淺談汽車試車場拱形不平整路混凝土路面板施工技術
2014-11-25 03:04:12中鐵四局集團第一工程有限公司安徽合肥230041
安徽建筑 2014年3期
王 瑛 (中鐵四局集團第一工程有限公司,安徽 合肥 230041)
1 工程概況
拱形不平整路為一汽農安汽車試驗場技術改造項目中一種特殊路。拱形不平整路全長600m,路寬4m。路面板預制件分12組,每組22塊,共264塊。每組22塊分為A、B、C三種型號,每種型號僅平面尺寸一致,同一組內每相鄰兩塊面層為連續拱形曲面。
2 施工工藝
2.1 工藝流程
拱形不平整路陰模預制關鍵工藝流程如下:
根據路譜細化出拱形不平整路線形→胎膜模板制作→預制場地選擇、平整→立模、布設不平整控制點→根據不平整控制點澆筑胎膜→根據胎膜翻澆拱形不平整預制件→根據路譜安裝拱形不平整預制件。
2.2 拱形不平整線形的確定
根據設計給出的0.5m×1m的四邊形角點與基準面的高差(基準面指拱形不平整路相鄰普通路面無不平整一側),應用CAD軟件采用2~3次曲線預先設計出在一組內的縱、橫斷面的連續拱形形狀。在已設計成形的連續拱形圖形上定出0.5m×0.5m的四邊形角點與基準面的高差,以此來加密控制連續拱形在現場施工中的成型。拱形不平整路基準面示意見圖1。
2.3 胎膜模板制作
根據已細化的拱形不平整設計圖確定板縫的拱形形狀,每個板縫制作一塊定型模板。模板采用竹膠板通過加工制成。
2.4 預制場地選擇、平整
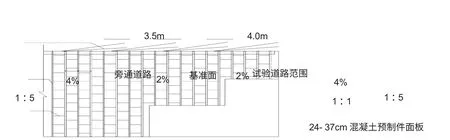
圖1 拱形不平整路基準面示意圖
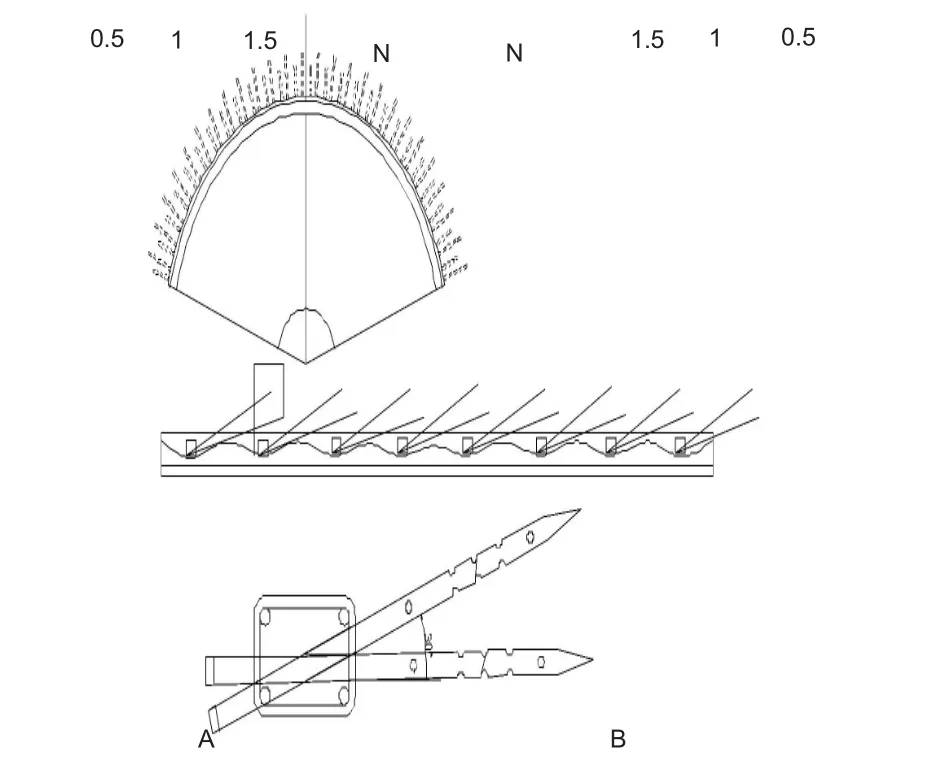
圖2 路面鋪設時及同一預制件胎膜尺寸及控制點排列順序
①預制場地應選擇高強度的硬化場地,場地抗壓強度不小于C40,以保證其在整個預制過程中不產生破裂變形。
②預制場地的平整度小于3mm,保證每個板縫模板在重復使用中不產生錯位。
2.5 立模、布設不平整控制點
2.5.1 立模
①用全站儀在預制場地放出兩側堵頭板立模通線,配合鋼卷尺根據計算的數據定出兩側側模的位置。
②混凝土澆筑標高控制:用水準儀在模板澆筑場地上測量、計算后標注。模板定位加固過程中要確保模板線性直順,且模板要垂直,為防止模板上部出現較大的誤差,在立模過程中要用水準靠尺檢測模板是否豎直,及時對于傾斜的模板給予糾正,直至符合設計規范要求。
