公共倉庫中基于RFID的流通加工智能管理系統
2014-11-16 03:05:42何恩東王宗忠黃國全
物流科技 2014年8期
何恩東,屈 挺,2,王宗忠,羅 浩,2,黃國全,2
(1.廣東工業大學 廣東省計算機集成制造重點實驗室,廣東 廣州 510006;2.香港大學,香港)
0 引 言
國家標準(GB/18354—2001)將流通加工定義為:物品在從生產地到使用地的過程中,根據需要施加包裝、分割、計量、組裝、價格貼附、標簽貼附、商品檢驗等簡單作業的總稱[1]。流通加工是發生在倉儲中的生產加工,能為生產企業彌補生產的不足,完善產品的流通,滿足客戶的多樣化需求,并節省相當可觀的人力和時間成本,同時也能豐富倉儲中的物流增值服務,創造豐厚的利潤。
工業園區是劃定一定范圍的土地,通過詳細規劃聚集若干生產企業,專供工業設施設置、使用而建設的區域。在工業園區中,公共倉庫是以生產企業群為客戶的第三方物流提供倉庫租賃服務,緩解土地資源緊張狀況、規避倉庫設備的投資風險等[2],是園區內所有生產企業原材料及成品的存儲和管理中心,并為企業提供產前、產后的流通加工服務。產前流通加工是企業生產時,根據原料需求計劃,進行原料預處理,滿足生產時原料特殊化要求。產后流通加工是企業銷售產品時,根據銷售計劃,進行成品后處理,滿足銷售時成品多樣化要求。相比普通倉庫中的流通加工,公共倉庫中的流通加工不僅要面對消費者的多樣化需求,還要面對生產企業原料的特殊化要求,最大化的為生產企業解決產前產后麻煩,節省更多的生產成本,同時也能挖掘倉庫的物流潛力,創造成倍的價值。在這樣的背景下,越有必要加強公共倉庫中流通加工作業管理,從而達到提高物流效益的目的。
在公共倉庫中,面對園區內不同生產企業的生產和銷售需求,需要提供多品種、小批量、高頻率的流通加工作業,造成傳統的流通加工管理面臨諸多管理難點。首先,在識別層,由于倉儲中的物料繁多且雜,但缺少高效的識別方式,造成倉儲需要大量的人工管理,不僅費時費力,且易錯遺漏,大大降低數據采集的準確性、高效性,導致庫存記錄不準確和物料信息不透明。盡管有些倉庫已采用了條碼識別,但由于條碼的識別率低且容易破損等缺點,造成倉儲在識別層仍處于低效狀態;其次,在管理層,由于現場實時信息復雜多變,而倉儲中數據采集方式相對落后,造成管理員掌握流通加工的數據信息相對滯后,導致管理混亂;最后,在決策層,由于不能從整體進行數據分析和多而復雜的系統導致實時信息不一致等問題,造成管理員只能憑借不準確的流通加工信息并結合自己的工作經驗來制定流通加工決策,導致計劃混亂、不合理,甚至無法執行。
