銑削加工表面幾何特征的仿真研究*
2014-11-26 03:12:26董永亨
機(jī)械制造 2014年8期
□ 鄭 勐 □ 董永亨
1.西安理工大學(xué) 工程訓(xùn)練中心 西安 710048
2.西安理工大學(xué) 高等技術(shù)學(xué)院 西安 710082
機(jī)械零件的加工質(zhì)量包括兩個方面:加工精度和表面質(zhì)量。作為零件表面質(zhì)量的一個重要因素,即表面粗糙度不但對機(jī)械系統(tǒng)的摩擦磨損、接觸剛度、疲勞強(qiáng)度、配合性質(zhì)和傳動精度等機(jī)械性能影響很大,而且直接影響機(jī)器的使用性能及壽命[1]。眾所周知,被加工表面幾何形貌最能直接反映表面粗糙度[6],如果能夠開發(fā)出表面形貌仿真系統(tǒng),將對預(yù)測被加工表面粗糙度和提高零件的加工質(zhì)量具有重要指導(dǎo)意義。
銑削加工作為零件表面獲得的主要方法之一,近年來針對銑削表面幾何形貌仿真的研究比較多[2-6],然而,這些研究大多是針對某一種銑削方法獲得表面幾何形貌的研究。筆者從開發(fā)通用的銑削加工表面形貌仿真系統(tǒng)出發(fā),研究不同銑削方法下通用的表面形貌仿真建模方法,開發(fā)出相應(yīng)的仿真系統(tǒng),并通過仿真和實驗對比 ,驗證了所建立的仿真模型和系統(tǒng)的可靠性和有效性。
1 銑削過程中刀具的運(yùn)動軌跡方程
為了推導(dǎo)出銑削過程中刀具切削刃上任意切削點相對于工件的運(yùn)動軌跡方程,建立如圖1所示的直角坐標(biāo)系,其中OW-XWYWZW是固定在工件上的參考坐標(biāo)系,稱為工作空間整體坐標(biāo)系,簡稱 {W};OA-XAYAZA的坐標(biāo)軸OAZA與機(jī)床主軸的回轉(zhuǎn)軸線一致,并隨機(jī)床主軸一起相對于工件運(yùn)動,稱為主軸隨動坐標(biāo)系,簡稱{A};坐標(biāo)系OC-XCYCZC坐標(biāo)系固定在刀具上,其坐標(biāo)軸 OCZC與刀具中心軸線一致并繞機(jī)床主軸OAZA以ω的角速度旋轉(zhuǎn),稱為刀具局部坐標(biāo)系,簡稱{C};坐標(biāo)系Oj-XjYjZj的坐標(biāo)軸OjZj與刀具局部坐標(biāo)系{C}的坐標(biāo)軸OCZC一致,均與刀具中心軸線重合,稱為刀齒局部坐標(biāo)系,簡稱{j}。 假設(shè)坐標(biāo)系{j}相對于坐標(biāo)系{C}的變換矩陣為 MCj,坐標(biāo)系{C}相對于坐標(biāo)系{A}的變換矩陣為MAC,坐標(biāo)系{A}相對于坐標(biāo)系{W}的變換矩陣為 MWA。
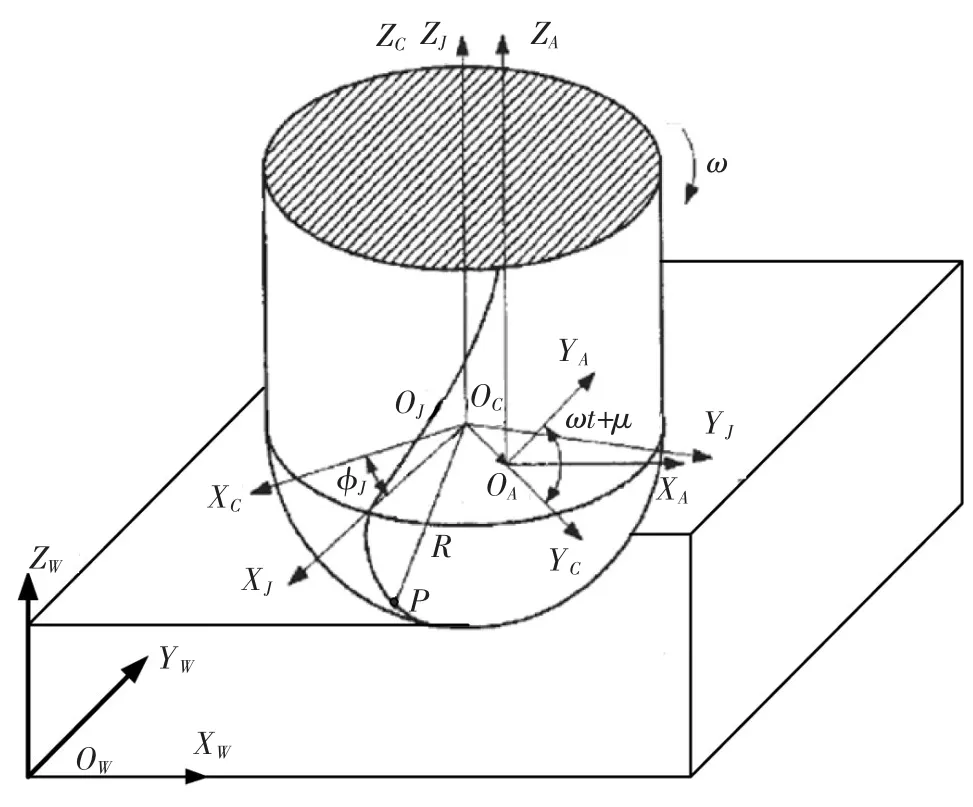
▲圖1 切削刃運(yùn)動軌跡的參考坐標(biāo)系
根據(jù)坐標(biāo)矩陣變換原理和矢量運(yùn)算法則,刀具的第j齒局部坐標(biāo)系{j}到工作空間整體坐標(biāo)系{W}的總變換矩陣為:

