全自動沖壓生產線在金屬零件沖壓加工中的應用
2014-11-06 03:17:52王凱
機電工程技術 2014年7期
關鍵詞:生產
王 凱
(廣東鍛壓機床廠有限公司,廣東佛山 528300)
0 引言
沖壓成形是工業制造生產中普遍的生產方式,沖壓設備被廣泛應用于汽車、家電、通訊、IT等行業金屬零件制造。目前,大多數沖壓生產都采用傳統的手工送料,存在著生產效率低、不安全因素多、勞動強度大、操作工人過多等問題。隨著人力勞動成本的增加,人力資源的緊缺,產品質量的要求不斷提高,自動沖壓生產線將取代傳統的單機人工送料沖壓生產,成為未來金屬零件沖壓加工的發展趨勢[1-3]。近年來,由于計算機控制技術、檢測技術、電力電子技術及信息技術的發展進步,工業機器人技術的日趨成熟,越來越多的全自動沖壓生產線已在金屬零件沖壓加工中得到應用,成為沖壓生產中提高生產效率、產品質量、經濟效益的關鍵裝備。
1 全自動沖壓生產線的組成
全自動沖壓生產線是集機、電、液及信息技術于一體的大型全自動沖壓生產線,由單臺(多臺)大臺面精密壓力機連線組成,通過高速伺服電機驅動的機械手實現垛料、送料和工序間的自動轉序,并由現場總線控制機械手和大型精密壓力機之間的動作同步協調、故障監控、診斷,實現沖壓過程的全自動化。
以2臺主機連線金屬零件沖壓加工為例,機器人全自動沖壓生產線主要由雙積料自動交換及送料裝置、大型精密壓力機、三維機械手送料裝置、伺服驅動搬送裝置等組成。
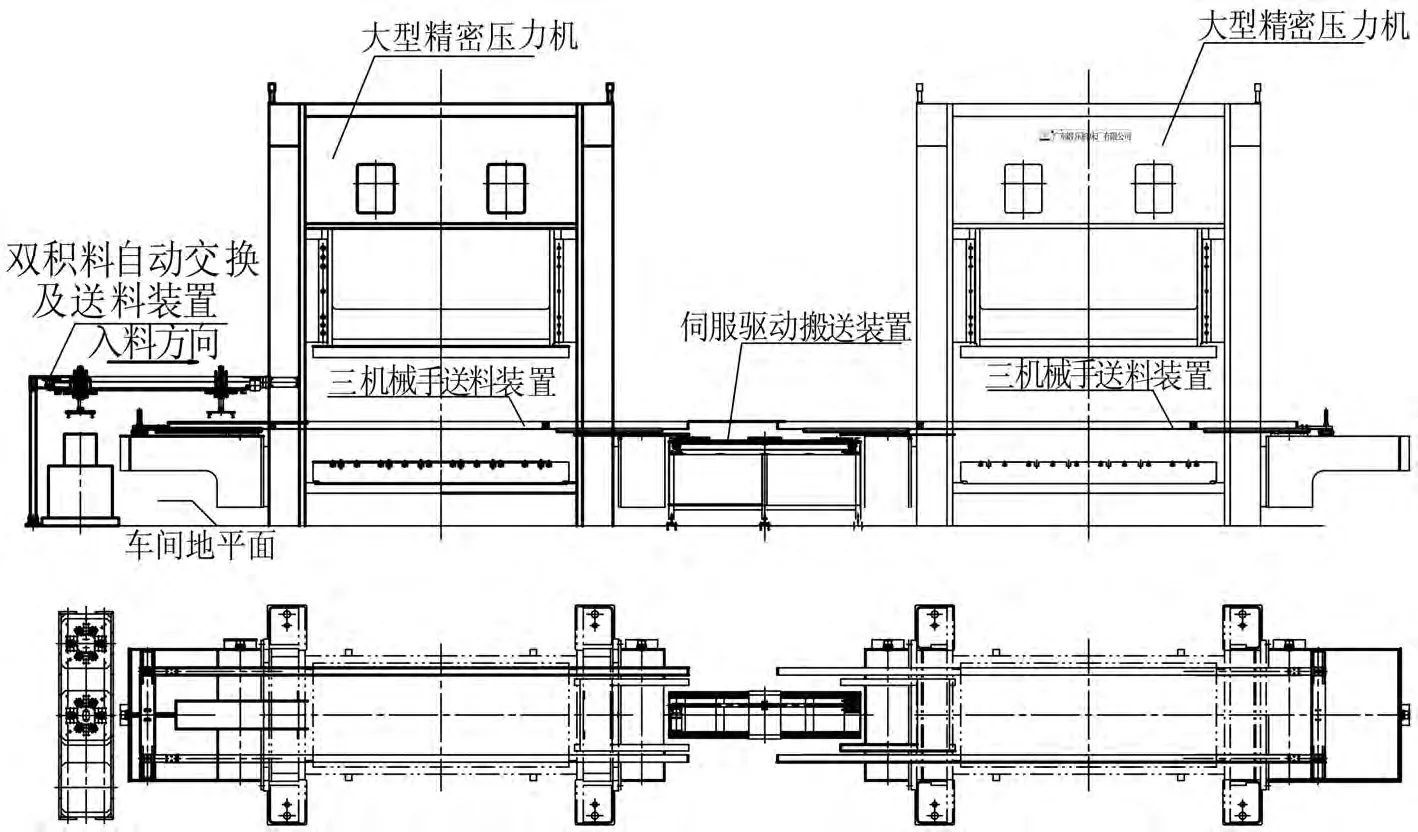
圖1 全自動沖壓生產線
2 在沖壓生產中的原理及應用
2.1 雙積料自動交換及送料裝置
雙積料自動交換及送料裝置是將工件(片料)分離,運送到指定的位置,以便三維送料系統將工件(片料)移送至模具上。其由雙積料自動交換裝置和送料裝置兩大部分組成,可以實現X、Y、Z三個方向的動作。當其中一堆片料用完后,通過氣缸或液壓缸自動換料,不需人工操作。
2.2 精密機械壓力機
主機(大型精密壓力機)根據加工零件生產工藝,設定好行程和速度,由現場總線控制協調與三維機械手送料裝置之間的動作同步,進行金屬零件的沖裁、拉伸、折彎等工序。
2.3 三維機械手送料裝置