射頻識別技術(Radio Frequency Identification,RFID)是一種新興的非接觸式的自動識別技術,通過射頻信號自動識別目標并獲取相關數據,識別工作無需人工干預,可工作于各種惡劣環境,可識別高速運動物體,并可同時識別多個標簽[3]。RFID提供高效而又精確的信息捕捉能力,使物品狀態的實時追蹤成為可能,現已被廣泛應用于物流、工業自動化等領域。
本文以公共倉庫中的流通加工為研究對象,在分析流通加工管理難點的基礎上,提出了一套采用條碼和RFID混合型應用的物聯網技術、托盤級和單品級混合策略、訂單拉動的“倉儲-制造”的信息聯動機制、PC加手持兩層智能化模塊的管理系統應對流通加工的過程管理,推動作業區資源的透明化管理,實現流通加工全流程的精益化聯動管理。
1 文獻綜述
1.1 RFID在倉儲領域的應用
基于RFID的電子標簽技術已成為企業提高物流供應鏈管理水平、降低成本、實施企業管理信息化、增強核心競爭能力不可缺少的技術工具和手段。在我國率先將RFID技術應用于倉儲管理的是深圳白沙物流[4]。王剛等分析了RFID技術在物流中的典型應用模式,還詳盡分析了一種面向物流倉儲管理的RFID系統的組成、流程和功能[5]。梁家海、黃志雨等,介紹了RFID技術在倉儲管理中的各流程、各環節中應用,并針對現有倉儲管理方面的各種問題,構建了智能物流倉儲管理系統,以高效率實現倉儲物流的出入庫管理及庫內作業等業務管理,并對物聯網在物流倉儲系統中的應用進行了前瞻性研究[6-7]。謝勇等,將RFID技術與物聯網相結合,利用RFID電子標簽作為產品識別的手段,利用物聯網來獲取入庫產品的詳細信息并自動生成入庫單,針對傳統入庫管理中存在的兩大瓶頸問題——產品識別和產品信息獲取,提出了基于物聯網的自動入庫管理系統的基本原理,對系統的結構和功能進行了分析[8]。
1.2 RFID在流通加工中的應用
雖然流通加工作業發生在倉儲中,但并非倉儲中的必須作業活動,所以目前國內外研究學者多把應用于倉儲領域的RFID技術研究集中到傳統倉儲作業上,比如出/入庫作業等。隨著銷售競爭的日益激烈和用戶的個性化、多樣化需求,流通加工越來越顯示出它不可替代的重要地位和作用,部分學者也把目光放在流通加工管理上。黃學成、何遠標在基于RFID的物流作業管理中提出了把RFID應用流通加工,實現智能化管理和最優化加工[9]。董淑華在RFID技術及其在物流中的應用一文中,提出流通加工管理中應用RFID技術可以實現流水線的自動化和智能化,從而提高流通加工效率,節約成本[10]。但這方面的研究很少,目前也僅僅停留在概念的提出當中,對硬件部署、軟件開發和如何管理流通加工作業流程都沒有做出解釋。
2 系統的關鍵問題分析
在公共倉庫中,典型的流通加工作業區是由原料區、流通加工區和成品區三個場地組成。原料區和成品區是倉儲區,分別用來存儲原料和成品。流通加工區是生產區,用來進行流通加工作業。流通加工由三個階段組成:原材料上線、流通加工作業和成品下線。如圖1所示為整個過程的示意圖。