③不平整路的施工采用胎膜預制再翻模的施工工藝,在預先設計好的胎膜拱形線型及對照設計提供的板塊尺寸基礎上,所有胎膜預制件的現場尺寸放樣和控制點的排列順序均要和后期的不平整路面板成鏡像狀態,如圖2所示。
2.5.2 布設不平整控制點
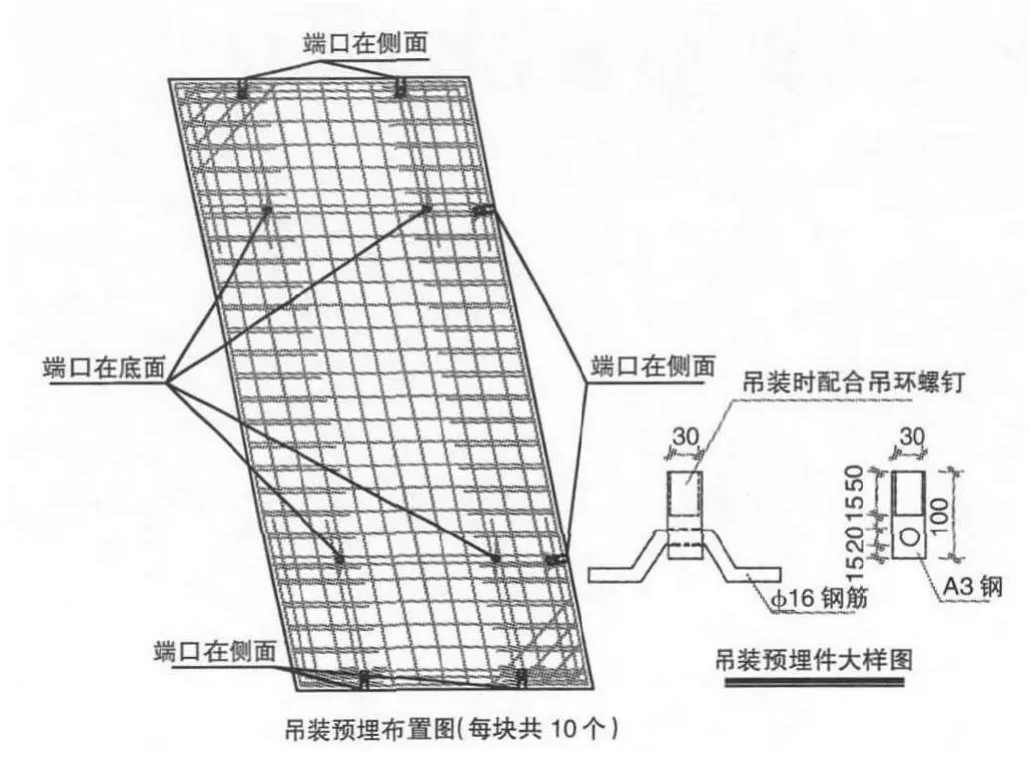
圖3 吊裝預埋件布置圖
在板塊四個角點上定出水平高度最高點,以最高點做水平面,算出其它控制點與此水平面的高差,根據控制網點的設計高程加上高差來加工高程控制鋼筋,在控制網點上布置鋼筋網,把高程控制鋼筋焊接到鋼筋網上,焊接要牢固,防止澆筑混凝土以及振搗過程中鋼筋脫落。高程控制鋼筋焊接完畢后及時復核,對于不合格的控制點及時調整直至符合設計要求(δh≤3mm,δh為控制點設計值與實測值之差)。高程控制鋼筋經復核合格后采用油漆做上明顯標記。
2.6 根據不平整控制點澆筑胎膜
①胎膜采用C40混凝土。混凝土澆筑時嚴禁將混凝土直接傾倒到鋼筋網上,防止混凝土的沖擊力將高程控制鋼筋沖擊變形脫落。
②振搗時沿著沒有高程控制鋼筋的網格內振搗。
③水灰比根據具體的施工氣候加上容易塑造成型的原則來確定。
④混凝土振搗完畢后,對混凝土表面根據不平整控制點進行初步造型。初步造型時應注意每個控制點的標高,不得出現偏低或超高的現象(偏差控制在1cm內)。待混凝土不再流動并未初凝時進行胎膜表面最終定型,胎膜表面最終定型時應對照細化后的拱形不平整設計圖確定每兩個控制點之間的曲線線形,對于偏低或超高的地方及時填挖混凝土,確保每個控制點之間的線形圓順。
⑤胎膜表面造型完成后及時收光、養生,養生時采用塑料薄膜覆蓋,但塑料薄膜不得接觸混凝土面以免胎膜表面光滑度受損。
胎膜預制施工流程:預制場地選擇、平整→放線→立模→鋼筋綁扎、焊接→高程控制鋼筋加工、焊接→混凝土澆筑→混凝土造型、收光→混凝土養生。
2.7 根據胎膜翻澆拱形不平整面板
①經檢測胎膜強度達到設計強度后即可進行拱形不平整路面板的預制。
②模板采用竹膠板加工成型,模板高度為440mm,即胎膜基準面厚度加上面板基準面厚度(一汽農安汽車試車場拱形不平整路面板基準面厚度為240mm,胎膜基準面厚度為200mm)。
③模板加固時應注意模板頂面尺寸和高度。