三維機械手送料裝置主要包括送料裝置、夾料裝置、提升裝置三部分,可以同時實現X、Y、Z三個方向的動作,主要功能是通過夾持---搬運----放置的運送軌跡把工件(片料)送到指定位置,根據被加工零件生產工藝的不同,主機、機械手及支撐座的數量可相應變化,送料的速度、工位也可以根據加工零件的不同而調整,整個生產線柔性可調。
2.4 伺服驅動搬送裝置
如加工零件的工序較多,一臺主機(大型精密壓力機)安裝的模具工序不能完成沖壓時,將由伺服驅動搬送裝置搬送到指定位置,再由三維機械手送料裝置將未完成沖壓的零件搬送到主機進行沖壓。直到零件的沖壓工序全部完成。因此,一條沖壓生產線單機或者多機連線,主要取決于沖壓零件的沖壓工序。
整條生產線柔性可調,能實現沖壓工藝的重組,擴大裝備的應用范圍、延長生命周期。
3 全自動沖壓生產線的優勢

圖2 傳統的單機手工送料生產現場

圖3 全自動沖壓生產線生產現場
圖2為傳統的單機手工送料生產現場,圖3為全自動沖壓生產線生產現場,相比傳統的單機人工送料生產全自動沖壓生產線有著諸多優勢:生產效率高,最高生產節拍達到25次/每分鐘、產品質量好、降低生產成本。大幅度減少操作工人數量和占地面積,減少生產設備的使用,達到降低生產成本的效果、減少操作工人。如完成一個零件沖壓需要8個工序,傳統的單機沖壓需要8個操作工人,全自動沖壓生產線只需要1~2個操作工人。很好的解決了目前招工難、用工成本高等問題。
隨著新世紀經濟、社會、國防發展的需要,對鍛壓裝備提出了更高的要求。自動化沖壓生產線是一種必然的選擇。自動化沖壓生產線的使用將有助于提高行業的自動化水平,大幅度減少操作工人數量和占地面積、提高產品質量,對于勞動密集型的制造業的產業升級改造具有明顯的示范作用[2]。
[1]孫培明,陳樹欽.沖壓機床碟形彈簧振動緩沖器的研究開發[J].機電工程技術,2012(8):107-109,231.
[2]桂方亮,桂方才,趙濤,等.金屬板材沖壓裝備自動化技術現狀與發展趨勢[J].合肥工業大學學報:自然科學版,2009(11):229-235.
[3]袁華,孫友松,肖小亭.塑性成形技術與汽車工業發展[J].鍛壓裝備與制造技術,2005(3):21-24.
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16