電機鐵芯液壓自動鉚接機的研制
2014-11-18 12:25:16馬金河
機床與液壓 2014年20期
馬金河
(臺州職業(yè)技術學院機電工程學院,浙江臺州 318000)
某市有電機生產企業(yè)459 家,其中規(guī)模上企業(yè)有205 家。近幾年,通過質量提升,企業(yè)生產條件明顯改善,產品的配套件日漸完備,已具備專業(yè)化大規(guī)模生產的能力,電機龍頭企業(yè)的管理水平、技術水平、產品質量處于國內同行領先水平,使用高性能、高品質原輔材料,有完善的檢測能力,總體發(fā)展前景十分看好。但是,還存在電機產品結構不合理、技術含量不高、工藝及裝備落后的企業(yè),特別是生產效率低已成為當前電機生產中的突出問題。主要原因是:生產自動化水平不高,人工操作環(huán)節(jié)多。特別是企業(yè)用工緊張,勞動力缺乏導致生產量能下降,產品成本上升明顯,降低了產品競爭力。電機生產企業(yè)急需改進生產條件,提高生產自動化水平,降低人員使用數量和工人勞動強度。
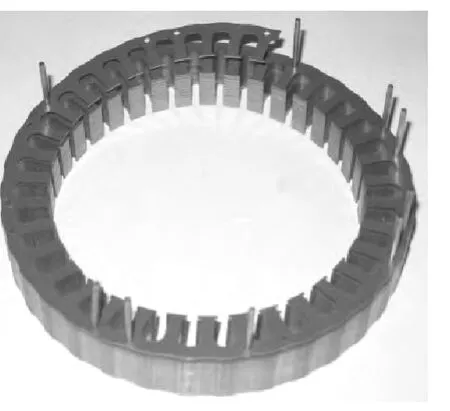
圖1 定子鐵心
電機鐵芯液壓自動鉚接機的研制,就是針對以上情況提出的。此設備可提高生產效率2 倍,在同樣生產量的情況下,可使此工序的操作人員從3 人減少為1 人,并提高了產品質量和質量穩(wěn)定性。電機鐵芯(圖1)鉚釘壓入的作業(yè)在某電機公司屬于瓶頸工序,主要工作依靠人工作業(yè),例如鉚釘穿入、硅鋼片的盤放等,均需要操作工動作嫻熟、精心專注,否則效率極低或不良品頻出。目前該電機公司電機鐵芯壓鉚工藝是:(1)采用人工將盤繞狀的硅鋼帶繞在幾個銷上面,然后把16 根鉚釘插入鐵芯中,再采用油壓機床進行鉚釘的壓鉚工作;(2)如果由于作業(yè)者不小心,少放了一根鉚釘,設備也無法識別,有可能將少裝鉚釘的產品流向客戶處;(3)采用人工一根一根地插入鉚釘,作業(yè)效率低,工人的勞動強度大,一個產品作業(yè)時間大約需要60 s 左右,一個人單臺設備無法實現月產6 萬個的目標。因此有必要研制電機鐵芯液壓自動鉚接機,重點要實現自動穿鉚釘和自動判別缺品。
1 關鍵技術問題
(1)多鉚釘自動送料機構與自動化穿鉚釘機構的研制
