淺析吊扇葉片成形模具中凹、凸模成形面的車削加工方法
2014-11-06 03:17:52鄺正安
機電工程技術 2014年7期
關鍵詞:設計
鄺正安
(佛山市三水區工業中等專業學校,廣東佛山 528100)
0 引言
模具的加工是模具生產的重要環節。模具的加工方法很多,選用合適的加工方法往往可以提高加工精度、縮短加工周期,節約加工成本。采用一些特別的加工方法(例如夾具)可以增加模具加工方法的選擇,從而使原來不具備某些模具加工能力的車間也可以加工。本人在生產實際中,設計出了適當的夾具來完成葉片成形模具凹、凸模的成形面加工,使其生產周期、成本、加工精度等都具有優勢。下文進行具體介紹。
吊扇葉片成形模具從整體上來說呈長方形,其成型面是規則的圓弧面。大多數加工人員首選的加工方法是銑削加工法,即采用普通銑床或數控銑床進行銑削加工。但銑削加工有如下缺點。
(1)模具長度尺寸大,所需的銑床型號較大,加工成本高。
(2)凸模成形面如果采用普通銑床加工,對操作人員的技術要求高,加工周期長,加工質量也難以保證,加工成本也高;而采用數控銑床加工,雖然精度能保證,但加工成本更高。另外,這么大型的數控銑床一般的生產廠家也不具備。
因此,筆者考慮采用其他更有效的加工方法來完成其加工。基于其成形面是規則的圓弧面,是否可采用普通車床來加工呢?經過筆者的反復研究,答案是肯定的。下面是所設計的車床加工方案。
1 凹模成形面的車削加工方案
圖1是凹模的示意圖。
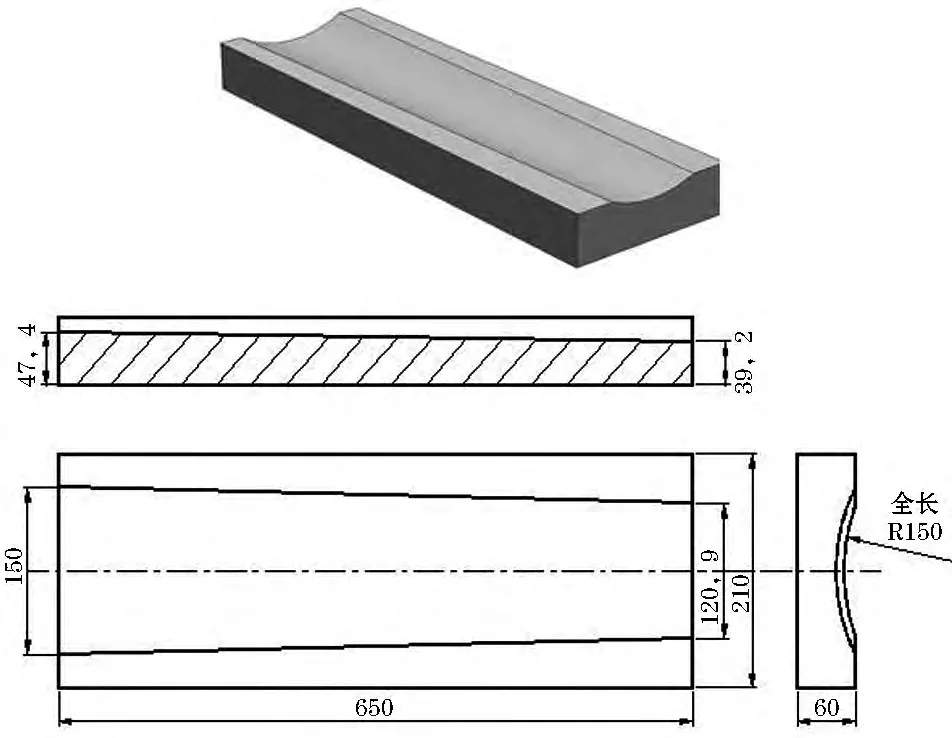
圖1 凹模的示意圖
雖然圖1中顯示出凹模的成形面是圓弧面,但如果按車床加工的常規裝夾方式——用卡盤裝夾工件,用刀架安裝刀具,用車床來完成其加工是不可能的。因此,如果要采用車床進行加工,就不能按這種常規方式考慮,必須采取一定的特殊措施。下面介紹筆者所采用的方法。
(1)改變裝夾方式
正因上面所述,傳統的車床裝夾方式不可能完成凹模成形面的加工,因此考慮改變這種裝夾方式,采用將工件安裝在刀架上,刀具裝夾在卡盤上的方式。采用了這種方式,凹模成形面的車床加工就存在了可能性(當然這種方法也暫時改變了車床的作用,即車床起鏜床的作用)。
(2)設計夾具完成其加工
將凹模直接安裝在刀架上是困難的,因為車床沒有如此大的刀架。因此,必須設計夾具以完成其裝夾。筆者的方法是在凹模底部加裝上一個支架,用來固定凹模然后再用刀架鎖緊支架,這樣凹模就固定在刀架上了。圖2是凹模在設計了夾具后在車床上的安裝與加工過程示意圖。
(3)采取適當措施保證加工質量
凹模成形面的底面是有斜度的,安裝過程中輔助百分表將凹模毛坯按圖紙要求調整好斜度,同時,在固定凹模時還必須將凹模的中心與車床主軸軸線對齊。
2 凸模成形面的車削加工方案
圖3是凸模示意圖形。
凸模的特點如下。
(1)凸模的成形面是一個與凹模成形面半徑相差一個葉片厚度值(葉片厚度為0.8 mm)的圓弧面。
(2)為了避免沖壓過程中與葉片定位塊相沖突,在寬度方向設計有與葉片外形相一致的錐度。
(3)由于凹模成形面底面在高度方向上帶有錐度(凹模圓弧面全長半徑大小相等,而寬度又不一致,具有錐度是必然的,并且從圖3中可計算出兩端的底部高度差值為8.2 mm),凸模的高度方向也必須具有與此同樣大小的錐度值,模具才能正常運行。這也是在其加工過程中必須重點保證的尺寸之一(下面還會重點講述)。
鑒于凸模的以上特點,其成形面采用車削加工同凹模一樣是可能的,但也必須借助夾具才能最后完成。圖4是筆者在凸模成形面車床加工中所設計的夾具圖形。下面重點介紹設計思路。

