某風扇框架機匣加工工藝研究
2014-11-16 06:25:10張宏升趙彥軍王文秋
中國新技術新產品 2014年17期
張宏升 趙彥軍 王文秋
(沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
1 引言
近年來隨著航空航天產業的發展,各種新型合金材料都被大規模使用,其中鋁合金材料是現代航天航空工業重要的結構材料,鋁合金材料有著很高的合金比剛度,比強度,加工性能好,很高抗應力性能和抗剝落腐蝕性能,而且斷裂韌性較好,抗疲勞裂紋擴展能力強,但該材料耐腐蝕性較差,塑性高,切削時易粘刀。本文所介紹的機匣就是使用鋁合金材料的框架機匣,該機匣另有的特點就是壁厚較小,機匣側壁角度較大,剛性較差,盡管圓周方向一圈加強筋對該結構有一定的固定作用,控制變形成為該零件加工的關鍵,本文針對該機匣的特點對各部分問題逐一試驗,摸索加工規律,為今后此類零件的加工奠定基礎。
2 零件分析
2.1 結構分析。該零件為典型的鋁合金零件,材料牌號為AMS4147,該材料更容易發生腐蝕,該零件的高為360mm,大端最大直徑為φ842mm,小端最大直徑為φ570mm,最薄壁厚處僅為5.9mm:(1)該零件在靠近小端斜面上有3個直孔,其中2個直徑大小為φ26mm,1個直徑為φ8.7mm,以及10個斜面孔,直徑均為φ27mm。(2)在零件的小端面共計有60余個孔,在小端背面有一個T型槽,且小端與其他零件為過盈裝配,多處尺寸公差和技術條件都較嚴,鉆孔前后直徑尺寸變化較大。(3)零件中部有一個加強筋,該加強筋上有20個均布孔。(4)零件大端為該零件的設計基準,在端面上有84個孔,鉆孔對大端基準的影響較大,背面有一個反勾槽,該槽尺寸公差較嚴且在零件變形量較大的情況下該處接刀成為該零件的關鍵。
2.2 加工難點分析。難點1:大端面孔的加工,在大端面上分布84個均布孔,由于該零件剛性較差,加工過程中零件變形,造成孔位置度超差;難點2:斜面上直孔的加工,在加工斜面上直孔時無法采用傳統的鉆、擴、鉸的加工方法,斜面上無法直接打點或者鉆孔,用銑刀窩出平面后鉆孔會出現鉆孔過程中鉆頭一半在零件內一半露出機體,孔同樣會鉆偏;難點3:大端面反勾槽的加工,該槽有裝配要求,直徑公差較嚴,鉆孔前后該槽的尺寸變化較大,正常加工無法保證槽尺寸。
3 加工難點解決方案
3.1 大端面孔加工方案。加工該零件大端84個 Φ8.66~ Φ8.94孔,該孔使用8.5鉆頭鉆孔,8.7鉸刀鉸孔,經過多次加工發現所有孔的尺寸合格,但是所有孔的位置度均有超差現象,通過檢測數據分析,孔的角度偏差不超過0.01度,為正常現象,所有孔的極半徑比理論值小0.3~0.5不等,經分析產生該現象的原因主要有以下兩點:(1)待加工的孔加工在大端面的槽中,槽底面與大端面有一個R0.5的轉接,在鉆孔中鉆頭鉆在R上會產生一定偏差(圖1)。(2)由于該零件的壁厚較薄,零件的斜度較大,剛性較差,在加工中受軸向力的影響零件圓周方向向外擴張,在加工后零件恢復,造成零件的極半徑偏小。