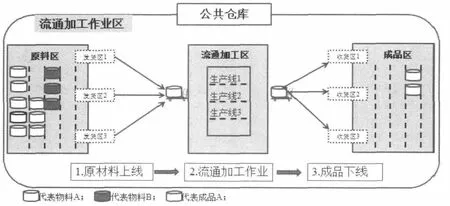
圖1 流通加工在公共倉庫的運作
詳細的作業流程是:(1)原材料上線階段:計劃員將客戶訂單按照原料庫存情況制定備料任務,原料區主管接收備料任務后,組織人員進行揀料,并將準備好的原料搬至發貨區,然后再將其搬送至流通加工區;(2)流通加工作業階段:計劃員將客戶訂單按照生產線負載情況制定流通加工任務,生產區主管接收生產任務后,組織人員進行生產;(3)成品下線階段:計劃員將客戶訂單按照成品庫存情況制定入庫任務,成品區主管接收任務后,組織人員將下線的成品先搬至收貨區,最后再將其搬送至成品區庫位。
原材料上線階段存在著以下問題:(1)由于原料區的庫存常采用人工管理,自動化程度低,導致庫存記錄不準確,計劃員很難制定科學的備料任務;(2)在備料過程中,由于庫存信息不透明,只能依靠人工經驗進行原料揀選,沒有遵守揀選策略中的同一訂單盡量用同批次原料、先進先出、盡量少拆分托盤等原則,造成原料區存管理混亂,存在著原材料過期失效、同一訂單用多個批次的原料和肆意亂拆托盤等問題。
流通加工作業階段存在著以下問題:(1)由于生產區的數據采集方式落后,致使計劃員掌握生產區的數據信息相對滯后,無法制定科學的生產排產計劃,造成各生產線生產負荷不均衡;(2)假若同一訂單被拆分到多條生產線生產時,計劃員因為掌握生產區的信息不及時,無法準確推算出各生產線在加工此單時應等待的時間,導致制定拆分計劃不合理,造成各生產線最終完成此單的時間不能相近,甚至相差很大。
在成品下線階段,成品區也存在人工管理,自動化程度低的問題,導致庫存記錄不準確,倉管員憑借現有的倉儲信息并結合自己的工作經驗來制定入庫決策,造成成品區管理混亂,存在著原一條貨道能存放下的訂單成品,卻分成多條貨道存放和同一訂單成品分多條貨道存放時沒有盡量安排在相鄰貨道上等問題。
以上問題的原因是:決策層中,缺少備料任務、生產排產和成品入庫決策制定的決策系統。應實現(a)與倉儲管理系統(WMS)無縫連接并實時獲取兩個倉儲區的庫存情況;(b)獲取流通加工區的實時生產信息;(c)根據實時的倉儲區的庫存情況和生產線負載情況制定備料任務、生產排產和成品入庫決策。在執行層中,應解決(a)流通加工作業區域缺少可識別標簽,操作工無配備RFID手持終端以記錄已執行的任務信息;(b)操作工與管理員缺少數據信息的實時同步性等問題。
3 系統整體方案設計
由于公共倉庫中復雜、動態的流通加工管理應為高速的耦合系統,它強調倉儲區與生產區之間的準確、有效地協調與合作,強調決策的自適應性和操作的準確性。從技術角度看,要使該系統有效運作,就需要一個高性能的實時信息基礎架構進行信息的收集、處理、應用和決策。
