數控車床水平調整和直線度誤差測量的探究*
2014-11-27 02:21:36張娜李玉蘭劉文平張麗
中國教育技術裝備 2014年12期
◆張娜 李玉蘭 劉文平 張麗
1 引言
數控機床的水平超出規定精度標準,會對其幾何精度和位置精度產生很大的不良影響,不僅影響工件的加工精度,而且長此使用水平超標的數控機床,對其組成的機械結構精度也會造成不良影響。所以應正確使用調平工量具,按照規范標準完成數控車床調平,有效保證其正常使用。
2 數控車床水平調整
精密水平儀 水平儀是一種測量小角度的精密量具。在機械行業和儀表制造中,可以測量相對于水平位置的傾斜角、機床類設備導軌的平面度及直線度和機械設備安裝水平位置及垂直位置等。
常用水平儀按其外形不同可分為框式水平儀和尺式水平儀兩種,調平數控機床使用的水平儀靈敏度是0.02 mm/m,屬于精密水平儀。框式水平儀一般是由水平儀主體、橫向水準器、絕熱手把、主水準器、蓋板和零位調整裝置等零部件組成的,其中沒有液體的部分通常稱為水準氣泡;尺式水平儀是由水平儀主體、蓋板、主水準器和零位調整裝置等零部件構成的。按水準器的固定形式,可以分為可調式水平儀和不可調式水平儀,其中不可調式水平儀克服了可調式水平儀每次使用前必須調節零位的缺點,能提高零位的穩定性,方便做到隨時使用,而且性能可靠,作為外出作業的首選。
借助精密水平儀氣泡檢驗數控機床安裝平面是否水平,還可以測量安裝平面傾斜方向與角度大小。精密水平儀外形是用高級鋼料制造架座,經精密加工后,其框架底座必須平整,座面中央裝有主水準器,是縱長圓曲形狀的玻璃管,玻璃管內充滿粘性系數較小的液體,如酒精、乙醚及其混合液等,并留有一個較小的氣泡。如圖1所示,主水準器上的兩端均劃有刻度線,其工作原理是利用氣泡在玻璃管中永遠處于最高點。圖中氣泡出現在左端位置,表明檢測的平面是左端高于右端。

圖1 精密水平儀氣泡
1)水平儀靈敏度。常用水平儀的靈敏度有0.01 mm/m、0.02 mm/m、0.04 mm/m、0.05 mm/m等規格。如圖2所示,以靈敏度為0.02 mm/m為例,其含義是將水平儀置于1000 mm(即1 m)長的平面或者平板上,反映平面或平板兩端存在0.02 mm的高度差,在主水準器上就有氣泡移動1個刻度線。
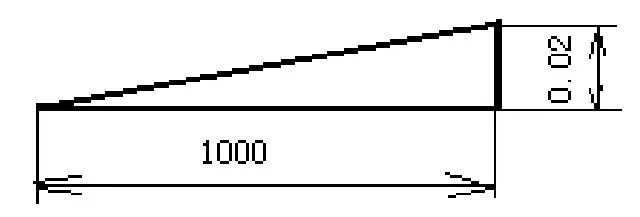
圖2 水平儀靈敏度
