1080MW 汽輪發電機DMR 裝置頻繁報警分析及處理
2014-11-28 13:22:34張剛濤ZHANGGangtao潘安PANAn
價值工程 2014年25期
關鍵詞:測量
張剛濤ZHANG Gang-tao;潘安PAN An
(福建寧德核電有限公司,寧德 355200)
(Fujian Ningde Nuclear Power Co.,Ltd.,Ningde 355200,China)
0 引言
隨著我國電力事業的迅猛發展,發電技術日趨成熟,已投入運行的汽輪發電機組基本能達到額定出力并保持穩定運行。然因產品設計和生產工藝等原因,汽輪發電機也屢出事故,影響發電機組正常運行。
1 缺陷描述
從汽輪發電機組首次并網開始至運行初期四個月,福建寧德核電站發電機轉子接地保護頻繁誤發報警,誤報警次數達30 余次,其中存在連續14 天誤報警,且有明顯惡化趨勢。轉子接地保護裝置已無法正常監視發電機轉子絕緣狀況,不具備繼電保護裝置所需的“可靠性”,喪失繼電保護裝置的基本作用,不具備投運條件。
2 形成原因
2.1 分析過程 ①收集故障錄制波形圖、歷史動作情況等;②對DMR 裝置故障深入分析,研究其動作原因;③參考同類機組動作歷史及經驗反饋。
2.2 導致DMR 裝置報警動作的可能原因分析
2.2.1 DMR 裝置滑環軸安裝異常 #1 勵磁機滑環軸初始安裝時,發現滑環軸跳動偏大,超過供貨廠家要求不大于0.20mm 的技術標準,原因為滑環軸法蘭面與法蘭蓋機械配合超差。后在DMR 裝置法蘭蓋與滑環軸之間加裝單孔圓形墊片(0Cr18Ni9),根據現場情況選擇墊圈厚度,以滿足要求。DMR 滑環軸偏心后,在轉子額定轉速下,DMR 碳刷在滑環表面出現了跳動,碳刷短時脫離滑環,即在碳刷脫離滑環表面時出現電流間斷,再回到滑環表面時出現電流脈沖,使注入電流波形出現畸變,從而導致測量值下降,甚至出現報警。通過在不同轉速下對注入電流波形進行錄制,發現在低轉速下,注入波形比較正常,畸變情況不大,但隨著轉速不斷升高,波形畸變的情況不斷加劇:①盤車時,注入電流波形,測量值>6500Ω;②不投勵400rpm 時,注入電流波形,測量值>6500Ω(見圖1);③不投勵800rpm 時,注入電流波形,測量值最小值5500Ω;④不投勵1000rpm,注入電流波形,測量值最小值4300Ω;⑤投勵1500rpm,注入電流波形,測量值最小值4200Ω(見圖2)。結論:①按照廠家建議處理后,DMR 裝置滑環軸裝配已滿足裝配要求;②在額定轉速(1500rpm)下,DMR 裝置注入電流波形畸變嚴重,導致絕緣電阻測量出現誤差。
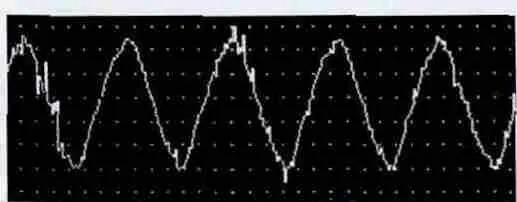
圖1 不投勵400rpm 時,注入電流波形
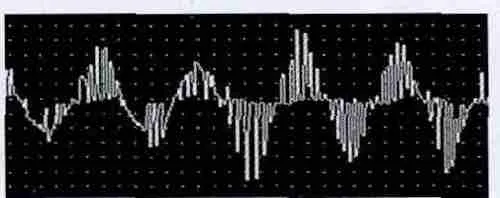
圖2 投勵1500rpm,注入電流波形
2.2.2 碳刷繼電器電源電壓低于額定電壓 通過在現場外部施加不同電壓等級直流電源進行試驗,試驗結果如下:①110V:波形中出現零值情況較多(見圖3);②125V:波形中出現零值情況較多(見圖4)。
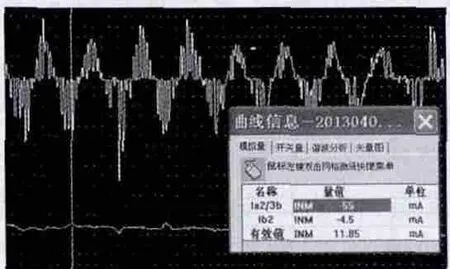
圖3 外部施加AC 110V 接觸力狀態波形
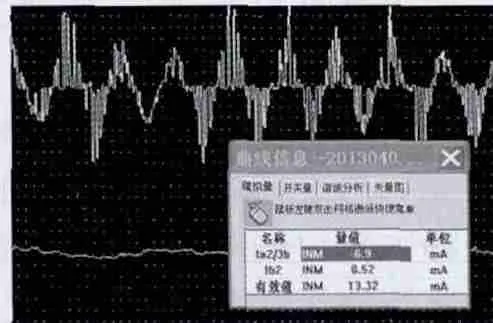
圖4 外部施加AC 125V 接觸狀態波形