3.1 信息架構
根據Huang等[11]提出的AUTOM架構,并將其應用于本系統。AUTOM是標準的且可擴展的RFID應用架構。它不僅符合ISA-95標準,并且提供了標準的RFID硬件數據接口[12]。
如圖2所示,闡明了AUTOM解決方案的主要技術層次。最高層級為傳統的倉儲管理系統(WMS)。第二層級為基于RFID的流通加工智能管理系統(簡稱流通加工管理系統),包括應用層和服務層。其中,WMS通過接口與流通加工管理系統對接,為其提供實時的庫存信息。反之,流通加工管理系統通過采集現場的實時信息,報工反寫WMS。其余兩個層級組成一個基于RFID技術的智能流通加工作業環境,包括RFID網關層和智能對象層。關于網關層和智能對象層的詳細介紹請參考文獻[11]。
3.2 基于RFID的流通加工智能管理系統的整體邏輯設計
圖3所示為公共倉庫中基于RFID的流通加工智能管理系統的整體邏輯設計,系統根據其功能劃分為決策層模塊(圖3上半部分)和執行層模塊(圖3下半部分)。其中,決策層模塊的目標是處理及整合實時數據,并為各個工作過程做出合理可行的計劃決策,而該模塊使用者是流通加工的管理員;執行層模塊的目標是收集和轉移實時數據,然后按決策層發布的計劃執行工作,該模塊使用者為流通加工作業中的操作員,例如備料員、搬運工。在流通加工的過程中,RFID設備(包括被動式流通加工智能對象和主動式流通加工智能對象)將作為數據存儲和數據采集媒介貫穿整個系統。其中,為原料/成品、托盤和庫位等部署RFID標簽構建為被動式流通加工智能對象;為搬運工等配備手持RFID讀寫器構建為主動式流通加工智能對象。下面將詳細介紹各模塊的功能及數據處理流程。
3.2.1 決策層模塊
(1)流通加工單管理:其功能是收集和存儲不同客戶的成品需求。該模塊收集到客戶發出的客戶訂單后,會轉換需求信息以形成標準的流通加工單并保存。流通加工單包括客戶信息、成品類型、數量和發貨時間等。
(2)制定備料任務:在該模塊中,流通加工單與原料區的實時庫存信息相結合后作為該模塊的輸入數據,輸出數據則是每個流通加工單的物料需求計劃。計劃信息包括:即將揀選的物料類型、批次、貨道、數量、所在的托盤編碼和流通加工區物料緩存庫位等。
(3)制定生產排產:在該模塊中,流通加工單與流通加工區的實時生產信息相結合后作為該模塊的輸入數據,輸出數據則是每個流通加工單的生產排產計劃。計劃信息包括:即將組織生產的生產線編號和生產數量等。
(4)制定入庫決策:在該模塊中,流通加工單與成品區的實時庫存信息相結合后作為該模塊的輸入數據,輸出數據則是每個流通加工單的成品入庫計劃。計劃信息包括:客戶信息、成品信息和成品區庫位等。
3.2.2 執行層模塊