2)安裝平面傾斜值計算。測量機床安裝平面傾斜方向時,要清潔接觸表面,使精密水平儀工作面緊貼在被測表面,待氣泡完全靜止、不漂移后,才能準確讀出數值。如需測量長度為L的實際傾斜值,則可通過下式進行計算:
實際傾斜值=靈敏度值×L×偏差格數
例如:靈敏度值為0.02 mm/m,L=200 mm,氣泡偏移格數為2格
則:實際傾斜值=0.02/1000×200×2=0.008 mm
3)注意事項。精密水平儀是測量偏離基準水平面傾斜角度的測量儀。為了檢測數據準確,需要注意下列事項:
①為避免精密水平儀零位不準而引起不應該的測量誤差,必須要校驗精密水平儀的零位;
②測量前,必須將被測量平面和精密水平儀的工作面擦試干凈;
③測量時必須等待氣泡完全靜止后再讀數,讀數時避免產生視覺誤差,眼睛應該垂直觀察;
④精密水平儀使用完畢,要擦拭干凈,進行防銹處理,存放時必須防震和防潮。
調整數控車床水平 數控車床水平調整需要準備如下工量具:精密水平儀2個、扳手規格2種(擰螺母和螺栓各1種,使用呆扳手較好)、加長桿1個、棉布若干。
新機床要先卸除搬運使用的支撐,清潔機床防銹油。把數控車床6個地角螺栓的螺母旋下,把6個地角螺栓全部松放到低點,保證螺栓與墊鐵要吃實,使數控車床水平處于最低位置。用棉布認真擦拭精密水平儀底面和放置在機床平面的接觸面,保證干凈無雜質。
1)粗調。
①將精密水平儀分別橫向、縱向放置,與X軸、Z軸平行,見圖3。
②先觀察精密水平儀的氣泡,氣泡在哪邊,判斷數控車床床身哪邊就高。例如:氣泡在左邊,就用呆扳手順時針調整右邊的地角螺栓帶動數控車床床身上升。依次類推,循環這種方法,使氣泡處于精密水平儀居中位置,這樣粗調就完成了。
2)精調。數控車床通電,用手動慢速或手輪慢速移動溜板,見圖4。
①用手輪慢速移動溜板到主軸箱端,待溜板停止、氣泡穩定后,觀察精密水平儀中的氣泡位置,確定外圍1~4地角螺栓的高低,調平數控車床床身。
②用手輪慢速移動溜板到尾座端,根據精密水平儀氣泡位置,調節有效地角螺栓,使氣泡盡量居中。此時需要注意,經過粗調后,氣泡接近中心,所以要輕要慢調節地角螺栓。

圖3 水平儀放置位置
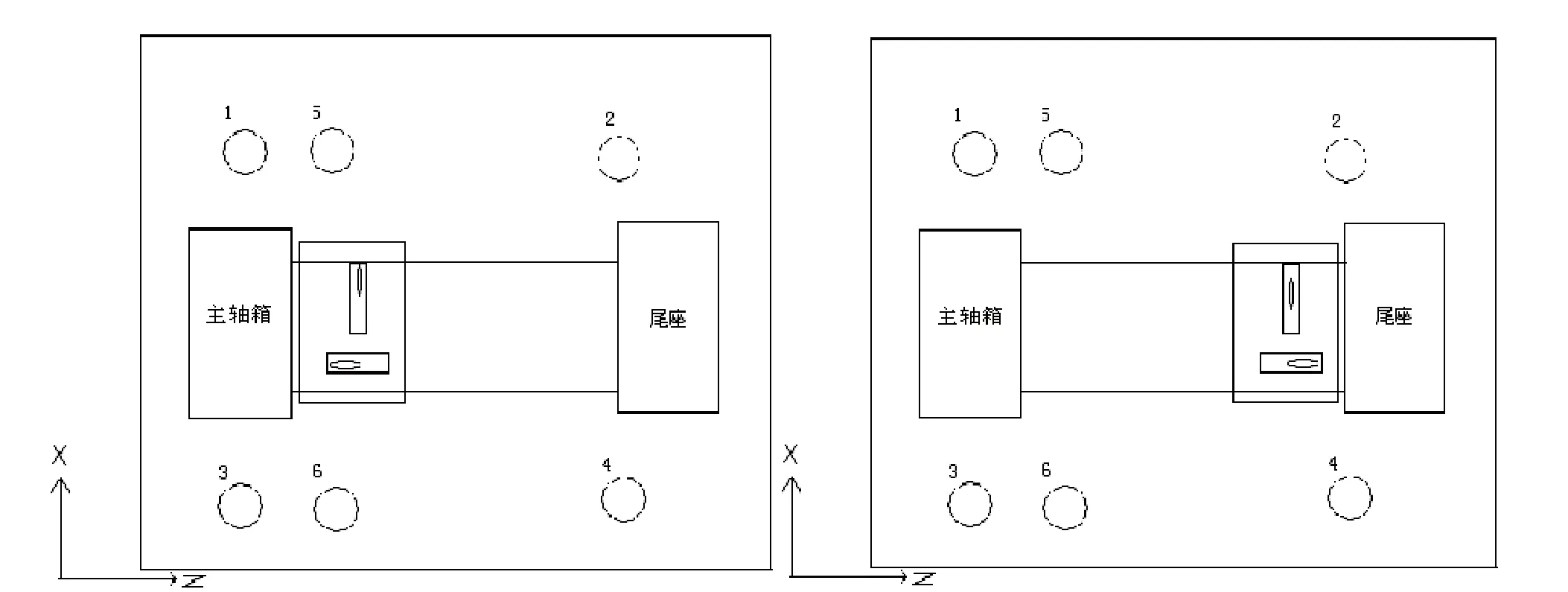
圖4 用手輪移動溜板精調水平
③按圖4方法進行反復操作。
④移動數控車床溜板從主軸箱端到尾座端,不斷觀察氣泡位置,移動時氣泡允許晃動,溜板移動停止、氣泡穩定后,允許氣泡變化在2格以內,偏差值可在0.04 mm內。最后將1~4號螺母旋緊,再將中間5、6號地角螺栓、螺母旋緊,使氣泡盡量居中。