假設(shè)銑刀第j齒上任意點P在刀齒局部坐標(biāo)系{j}中的齊次坐標(biāo)為(xpj,ypj,zpj,1)T,則點 P 在工作空間整體坐標(biāo)系{W}中的齊次坐標(biāo)為:

在銑削過程中,刀具第j齒上任意點相對于工作空間整體坐標(biāo)系的運(yùn)動軌跡方程可通過式(2)獲得。
2 仿真算法
在仿真計算之前需要把工件、刀齒和加工時間進(jìn)行離散化處理。首先將工件的加工表面劃分為如圖2所示的m×n個矩形網(wǎng)格,然后求解加工表面上的殘留高度所對應(yīng)每個網(wǎng)格點的Z向坐標(biāo)值,最后用圖形表達(dá)出來,便可得到整體的表面幾何形貌。
刀齒離散時微元的長度,是根據(jù)工件網(wǎng)格劃分精度設(shè)置的。由圖3可以看出,為了保證刀齒離散點能夠遍歷工件的所有網(wǎng)格點,刀齒微元的長度不宜大于工件網(wǎng)格的最小間距。如圖3所示,需合理設(shè)置刀齒微元的投影線AB的長度,使其不超過工件網(wǎng)格間距dx和dy的最小值,即:
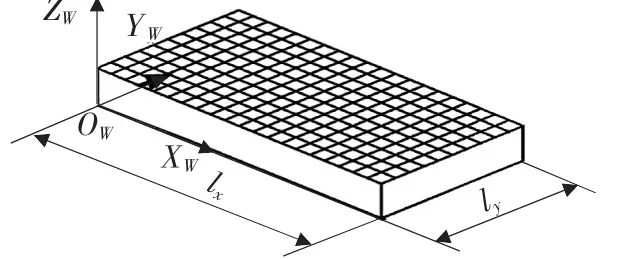
▲圖2 工件表面網(wǎng)格的劃分
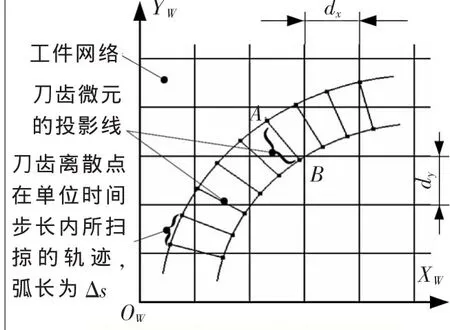
▲圖3 切削工件網(wǎng)格矩陣圖

為了獲得理想的表面形貌仿真結(jié)果,除了合理設(shè)置刀齒微元外,還需將加工過程也離散為多個時刻,并保證每個刀齒離散點在單位時間步長內(nèi)最多掃過一個工件網(wǎng)格點。不管采用球頭銑刀還是立銑刀進(jìn)行銑削加工,刀齒離散點的運(yùn)動軌跡都是擺線,仿真計算時,只要保證刀齒外緣離散點在單位時間步長內(nèi),掃掠過的弧長不大于工件網(wǎng)格的最小間距,就符合上述的要求,即:

式中:Δs為刀齒最外緣離散點在單位時間步長內(nèi)掃掠過的弧長;dx和dy分別為工件離散網(wǎng)格在水平方向和垂直方向上的間距。
按照弧長計算公式,可得刀齒外緣的離散點在單位采樣時間間隔的掃掠弧長:

式中:xwp(t)和 ywp(t)分別為刀齒離散點在工件坐標(biāo)系{W}中運(yùn)動軌跡表達(dá)式;Δt為單位采樣時間間隔。
由式(4)、(5)可得 Δt為:

為了保證仿真算法更加可靠,可以給單位采樣時間間隔Δt乘可靠系數(shù)Г,Г可取為0.8~0.95。
在建立了刀齒上任意點相對于工作空間整體坐標(biāo)系運(yùn)動軌跡方程并完成工件離散、刀齒離散和加工過程離散的基礎(chǔ)上,計算出刀齒離散點每時刻在工作空間的軌跡坐標(biāo),然后再與被加工表面前一高度值相比較,如果刀齒切入工件內(nèi)部,則該部分表面離散點的Z坐標(biāo)值將被更新;反之,則保留前一高度值。最終殘留在工件表面上的材料即為被加工表面的幾何形貌。銑削加工表面形貌幾何仿真步驟如下。
(1)初始化銑削數(shù)據(jù)。根據(jù)工件和刀具的幾何參數(shù)和切削用量等的設(shè)置,建立工件網(wǎng)格模型,根據(jù)工件網(wǎng)格模型獲得刀齒和加工過程的離散化模型。用矩陣H[i,j](i=1,2,...m;j=1,2,...,n)表示工件上表面各網(wǎng)格點對應(yīng)的高度。在加工之前,初始化矩陣H的所有元素為坯料高度。
(2)加工區(qū)域判斷。計算當(dāng)前時刻選定刀齒上的離散點 P 在坐標(biāo)系{W}中的坐標(biāo)值(Xwp,ywp,zwp),據(jù)此判斷刀齒離散點P是否進(jìn)入工件切削區(qū)域:如果滿足0≤xwp≤lx和0≤ywp≤ly的條件,則說明該點已進(jìn)入工件切削區(qū)域;否則,進(jìn)行下一個離散點的計算。
(3)刀齒離散點和矩陣元素的對應(yīng)。根據(jù)(xwp,ywp)與工件高度矩陣H的下標(biāo)(i,j)的對應(yīng)關(guān)系,判斷刀齒離散點P與工件網(wǎng)格點的對應(yīng)關(guān)系。當(dāng)?shù)洱X離散點P的坐標(biāo)(xwp,ywp)剛好落在工件網(wǎng)格點(i,j)上時,則說明該點剛好與矩陣元素 H(i,j)對應(yīng);否則,找到(xwp,ywp)最接近的工件網(wǎng)格點(i,j),用該網(wǎng)格點所在的矩陣元素 H(i,j)對應(yīng)此點。
(4)切削判斷。比較當(dāng)前時刻選定的刀齒上離散點P在工件坐標(biāo)系中的高度方向坐標(biāo)值zwp和對應(yīng)矩陣元素H(i,j)的儲存值。如果zwp小,則說明刀具已經(jīng)切入工件,這時用 zwp更新 H(i,j)的儲存值;否則,不作任何處理。
(5)根據(jù)矩陣H中的寄存數(shù)據(jù)繪制表面三維形貌圖。
3 仿真界面設(shè)計

