蓄熱式加熱爐低負荷下爐寬方向溫差消除
2014-10-23 09:12:48王愛中王文虎馬翠芝
天津冶金 2014年1期
馬 眾,王愛中,王文虎,馬翠芝
(1.中天鋼鐵集團有限公司,江蘇常州213011;2.無錫龍山科技有限公司,江蘇無錫214072)
1 引言
中天鋼鐵集團有限公司共有軋鋼加熱爐14座,燃料均為高爐煤氣,并全部采用空、煤氣雙蓄熱燃燒技術,從2003年首臺蓄熱爐投產至今,為中天鋼鐵集團高爐煤氣的綜合利用找到了最佳方案,節約了大量的高熱值能源消耗,為企業取得了巨大的效益,更為社會、為環保做出了巨大貢獻。但在使用過程中也發現了一些不足,如新上項目初期,軋線設備的調試磨合期或新工藝要求需要加熱爐經常在低負荷下運行,此時,加熱爐爐寬方向的溫度均勻性問題比較突出。尤其是三軋1#加熱爐,加熱鋼坯兩端與中部最高溫差85℃,同時氧化燒損也隨之提高,嚴重影響產品質量,因此必須采取相應的技術整改措施改善或解決。
2 現場實際情況及原因分析
以三軋1#加熱爐為例,加熱爐額定產量為150 t/h,但當生產?5.5m m規格產品時,產量僅為64.8 t/h。此時,供熱負荷僅為額定量的43%,鋼坯兩端溫度高出中部近90℃,靠提高爐溫或延長均熱時間維持生產。經過現場觀察、詳細討論分析后,認為主要原因包括以下幾點。
2.1 蓄熱式燒嘴的供熱調節比小
蓄熱式燃燒技術亦稱無焰燃燒技術,是一種將空、煤氣置于高溫、低氧環境下形成彌散式全新型燃燒技術,具有高效煙氣余熱回收和超高的空、煤氣預熱溫度、無局部高溫、低N O x排放等多重優越性。它是集節能、環保于一體的21世紀核心工業技術。
蓄熱式燒嘴,不論是左右布置還是上下布置形式,其空氣噴口與煤氣噴口是完全獨立的。靠兩者高溫下的噴出速度及交角來形成彌散式燃燒條件。同時通過卷吸煙氣達到低氧狀態,實現低N O x排放。兩者交角一旦形成就固定不變,倘若噴出速度發生了較大變化,則無法保證燃料充分燃燒及相對的燃燒效果。
2.2 低負荷下,蓄熱式燒嘴的噴口流速低
通常,空、煤氣雙蓄熱燒嘴在額定能力下的空、煤氣噴口標態流速為8~10m/s,按預熱溫度1000℃計算,實際流速也僅為37~47m/s。當熱負荷低于50%時,實際流速僅為20m/s,動能低,對爐氣的攪動差,甚至影響空、煤氣的混合效果,造成未能參與燃燒高溫空氣與鋼坯接觸發生的氧化反應加劇(空、煤氣蓄熱箱左右布置形式的尤為明顯)。
3 解決方案
改造前,僅能通過操作工頻繁地開關各段的部分燒嘴來改善爐溫的均勻性。其完全依靠操作人員的經驗與責任心,效果不明顯。而且燒嘴前的空、煤氣手動閥也不適合頻繁開關操作,泄漏程度不一致,造成氧化加劇、燃耗上升。
熱負荷在不同值時兩種模式的燃燒狀態見圖1~圖5。
聯合無錫龍山科技有限公司技術部針對情況最突出的三軋1#加熱爐蓄熱式燃燒控制系統進行了技術升級改造,徹底解決了以上問題。

圖1 熱負荷處于100%時兩種模式的燃燒狀態(完全相同)