針對以上分析,通過夾具改進和優化刀具選用等方面進行改進:(1)針對零件剛性不足的情況,通過增加輔助支撐來人為增加零件的結構剛性,在H部位增加輔助支撐可以有效的提高剛性同時減少銑削加工的振動量,但在安裝輔助支撐的同時一定要壓表安裝,防止將零件頂變形。(2)更改刀具的選用,鉆孔后應使用銑刀或者擴刀來修正孔的位置度,使用Φ8.7的銑刀代替Φ8.7的鉸刀,可以有效的修正孔的位置度。
3.2 斜面上直孔加工方案:(1)首先考慮在加工小端時加工2個斜面直孔,但由于小端上沿的2個槽的公差影響2個斜面直孔的加工,在加工孔時可能加工到這2個槽,所以該孔只能在只能在大端加工。(2)由于該斜面的角度較小,在加工斜面孔時,如果使用加長刀柄容易撞到零件側壁,所以只能使用加長刀桿,但加長刀桿強度不夠,在銑加工時發生振動,容易產生震紋。(3)由于零件的特殊結構,加工的斜面處于懸空狀態,加工時零件會產生振動,也會產生很大的震紋。(4)由于該孔為斜面孔,零件壁較薄,該孔不能形成一個完整的孔,在加工時零件時如果使用鉆頭鉆孔,或是使用銑刀銑孔,會造成刀具單方向受力使孔的位置度超差。
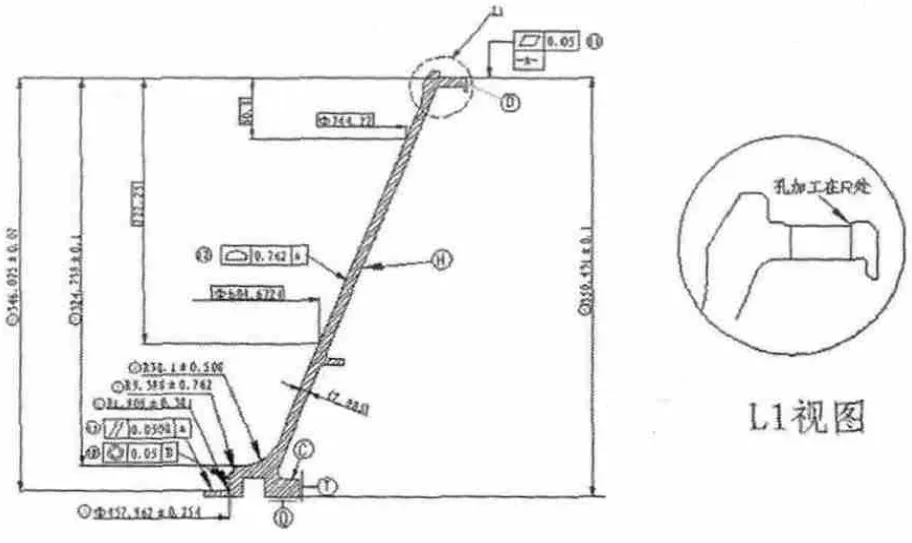
圖1 大端面孔加工
通過以上分析,在以下幾方面進行改進:①改進刀具。改進刀具結構,增加刀柄的直徑,保證刀柄的強度,減小刀柄加工零件過程中產生的震動量。②改進程序。將程序改為螺旋進刀,刀具軌跡沿著內型面輪廓橢圓形進刀,保證刀具加工過程中側刃切削厚度相同,刀具在各個方向的受力相同,刀具不會走偏。
結語
對該風扇框架機匣的加工的關鍵是如何控制零件的變形,首先應注意溫度對加工零件的影響,溫度的變化對鋁合金零件影響尤其明顯,在余量去除較大的情況下冷卻液一定要充足,其次加工力對這種薄壁零件影響也十分嚴重,在加工中避免使零件受力方向在零件壁厚最薄的位置,再次夾具的選用也十分重要,結構較為簡單的零件在加工中振動較大,夾具的輔助支撐十分必要,可以減少振動量的產生,也可以延長刀具的壽命,最后鋁合金零件的防腐也是至關重要,易腐蝕的材料在精加工中對冷卻液的要求較高,如果冷卻液不能滿足要求可以適當考慮不使用冷卻液加工。
[1]高虹靜.淺論金屬切削加工切削液[J].物流工程與管理,2009.
[2]楊叔子.機械加工工藝手冊[M].北京:機械工業出版社,2002.