▲圖4 銑削加工表面形貌仿真系統(tǒng)的邏輯框圖
銑削加工表面形貌仿真系統(tǒng)的邏輯框圖如圖4所示。MATLAB的編程方式有文本方式和圖形用戶接口方式GUI兩種主要的模式,前者編程快捷,后者操作直觀[7],本文使用兩種相結(jié)合的模式,開發(fā)了銑削加工表面形貌仿真系統(tǒng),如圖5所示。
4 仿真系統(tǒng)可靠性驗證
以刃形較復(fù)雜的球頭銑刀進(jìn)行對比實驗。利用2齒、平面刃球頭銑刀(銑刀直徑為φ10)對材料為LY12的工件、以0.5 mm的切削深度在KVC650F/1立式四軸加工中心上進(jìn)行加工,采用雙目光學(xué)顯微鏡觀察加工表面微觀形貌,使用粗糙度測量儀測量表面粗糙度。
采用表 1中的銑削條件 1和條件2,分別在單向進(jìn)給、刀具垂直和刀具傾斜形成逆銑的情況下加工,圖6(a)和圖 7(a)所示為仿真獲得的表面形貌圖,圖 6(b)和圖7(b)所示為從顯微鏡中拍攝到的加工表面形貌圖。圖6(a)中的 1、2、3 部位和圖 6(b)中的相應(yīng)數(shù)字所指部位一致,圖7(a)中和圖7(b)中的箭頭所指部位一致。
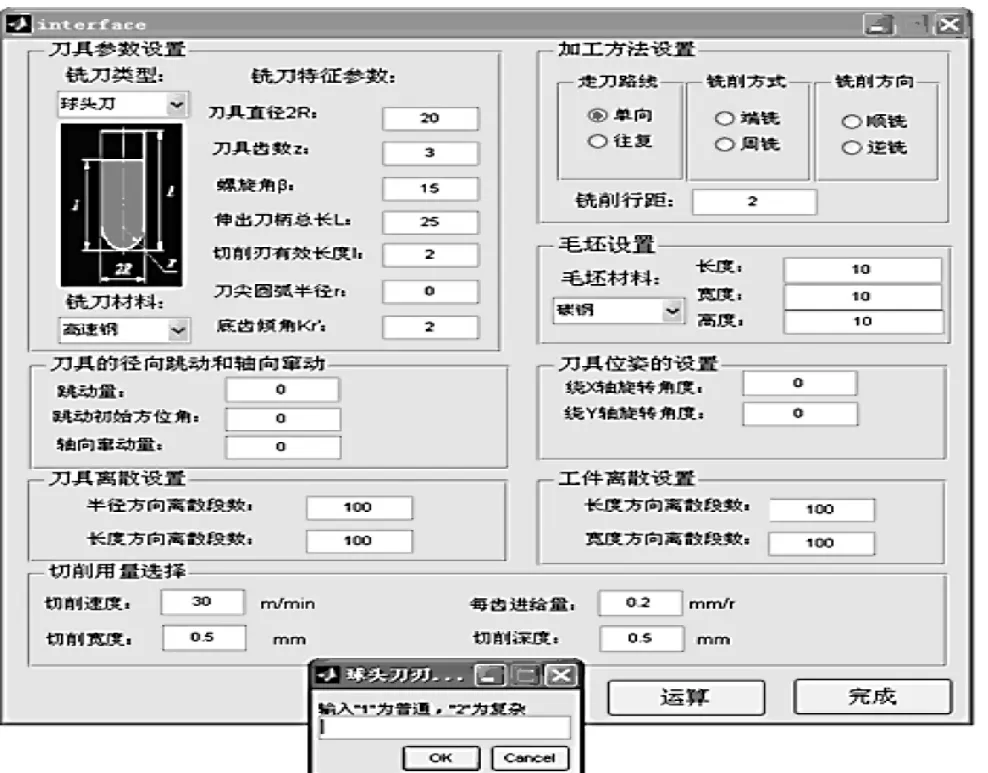
▲圖5 銑削加工表面形貌仿真的GUI界面

▲圖6 垂直銑削產(chǎn)生的表面形貌圖形

▲圖7 球頭銑刀逆銑產(chǎn)生的表面形貌圖

▲圖8 順、逆銑表面的粗糙度值隨刀具傾斜角度的變化

表1 加工條件
采用相同的切削用量,僅改變刀具傾斜的角度形成順、逆銑,當(dāng)角度在 β=-30°~30°之間變化時,仿真和加工表面的粗糙度值Ra對比如圖8所示。可以看出,仿真與實驗結(jié)果非常接近,因此,此銑削加工表面形貌仿真系統(tǒng)是可靠的。
5 結(jié)束語
本文利用坐標(biāo)矩陣的齊次變換原理和矢量運(yùn)算法則,基于離散法,借助MATLAB軟件強(qiáng)大的矩陣計算功能和便捷的GUI編程功能,開發(fā)了銑削加工表面形貌幾何仿真系統(tǒng),該軟件具有宜人的操作界面和高效的運(yùn)算速度,通過驗證表明,該系統(tǒng)能夠代替實驗法,預(yù)測不同加工條件下銑削獲得的表面形貌,為工程實踐提供指導(dǎo)。
[1] 廉哲滿,趙德金.車削加工表面形貌仿真算法[J].延邊大學(xué)學(xué)報(自然科學(xué)版),2003,29(4):268-270.
[2] 徐安平,曲云霞,段國林,等.基于工件網(wǎng)格劃分的周銑加工表面形貌仿真算法 [J].西安交通大學(xué)學(xué)報,2001(5):502-505.
[3] 盧嘉鵬,楊茂奎.數(shù)控精加工的表面形貌仿真[J].機(jī)床與液壓,2009,37(6):15-18.
[4] 高彤,張衛(wèi)紅,邱克鵬,等.周銑加工表面形貌仿真新算法[J].西北工業(yè)大學(xué)學(xué)報,2004,22(2):221-224.
[5] Bilalis Nikolaos,Petousis Markos.Development of a Virtual Environment for Surface Topomorphy and Roughness Determination in Milling Operations [J].Journal of Computing and Information Science in Engineering,2008,8:1-7.
[6] 張廣鵬,徐光月,周紅杰,等.銑削表面微觀幾何形貌仿真方法研究[J].西安理工大學(xué)學(xué)報,2007,23(3):230-235.
[7] 施曉紅,周佳.精通GUI圖形界面編程[M].北京:北京大學(xué)出版社,2006.