(1)揀選備料:該模塊的使用者為原料區的揀貨員。接收備料任務后,從任務中得到揀選物料信息、庫位信息和托盤信息等,并根據任務提示揀選物料,然后搬運到流通加工區中對應的物料緩存庫位。
(2)上線生產:該模塊的使用者為生產區的生產員工。接收生產任務后,從任務中得到生產計劃,待原料上線后,開始組織生產。
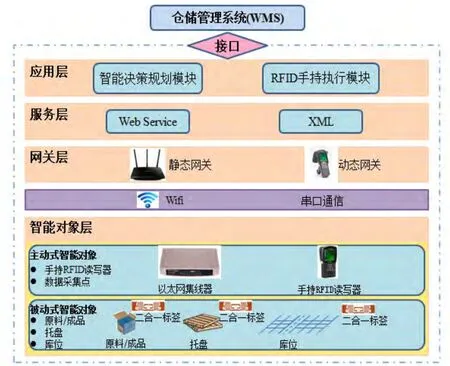
圖2 信息架構
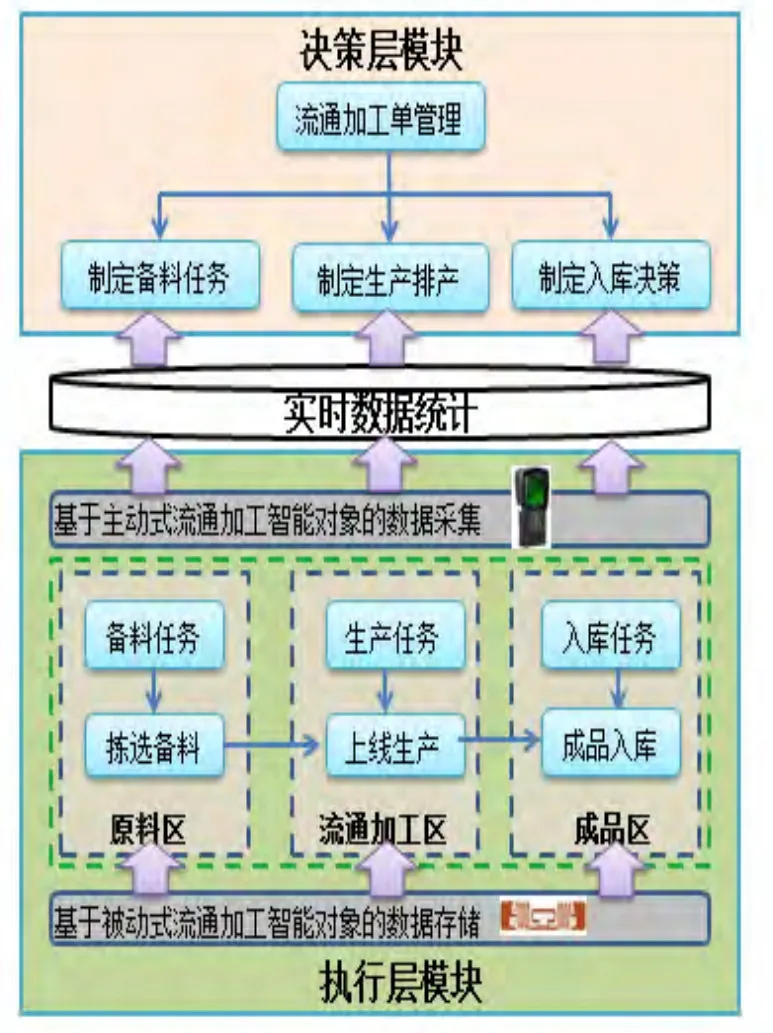
圖3 流通加工管理系統的工作邏輯
(3)成品入庫:該模塊的使用者為成品區的搬運工。接收入庫任務后,從任務中得到成品信息、庫位信息等,并根據任務提示將成品搬運到成品區對應的庫位。
4 系統模塊的開發與實現
該系統采用C#語言和SQL SERVER數據庫進行開發,包括兩個模塊:智能決策規劃模塊(制定各類流通加工作業決策)和RFID智能手持執行模塊(執行具體的流通加工管理任務)。其中智能決策規劃模塊是B/S結構,RFID智能手持執行模塊是C/S結構。
4.1 智能決策規劃模塊
該模塊主要為執行層制定各種流通加工任務并實時監控任務執行情況及相關流通加工信息。所有流通加工任務的制定都是根據實時的流通加工信息,一方面保證任務執行的可行性,另一方面實現對動態變化快速反應。該模塊主要包括以下子模塊:基本資料管理、流通加工單管理、備料管理、生產排產管理、成品入庫管理和統計查詢等。
(1)基本資料管理子模塊。主要實現如貨物、庫位、托盤、生產線、員工等流通加工基礎信息的錄入、修改和刪除。在輸入各類基礎信息之前,需要首先定義各類基礎信息的類型。
(2)流通加工單管理子模塊。主要實現將客戶訂單自動轉換成標準需求的流通加工單。計劃員首先接收到銷售部發來的客戶訂單,然后批量將客戶訂單導入系統,自動根據已制定的標準流通加工單格式轉換并保存。
(3)備料管理子模塊。主要實現將流通加工單分配成備料任務,并可實時查詢備料任務和其執行情況。計劃員首先按日期下載需要加工的流通加工單,然后系統按照揀料策略(同單同批次、先進先出和盡量少拆托盤等原則)和原料庫存信息自動匹配原料出庫庫位和托盤號,將流通加工單分配為備料任務,并發布給執行者。
(4)生產排產管理子模塊。主要實現將流通加工單分配成生產任務,并進行排產且可實時查詢生產任務和其執行情況。計劃員首先按日期下載需要加工的流通加工單,然后系統按照排產策略(同單同線、生產準時和生產線負載均衡等原則)和生產區生產信息自動將流通加工單制定成生產排產計劃,并發布給執行者。
(5)成品入庫管理子模塊。主要實現將流通加工單分配成成品入庫任務,并可實時查詢成品入庫任務和其執行情況。計劃員首先按日期下載已排產的流通加工單,然后系統按照入庫策略(同單同庫位和同單放相鄰貨道等原則)和成品庫存信息自動匹配入庫庫位,將流通加工單分配為成品入庫任務,并發布給執行者。