圖2 熱負荷降至75%時兩種模式的燃燒狀態

圖3 熱負荷降至50%時兩種模式的燃燒狀態(差異較明顯)
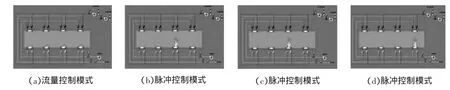
圖4 熱負荷降至25%時兩種模式的燃燒狀態(差異明顯)
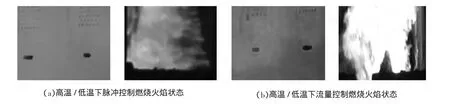
圖5 兩種模式的實際燃燒狀態(高溫時)
3.1 蓄熱式燃燒控制系統改造
控制模式由“前饋型雙交叉限幅燃燒控制”改為“蓄熱式脈沖燃燒控制”。
“前饋型雙交叉限幅燃燒控制”是通過控制煤氣、助燃風流量大小來實現爐內溫度的控制。將溫度偏差作為前饋量,大幅提高了溫度控制的響應速度,是目前燃燒系統中較為成熟、傳統的一種控制模式。
“蓄熱式脈沖燃燒控制”是采用一種間斷燃燒模式,通過調節燒嘴的通斷比來實現爐內溫度的控制。這種燃燒模式下,單個燒嘴只要工作便處于額定負荷下,因此特別適用于小流量、低負荷的燃燒控制。
3.2 換向系統改造方案
為了滿足蓄熱式脈沖燃燒控制對換向系統的硬件要求,換向閥應具有換向動作快速,換向頻率更高,使用壽命更長,并用要求在切斷空氣(煤氣)的同時切斷相應的排煙。
4 主要技術措施
4.1 蓄熱式燃燒控制方式改進的具體措施
脈沖燃燒控制技術發展至今已有30多年的歷史,它是一種間斷燃燒的方式,使用脈寬調制技術,通過調節燃燒時間的占空比(通斷比)實現爐內的溫度精確控制。
本方案僅是將成熟、先進的脈沖燃燒控制思路引入蓄熱式燃燒控制系統,組合成蓄熱式脈沖燃燒控制。而且蓄熱式燒嘴總是成對布置應用的,一側燃燒時,另一側處于抽煙針,對單個蓄熱式燒嘴而言,其自身就是通斷比(占空比)為50%的間斷燃燒方式,只是處于“斷”狀態時不是停頓,而是抽煙狀態。
與傳統的雙交叉限幅燃燒控制相比,蓄熱式脈沖燃燒控制系統比較簡捷,且燒嘴一旦燃燒,就處于其設計的最佳燃燒狀態,保證燒嘴燃燒時的燃氣出口速度不變。蓄熱式脈沖燃燒控制系統的主要優點為:系統簡單可靠,性價比高;可提高爐內溫度場的均勻性,尤其是低負荷下爐溫的均勻性,即提高了蓄熱式燒嘴的調節比。
當熱負荷低于50%,采用流量控制(雙交叉限幅燃燒控制)模式時,燒嘴噴出速度過低,混合效果差,易造成鋼坯爐寬方向溫度不均,兩頭溫度遠高于中部,影響軋制。
4.2 換向系統的改進措施
為適應脈沖控制控制要求,空、煤氣換向閥除了作為空(煤)氣與煙氣的切換裝置外,還應具備以下功能或特點:
(1)具備雙截止功能:此狀態下,所連接的燒嘴處于“休克”狀態,即不供入空、煤氣,也不排出煙氣。
(2)工作行程短,換向動作快:單程動作時間≤2s。
(3)使用頻率高,壽命長:20~120s/次,150萬次以上。
(4)密封可靠:零泄漏,并采用高進、低出結構設計,在關閉狀態時,有效利用流通介質壓力壓緊閥板。
(5)更換方便:閥芯組件可以整體拆除、修復后整體安裝,維修過程中管道不需要作任何變動。
LSP23直立式雙截止三位三通快速換向閥工作原理見圖6。
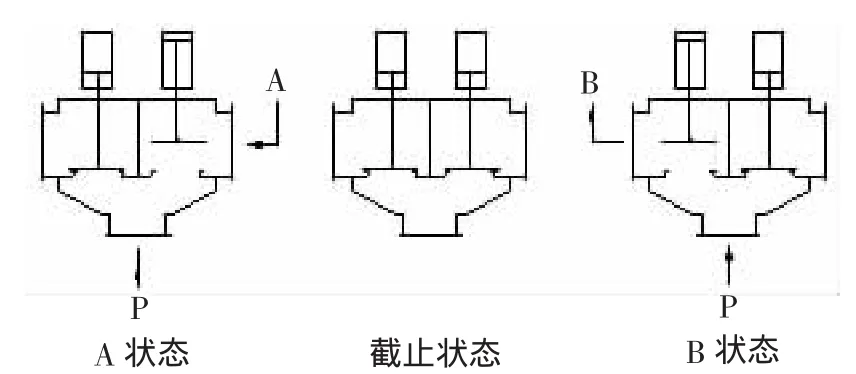
圖6 LSP23直立式雙截止三位三通快速換向閥工作原理
5 改造后實際效果
三軋廠改造后由鋼坯爐寬方向最高溫差由85℃降至30℃以下,完全滿足了軋制要求。在提高加熱質量的同時,降低了爐內的最高點爐溫,氧化燒損也隨之降低。
6 結語
采用蓄熱式脈沖燃燒控制方式可以輕松解決蓄熱式加熱爐低負荷下爐寬方向的溫差,而且蓄熱式燃燒采取脈沖控制方式僅需利用雙板換向閥自帶的全截止功能,不增加任何設備投入,是較為經濟、實用的解決方案,值得推廣。
[1]王秉銓.工業爐設計手冊[M].北京:機械工業出版社,1996.
[2]張先棹,高仲龍,高家銳.工業加熱爐發展方向 [J].工業爐,2001,23(1):1-5.