此機構能把放在料筒中的鉚釘自動排列好,全部釘頭朝下,按順序排列,并按生產節(jié)拍要求,把16根鉚釘一次送到鉚接夾具,經過油缸下壓將鉚釘壓入定位好的硅鋼片鉚釘孔內,代替原來人工穿鉚釘的工作。16 根鉚釘既不能多也不能少,如果少1 根鉚釘,設備將自動停止鉚釘的插入及壓鉚工作,防止出現漏鉚,從而從根本上杜絕少裝鉚釘的產品流向客戶處。由于鉚釘細長,此機構的研制十分關鍵。
(2)鉚釘缺少光電技術探測
為了確定每一根鉚釘都已穿入硅鋼片的鉚釘孔內,并且已完全穿通,需要設計一套探測鉚釘有無壓入孔內既定位置的光電感應系統(tǒng),防止漏裝鉚釘和鉚釘壓不到位,否則要自動報警,修正錯誤。此裝置可以檢測鉚釘位置和垂直度是否正確,如果鉚釘位置和垂直度不正確,鉚釘將不能插入鉚接孔中,設備應停止工作并報警,否則設備會卡住。電機鐵芯壓鉚的鉚釘直徑只有2 mm,長度達30 mm,鉚釘與鉚接孔配合為G8/h7,配合間隙很小,將16 根鉚釘自動準確插入鐵芯鉚接孔中,存在較大的困難,對夾具精度要求很高,必須對鉚釘位置精度和垂直度等進行檢測和校正,否則很難把細長鉚插入孔中。
(3)多鉚釘多工位壓鉚的液壓系統(tǒng)研制
多鉚釘壓鉚的液壓系統(tǒng)要保證滿足壓鉚時適當的壓力、適當的速度、多工位的要求,而且要節(jié)能環(huán)保。
2 多鉚釘自動送釘裝置
目前,常用的壓鉚機通常每次只壓鉚一個鉚釘,送釘裝置每次也只需送一個鉚釘。為了提高自動壓鉚機壓鉚效率,自動壓鉚機可以多鉚釘一次壓鉚,也要求送釘裝置能夠多鉚釘一次送到位。文中采用了一種用在自動壓鉚機上的多鉚釘自動送釘裝置。
如圖2 和圖3 所示:該多鉚釘自動送釘裝置包括振動盤1、氣液阻尼缸2、多鉚釘直線排列器3、透明軟管4 和定位盤5;在多鉚釘自動送釘裝置中,多鉚釘直線排列器3 包括滑塊8、導向塊9、定位塊10和壓板11;滑塊8 上開有多個鉚釘槽12,定位塊10和壓板11 通過螺釘聯接到導向塊9 上;滑塊8 可以在導向塊9 中自由滑動。在多鉚釘自動送釘裝置中,多鉚釘直線排列器3 的滑塊8 與氣液阻尼缸2 的活塞桿7 聯接,氣液阻尼缸2 的活塞桿7 可以推拉多鉚釘直線排列器3 的滑塊8。
多鉚釘自動送釘裝置安裝在自動鉚壓機上,把大量鉚釘放在振動盤1 里,通過振動盤1 把鉚釘送到多鉚釘直線排列器3,氣液阻尼缸2 的活塞桿7 推拉多鉚釘直線排列器3 的滑塊8,把鉚釘送到透明軟管4中,鉚釘從透明軟管4 進入到定位盤5 中,即可實現多鉚釘一次壓鉚。
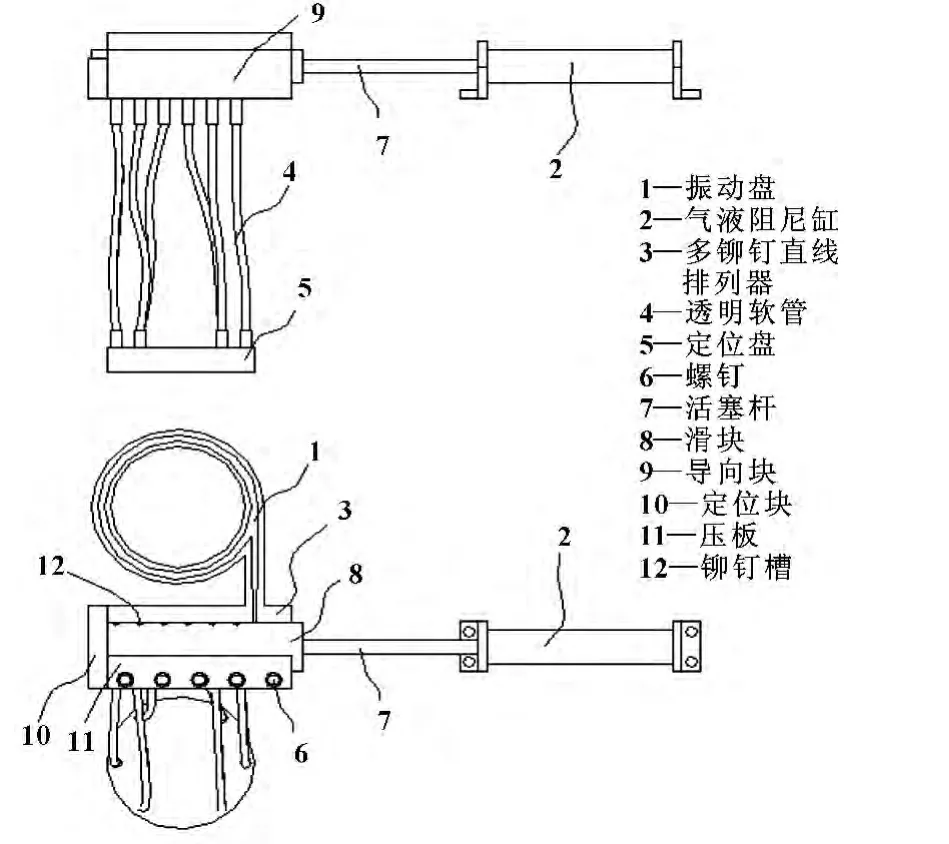
圖2 多鉚釘自動送釘裝置