⑤最后復檢,達到水平精度要求即調平工作完成。
3 檢測數控車床G1項精度——縱向導軌在垂直平面內的直線度
檢測數控車床G1項精度——縱向導軌在垂直平面內的直線度,檢測工具是精密水平儀。
圖解法 先將被測數控車床導軌長度1000 mm等分為四段,把精密水平儀固定在靠近前導軌處的溜板上,沿縱向導軌逐段移動溜板分別進行測量,將精密水平儀的讀數依次記錄。在坐標紙上畫圖,以橫坐標表示被測數控車床導軌的長度,以縱坐標表示精密水平儀的讀數,其單位為“格”,表示角度偏差。
數據處理用圖解法,直觀性好。如檢測一臺數控車床縱向導軌在垂直平面內的直線度,精密水平儀靈敏度值為0.02/1000。以溜板每移動250 mm測量一次,把測得的精密水平儀讀數值記錄在坐標紙上,水平儀讀數依次為+1、+2、-1、-1.5格。按累計法進行畫圖,見圖5,得到縱向導軌在垂直平面內的直線度曲線。
直線度誤差計算 如圖5所示,計算導軌在全長的直線度誤差:


圖5 導軌在垂直平面內的直線度曲線
如圖5所示,計算導軌在任意250測量長度上的局部誤差:

根據GB/T 25659.1-2010《簡式數控臥式車床 第1部分:精度檢驗》,縱向導軌在垂直平面內的直線度公差為0.020 mm(凸),在任意250測量長度上的局部公差為0.0075 mm。
結論 G1項精度合格。
4 結論
幾何精度是綜合反映數控車床的各功能部件及其組裝后的幾何形狀誤差。幾何精度檢測是在數控車床水平調整以后才進行。只有在數控機床調平精度合格后,再進行幾何精度測量,才能正確反映數控機床的靜態性能。由此可知,數控機床調平和幾何精度檢測有著密不可分的相輔相成的關系。
[1]李玉蘭.數控機床安裝與驗收[M].北京:機械工業出版社,2010.
[2]劉戰術,竇凱.數控機床及其維護[M].北京:人民郵電出版社,2010.
猜你喜歡
制造技術與機床(2019年12期)2020-01-06 03:17:48
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造技術與機床(2017年4期)2017-06-22 11:18:05
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18