鋼筋網的設置根據設計圖紙進行加工、固定。鋼筋采用ф12和ф8。此次鋼筋工程難點是上層鋼筋的布置及固定,面板的頂面為不規則的拱形面,設計要求其混凝土保護層厚度為上層不小于3cm且不大于5cm。頂面的上層鋼筋網采用在胎膜上現場加工、固定的作業方法,即根據現場胎膜的拱形線形通過人工加工出相應的鋼筋,加工鋼筋時要注意對胎膜的表面進行保護,防止表面被破壞而導致混凝土面板表面粗糙。為保證面板的吊裝和翻轉,采用在面板底面和側面設置預埋吊環的方法(如圖3所示)。
3 質量保證措施
路面板施工質量允許偏差按表1執行。
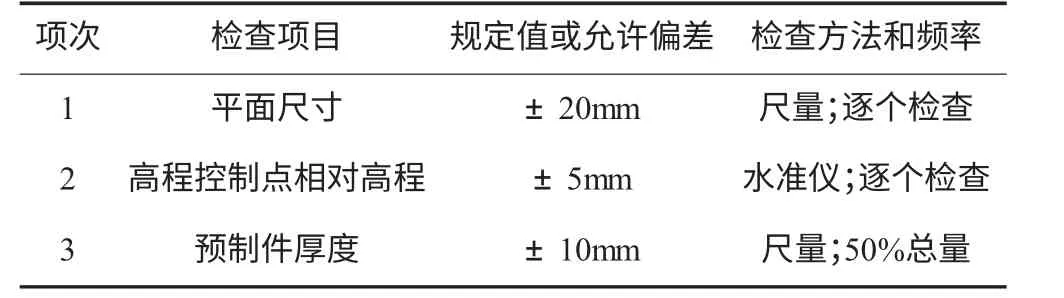
面板質量允許偏差 表1
①對胎膜的高程控制鋼筋應隨時復核,確保胎膜表面拱形不平整線形符合設計要求。
②胎膜預制時應確保平面尺寸,不得出現跑模現象。
③拆模時注意不得出現缺邊掉角現象。
④對胎膜進行打蠟處理時,應保證表面平整,盡量確保厚度一致,不得出現坑洼點。
⑤每預制完一塊進行下一塊預制前,應對胎膜表面重新進行處理。
⑥振搗混凝土時應根據路譜厚度注意振搗深度,嚴禁振搗棒碰觸胎膜表面。
⑦吊裝時盡量保證面板平行脫離胎膜,以確保面板完整不出現碰撞現象。
4 結 語
拱形不平整路路面板預制施工工藝是目前拱形不平整路施工的新型工藝,實現該工藝的關鍵點在于:
①設計確定出陰模及陰模邊縫拱形不平整線形;
②根據陰模拱形不平整線形預制陰模;
③根據陰模預制拱形不平整路面板;
④根據設計路譜安裝拱形不平整路,同時確保安裝的牢固性。
采用該施工方法對一汽農安汽車試驗場內600m拱形不平整路進行施工,各項指標檢查均符合設計要求。
[1] 李振紅.試車場工程特殊路面施工要點[J].現代交通技術,2008(2).
[2] 鄧學鈞.路基路面工程[M].北京:人民交通出版社,2005.
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年7期)2021-07-16 07:08:04
現代裝飾(2020年7期)2020-07-27 01:27:42
水利規劃與設計(2020年1期)2020-05-25 08:01:30
流行色(2020年1期)2020-04-28 11:16:38
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