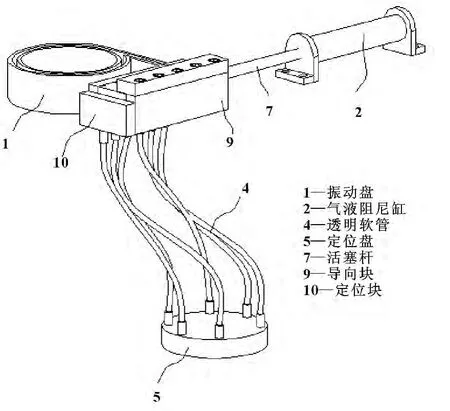
圖3 多鉚釘自動送釘裝置立體圖
3 多階段變壓力壓鉚機液壓系統(tǒng)
該設備采用了多階段變壓力液壓系統(tǒng),解決了固定壓力壓鉚機液壓系統(tǒng)在壓鉚時容易偏斜造成壓鉚質量差的現象。多階段變壓力液壓系統(tǒng)主要包括高壓調整溢流閥1、低壓設定溢流閥2、中壓設定溢流閥3、油缸換向電磁閥4、高低壓切換電磁閥5 和鉚接油缸6。
在初始狀態(tài)時,高低壓切換電磁閥5 左側線圈電源通電,鉚接油缸6 以中壓設定溢流閥3 設定的壓力上行并保持不跌落。工作時,首先利用外部可編程控制器PLC 將油缸換向電磁閥4 和高低壓切換電磁閥5右側線圈同時通電,使油缸以低壓設定溢流閥2 設定的壓力下行并保持設定的時間,進行低壓旋鉚找正;低壓旋鉚時間到后,斷開高低壓切換電磁閥5 右側線圈電源,使油缸上腔壓力變?yōu)楦邏赫{整溢流閥1 設定的壓力,進行高壓旋壓成形;高壓旋壓成形時間到后,又使高低壓切換電磁閥5 右側線圈通電,進行低壓精鉚,最終使鉚接定形并提高鉚接處光潔度。低壓精鉚時間到后,斷開油缸換向電磁閥4,高低壓切換電磁閥5 左側線圈電源通電,使油缸上行恢復初始狀態(tài)。

圖4 多階段變壓力壓鉚機液壓系統(tǒng)
4 總結
該電機鐵芯液壓自動鉚接機已經試制成功。新型電機鐵芯液壓自動鉚接機實施的壓鉚工藝是:(1)由自動供料機自動供應鉚釘并進行插入及壓鉚;(2)壓鉚作業(yè)時作業(yè)者只需將產品按規(guī)定放入夾具中,啟動開關即可由設備進行全過程的壓鉚;(3)裝有檢測裝置,如果出現少供一根鉚釘,設備自動停止鉚釘的插入及壓鉚工作,防止出現漏鉚,從而從根本上杜絕少裝鉚釘的產品流向客戶處;(4)裝有安全光柵,在設備運動過程中,如不小心將手伸進去,設備將會自動停止并報警,避免工傷事故的發(fā)生;(5)一個產品作業(yè)時間大約為20 s。
新型電機鐵芯液壓自動鉚接機的使用降低了人員使用數量和工人的勞動強度,可提高生產效率2 倍,使此工序的操作人員從3 人減少為1 人,提高了產品質量和質量穩(wěn)定性,解決了“電機鐵芯鉚釘壓入工序”生產瓶頸問題,提高了生產自動化水平。
[1]易捷,孫坤龍.全液壓鉚接機的研制[J].液壓與氣動,2002(2):1 -2.
[2]楊順.貨車上心盤液壓自動鉚釘機的研制[J].鐵道車輛,2009(11):36 -38.