(6)統計查詢子模塊。主要實現對流通加工資源和操作的統計查詢。由于RFID技術的支持,所有的統計查詢數據都是實時的(為動態決策提供了數據基礎)。
4.2 RFID智能手持執行模塊
RFID智能手持執行模塊主要是執行具體的流通加工管理任務,并通過手持終端記錄已執行的任務信息和實現與管理層的數據信息同步。操作工使用手持RFID讀寫器下載計劃員分配的手持任務。本模塊包括揀料作業和成品入庫兩個子模塊。
(1)揀料作業子模塊。該子模塊的主要功能是協助備料員在執行揀料作業過程中將物料從原料區搬運到生產區,分為整盤揀料和拆分托盤揀料,前者是指將需要揀料的托盤與庫位解除綁定,后者是指從指定的源托盤取出一部分原料放到另外的一個空托盤(目標托盤)上揀料。圖4為揀料作業流程。下載備料任務后,備料員根據任務指示找到并核對源托盤,按照指定的揀料方式執行。
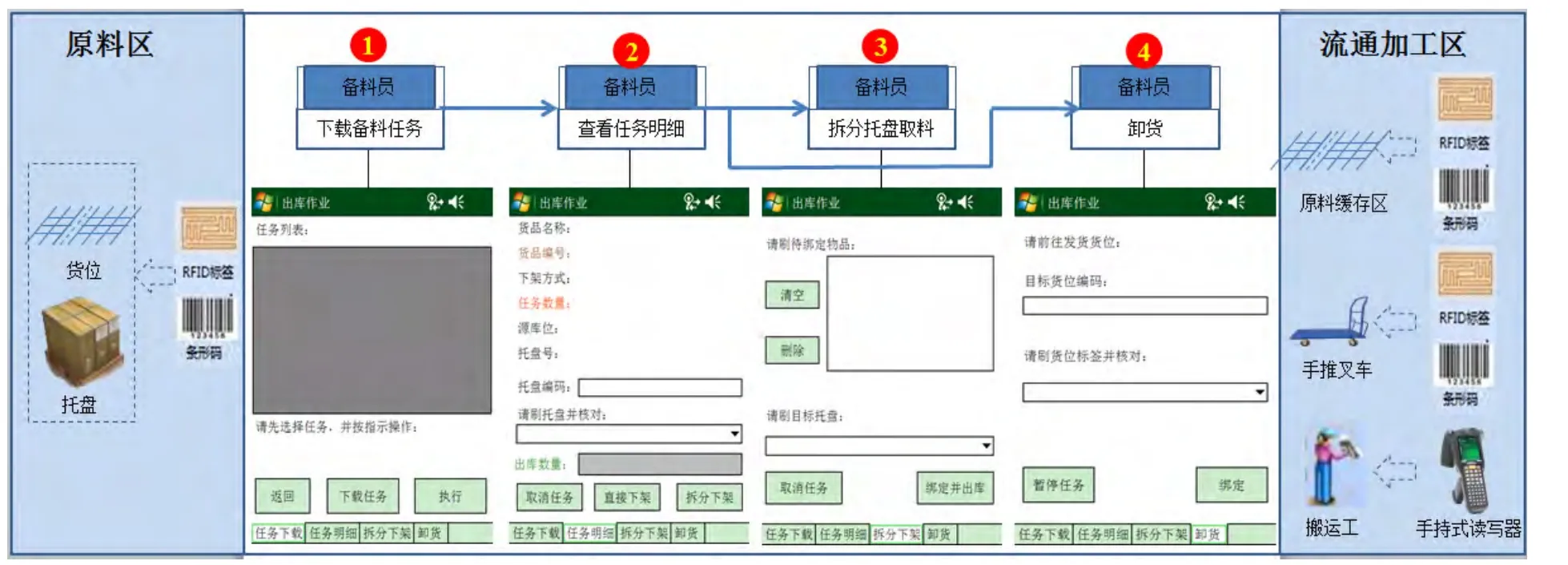
圖4 揀料作業流程
(2)成品入庫子模塊。該子模塊的主要功能是協助搬運工在執行成品入庫過程中將成品從生產區搬運到成品區。圖5為成品入庫作業流程。下載入庫任務后,搬運工根據任務指示先將成品與托盤綁定,再根據入庫庫位提示,將托盤搬運到成品區,綁定到指定庫位上。

圖5 成品入庫作業流程
5 演示案例
5.1 場景描述
本文旨在為公共倉庫中流通加工作業開發一套基于RFID的智能管理系統。在公共倉庫中,面對不同企業提出的各種流通加工需求,越來越多的流通加工業務在公共倉庫中開展,那么智能的、高效的、精益化的流通加工管理就顯得至關重要。由于篇幅原因,本部分只演示流通加工作業中最重要的揀料作業流程和成品入庫流程。

圖6 流通加工作業布局圖
本演示案例的流通加工作業布局圖如圖6所示。在公共倉庫中,流通加工作業區域由辦公區、原料區、流通加工區和成品區四個場所組成,其中原料區和成品區面積夠大,由貨道組成,流通加工區由物料緩存區和三條生產線組成。圖6(1)為系統服務器,部署智能決策規劃模塊,由用戶1計劃員操作,用來制定各種流通加工決策;圖6(2)為手持RFID讀寫器,部署RFID智能手持執行模塊,由用戶2備料員和搬運工操作,用來執行具體的流通加工作業。作業區的所有流通加工資源都粘貼有RFID/條碼二合一標簽,包括物料、庫位、托盤等。
演示案例的初始狀態為:公共倉庫已應用了倉儲管理系統(WMS)。本演示系統通過接口從WMS獲取實時的原料區和成品區庫存信息,并通過采集現場的實時信息,報工反寫WMS。在原料區中有確定的原料存儲。
5.2 揀料作業演示
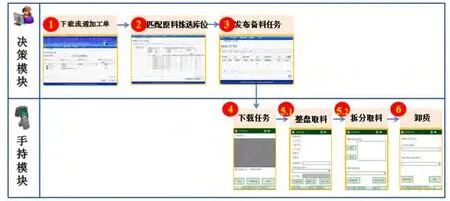