結論:通過對在不同電壓下注入波形進行對比,分析可見碳刷繼電器電壓使用直流125V 與使用直流110V 注入波形無明顯變化,故所用電源電壓低于繼電器額定電壓并非DMR 出現誤報警的主要原因。
2.2.3 DMR 裝置測量回路 ①靜態下檢查二次回路并緊固接線端子,校驗舉刷回路繼電器、信號回路繼電器,測量滑環與電刷間隙,檢查電刷上與滑環接觸面,進行滑環電刷接觸電阻模擬試驗,均未發現異常。②在盤車狀態下(8rpm),將試驗電阻箱串入信號回路(轉子負極滑環回路),依次由大至小調節試驗電阻,測量轉子絕緣最小值,并測量信號波形記錄,檢測結果符合技術要求。③發電機1500rpm 狀態下,進行1 分鐘的轉子絕緣測量,同時進行錄波,測量結果合格。結論:通過上述試驗,DMR 裝置測量回路未發現異常,可排除測量回路導致裝置報警的可能。
2.3 參考電站類似機組相同問題經驗反饋
參考電站類似機組一次報警錄取信號波形如圖5。
波形圖分析:從圖5 上半部分可看出,除正常信號波形外,有較多的電流脈沖。圖5下半部分為電流脈沖放大圖,脈沖特征頻率為25HZ,與轉子轉動頻率一致,可看出信號電流間斷后出現高幅值脈沖。電流間斷及幅值很高的電流脈沖干擾了轉子對地絕緣監測繼電器的阻抗Z 測量及其數學運算,直接導致絕緣電阻R 測量不準確,表現為表計讀數波動、測量值下降甚至出現報警信號。結論:經多次模擬試驗驗證,證實造成前述脈沖的直接原因為DMR 碳刷在滑環表面出現了跳動,即在碳刷脫離滑環表面時出現電流間斷,再回到滑環表面時出現電流脈沖。
圖5 參考電站類似機組一次報警信號波形
2.4 導致DMR 裝置報警動作的直接原因 通過以上分析過程并結合同類汽輪發電機組經驗反饋,可判定導致DMR 裝置頻繁誤發報警的原因,即轉子在額定轉速下,DMR裝置舉刷過程中碳刷跳動導致注入電流波形出現畸變,從而使測量結果出現誤差,導致裝置頻繁發出報警信號。
3 處理措施和糾正行動
在解決誤報警問題前,臨時退出轉子接地保護跳閘段,將跳閘段改為報警,原報警段保留使用。經一段時間運行后,對勵磁機滑環軸與支撐環的配合情況進行復查,驗證其滑環軸偏心度是否存在變化,對滑環表面圓度進行檢查,檢查滑環表面是否存在橢圓現象。技術決策調整銅刷與滑環間隙及打磨其間接觸面的可行性,由現有線接觸打磨成弧面接觸,以增加銅刷與滑環接觸面積,改良接觸條件。
4 經驗反饋
關注勵磁機滑環軸與法蘭蓋配合問題,防止滑環軸偏心運行,必要時通過在DMR 裝置法蘭蓋與滑環軸之間加裝單孔圓形墊片的方式予以處理。在停運發電機時,對滑環表面圓度進行檢查,主要檢查滑環表面是否存在橢圓現象,避免直接引起DMR 裝置碳刷在舉刷時跳動。在訂貨時要求供貨廠家提供同型號運行機組轉子接地保護及舉刷機構的運行情況及數據,以便在分析比對時有參考依據。
5 結束語
分析可知,引起汽輪機發電機組DMR 裝置頻繁誤發報警問題的原因是DMR 裝置在舉刷過程中碳刷跳動,導致注入電流波形出現畸變,從而使測量結果出現誤差,最終導致裝置頻發報警信號。
[1]陳昆亮.汽輪發電機組狀態監測與故障預警系統研究[D].華北電力大學,2012:25-26.
[2]張國強.汽輪發電機故障分析與診斷[D].華北電力大學(北京),2011:29-32.
[3]馬孝棟,趙衛華,談肇賢.600MW 汽輪發電機組調試中的振動監測與診斷[J].東北電力技術,2014(02).
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