圖2 凹模加工過程示意圖

圖3 凸模示意圖形
其設計思路如下。
(1)裝夾設計
根據凸模的特點,其裝夾設計必須采用雙頂針式,在靠近車床主軸那邊還需設計一個撥叉,以便車床主軸帶動其旋轉。此設計在圖4中可明顯看出。

圖4 凸模夾具示意圖
(2)凸模毛坯在夾具上的固定設計
上面已講述到,由于凸模成形面底面在高度方向上帶有錐度,因此夾具的總裝效果要保證凸模上下兩大平面與兩頂針孔中心線之間具有此錐度值。
(3)凸模成形面底面錐度尺寸控制設計
上述錐度值在加工過程中必須嚴格控制,因此將連接板與凸模連接端的2個螺絲固定孔設計成長方形孔(橢形孔),以便于在加工過程中進行此錐度的調節,從而準確加工出錐度。
(4)凸模圓弧面加工過程中的半徑尺寸控制設計
將連接桿的下母線到兩頂針中心線之間的距離設計成大于150 mm(圖中設計成152 mm),以便在其加工至尺寸時,連接桿與凸模一起參與車削,這樣,在加工時可通過控制凸模與連接桿的直徑尺寸(因為已形成直徑回度),從而準確而方便控制凸模圓弧半徑值,其過程如圖5所示。
(5)平衡設計
通過計算,凸模的重量在70 kg左右,因為存在偏心問題,所以連接桿直徑要設計得大一點,以盡量保證其加工過程中的動平衡,從而保護機床。由于車削速度較低,而又是單件生產,其對車床的影響也是有限的。
通過以上的夾具設計,凸模的圓弧面在普通車床上加工就有了可能,并且既能保證加工質量,還能降低加工成本。圖6是其加工完成后的三維示意圖。

圖5 凸模圓弧加工過程的半徑控制示意圖

圖6 凸模加工完成后的三維示意圖
3 結束語
這套夾具的設計大大簡化了吊扇葉片成形模具的加工,也降低了成本,使許多原來不具備加工能力的車間也能加工出這套模具,也完全滿足使用要求。
[1]賴遠雄.排氣扇葉片成型模的特殊加工方法[J].機電工程技術,2013(6):196-198.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04