圖7 揀貨流程演示
(1)計劃員使用智能決策規劃模塊點擊下載當天有流通加工需求的流通加工單。
(2)智能決策規劃模塊將為流通加工單自動匹配原料揀選庫位,并指定托盤和數量。
(3)計劃員根據備料員的工號發布備料任務。
(4)在原料區中,備料員通過手持RFID讀寫器下載備料任務。
(5)備料員選定備料任務,查看任務詳細,根據提示進行揀料。如果托盤是整盤取料,根據(5.1)的揀料方式,將需要揀料的托盤與庫位解除綁定;如果是拆分托盤取料,根據(5.2)的揀料方式,從指定的源托盤取出一部分原料放到另外的一個空托盤(目標托盤)上揀料。
(6)備料員揀取托盤后,根據放置庫位提示,將托盤搬運至相應的生產區物料緩存庫位,綁定托盤與庫位即可。
5.3 成品入庫演示
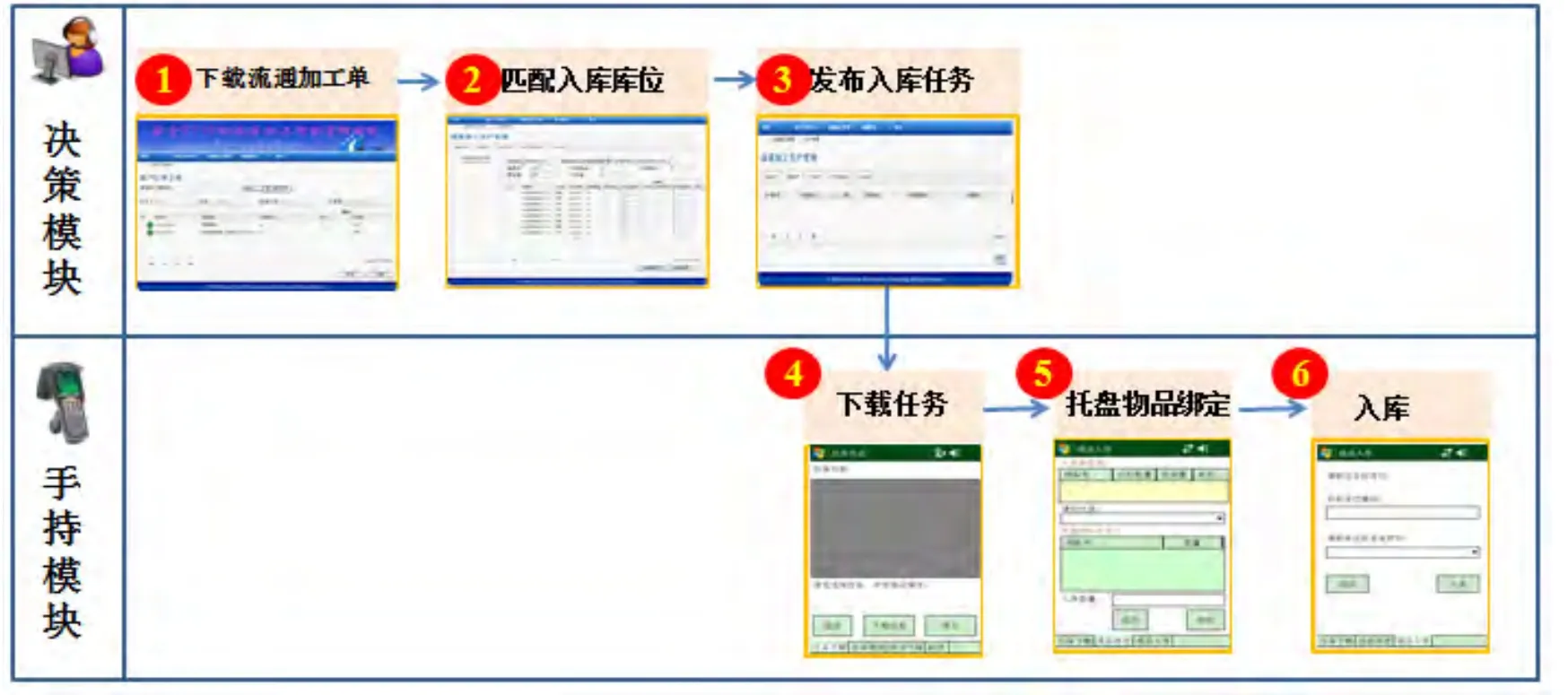
圖8 成品入庫流程演示
(1)計劃員使用智能決策規劃模塊點擊下載當天已排產的流通加工單;
(2)智能決策規劃模塊將為流通加工單自動匹配入庫庫位;
(3)計劃員根據搬運工的工號發布成品入庫任務;
(4)在成品區中,搬運工通過手持RFID讀寫器下載成品入庫任務;
(5)搬運工選定成品入庫任務,查看任務詳細,根據提示進行成品與托盤的綁定;
(6)搬運工將托盤物品綁定后,根據入庫庫位提示,將托盤搬運至相應的成品區庫位,綁定托盤與庫位即可。
6 結束語
本文探討了公共倉庫中流通加工作業流程中的管理難點,并針對這些管理難點進行詳細的需求分析,介紹和開發了一套基于RFID的流通加工智能管理系統。本系統不僅解決了公共倉庫中各種流通加工關鍵環節的管理難點,提高了流通加工作業的管理水平和效率,且大力推動了RFID等物聯網技術在公共倉庫中的應用,同時提出了一種適用于開發智能流通加工管理系統的實時信息基礎架構,為以后的基于物流網技術的流通加工管理研究提供了參考價值。
[1] 冉澤松.論物流新智能——流通加工[J].物流科技,2008(8):3-4.
[2] X.Qiu,G.Q.Huang,T.Qu.Supply hubs in industrial parks(SHIP):Research perspectives[C]//Computers and Industrial Engineering(CIE),2010 40th International Conference on,2010.
[3] G.Q.Huang,WRIGHT PK,NEWMAN ST.Wireless Manufacturing:a literature review,recent developments and case studies[J].International Journal of Computer Integrated Manufacturing,2007,22(7):1-16.
