010簡介
GB/T 18400.4-2010的檢測條件、數據處理等采用 GB/T17421.2-2000的規定,只是對立式加工中心的數控直線軸精度如定位精度(單向、雙向)、重復定位精度(單向、雙向)、反向差值等公差予以了具體化。
(1)檢測條件
A 環境:被檢測機床的環境溫度為20℃,機床的運轉升溫條件根據用戶和機床的供應商/制造商協商達成的協議,如果環境溫度不是20℃,也可根據用戶和機床的供應商/制造商協商達成的協議環境溫度檢測。
B 被檢機床:被檢機床應完成裝配并經充分運轉。在開始檢驗定位精度和重復定位精度之前,機床的調平、幾何精度和功能檢驗都應完全符合要求;檢驗在機床無負載的條件下進行。
C 升溫:檢驗前應按供方/制造廠的規定或供方/制造少與用戶的協議進行適當的升溫。
(2) 測量
A 測量行程:行程至2O00mm時在全行程上測量;行程超2O00mm時,按約定檢驗。
B 采樣點:在行程至2O00mm的線性軸線上,每米至少選擇5個目標位置,并且在全程上至少也應有5個目標位置,按標準檢驗循環(見圖1)在所有目標位置上進行測量,每個目標位置在每個方向上應測量5次;行程超2O00mm時,按約定檢驗。
C 采樣時間:直線軸完成標準檢驗循環所需時間。
(3) 測量結果評定
采用數理統計中的數字特征法,計算處理得出定位精度(單向、雙向)、重復定位精度(單向、雙向)等具體數值。
(4) 從GB/T17421.2-2000的檢測條件和測量過程可知,檢測得出的直線軸數控精度為某一環境條件和機床狀態下的數值,檢測的條件見圖2。
1.2 GB/T17421.3-2009簡介
(1) 檢測條件
A 環境:各種環境溫度。
B 被檢機床: 在機床檢驗前,所有必要的調平、幾何調整和功能檢驗都應完成;檢驗在機床無負載的條件下進行。
(2) 測量
分為環境溫度變化誤差(ETVE)的檢驗和由線性軸線運動引起的熱變形的檢驗。
A 立式加工中心環境溫度變化誤差(ETVE)的檢驗。
測量儀器安裝的方式見圖3,測量夾持刀具的部件和夾持工件的部件之間相對位移,計算繞機床X軸線和Y軸線的傾斜或旋轉。
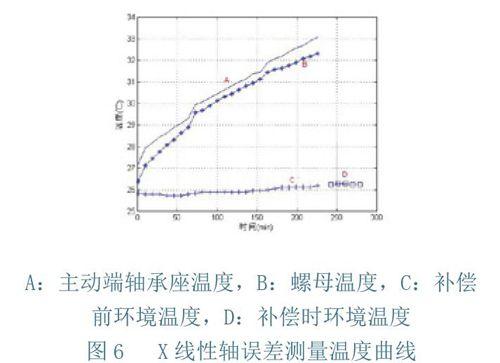
機床的環境溫度、主軸軸承溫度、4個位移傳感器至少每5 min采樣一次,測量周期沒有具體規定,但應盡可能長(一般大于4小時)。
B 線性軸線運動引起的熱變形的檢驗。
測量行程及采樣點:當直線行程至2000mm的機床時,熱誤差測量為行程的兩端(兩個點)的熱漂移;如果軸線行程大于2000mm的機床,可在每個軸的正常工作范圍內選定一個有代表的2000mm長度來進行檢驗;見圖4。
采樣時間:運動軸線至少循環4小時直至運動軸線達到熱平衡。
(3) 測量結果評定
A 環境溫度變化誤差的評定
同時測量讀取4個位移傳感器X1、X2、Y1、Y2在各個采樣點的讀數,X直線上的誤差以同一方向的X1(或X2)的最大值計,Y直線上的誤差以同一方向的Y1(或Y2)的最大值計。
對于角度偏差測量按下式計算:
A = (Y1-Y2 ) /L ,B=(X1一X2)/L
ETVE(A)= A的最大值;ETVE(B)=B的最大值。
B 線性軸線運動引起的熱誤差的評定
熱誤差用elx+、elx-:、e2x+、e2x-來評定。
elx+:目標位置1在X軸正向熱偏移的總量。
elx-:目標位置1在X軸負向熱偏移的總量。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00