[4] 孫朝政,王喜成.射頻識別技術在倉儲物流中的應用[J].沿海企業與科技,2005(12):179-180.
[5] 王剛,魏鳳,張智文.RFID在物流中的應用[J].管理現代化,2006(4):13-16.
[6] 梁家海,陳海.RFID技術在倉儲管理中的應用[J].微計算機信息,2008,24(7):247-249.
[7] HUANG Z Y,JI Q C.Research on the Intelligent Logistics and Storage System in Internet of Things[J].Pro-cess Automation Instrumentation,2011,32(3):12-15.
[8] 謝勇,王紅衛.基于物聯網的自動入庫管理系統及其應用研究[J].物流技術,2007,26(4):90-93.
[9] 黃學成,何遠標.RFID及其在物流管理中的應用[J].中國高新技術企業,2010(9):105-106.
[10] 董淑華.RFID技術及其在物流中的應用[J].物流工程與管理,2012(7):50-53.
[11] G.Q.Huang,et al.RFID-based wireless manufacturing for real-time management of job shop WIP inventories[J].International Journal of Advanced Manufacturing Technology,2008,36(7-8):752-764.
[12] G.Q.Huang,et al.RFID-enabled real-time Wireless Manufacturing for adaptive assembly planning and control[J].Journal of Intelligent Manufacturing,2008,19(6):701-713.
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中華手工(2017年2期)2017-06-06 23:00:31
故事大王(2016年7期)2016-09-22 17:30:08
中外會展(2014年4期)2014-11-27 07:46:46
兒童故事畫報(2013年3期)2013-06-24 05:40:30
小哥白尼·軍事科學畫報(2009年9期)2009-09-14 03:18:56
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32