基于試驗(yàn)的型材冷彎成形線型特征研究*
2014-12-02 01:29:44李培勇茅云生
關(guān)鍵詞:拋物線
高 峰 李培勇 崔 進(jìn) 茅云生
(高性能船舶技術(shù)教育部重點(diǎn)實(shí)驗(yàn)室(武漢理工大學(xué))1) 武漢 430063)(武漢理工大學(xué)交通學(xué)院2) 武漢 430063)
型材彎曲成形加工是船舶制造過(guò)程中的一項(xiàng)基本工作,目前主要采用手工操作、數(shù)控等方法控制加工過(guò)程[1],以便獲得符合裝配要求的型材構(gòu)件.加工中,無(wú)論采用那種成形控制方法,一般采用逐段進(jìn)給彎曲成形.因此,各加工段塑性變形區(qū)的成形線型,作為成形形狀的基本單元,是影響整根零件加工質(zhì)量和效率的關(guān)鍵,從而頗受關(guān)注.
型材成形加工是非常復(fù)雜的彈塑性變形過(guò)程,試驗(yàn)研究仍然是最為準(zhǔn)確可靠的研究方法,文中通過(guò)試件的彎曲試驗(yàn),分析試件的兩側(cè)支點(diǎn)間的成形線型,研究塑性變形區(qū)成形線型的特征.本文基于三支點(diǎn)彎曲原理的冷彎成形試驗(yàn)進(jìn)行研究.
1 塑性變形區(qū)簡(jiǎn)介
根據(jù)文獻(xiàn)[2]的結(jié)論,采用三支點(diǎn)彎曲方法時(shí),理想塑性材料型材塑性變形區(qū)的寬度S為

式中:L為支點(diǎn)間距.
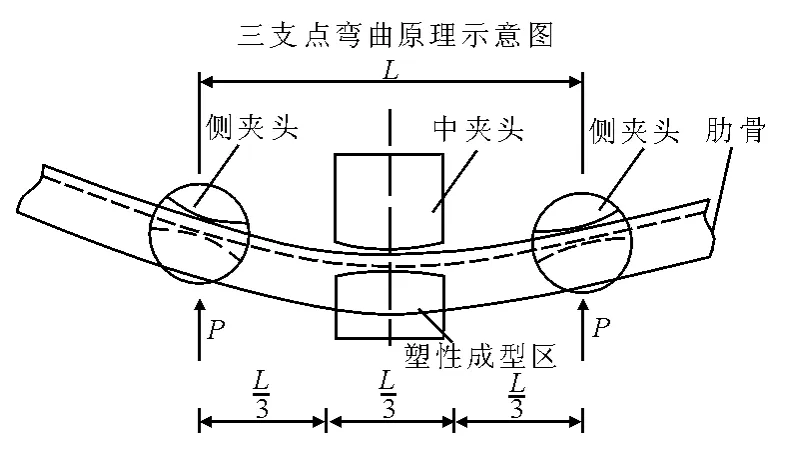
圖1 理想塑性材料三支點(diǎn)彎曲原理示意圖
2 試 驗(yàn)
試驗(yàn)在武漢理工大學(xué)研制的肋骨冷彎?rùn)C(jī)上完成,該機(jī)采用三支點(diǎn)加載方法進(jìn)行成形加工[4].試驗(yàn)機(jī)在工作中,中機(jī)架上的中夾頭夾住待彎型材的腹板作前后運(yùn)動(dòng),相對(duì)位移為中機(jī)架行程s;側(cè)機(jī)架上的側(cè)夾頭夾緊型材腹板,并圍繞其軸心轉(zhuǎn)動(dòng);通過(guò)機(jī)架上的組合運(yùn)動(dòng),對(duì)行程施加彎曲載荷,進(jìn)行成形加工.
共完成了10個(gè)試件的彎曲試驗(yàn),試件均為角鋼,包括:L160×100×12,L140×90×12,L125×80×8等,材料屈服強(qiáng)度為235 MPa.由于本文主要研究成形線型的特征,且限于篇幅,因此,略去詳細(xì)的試驗(yàn)參數(shù).試驗(yàn)均對(duì)試件進(jìn)行一次單向成形彎曲試驗(yàn),彎曲后的試件見(jiàn)圖2.

圖2 試件照片
試驗(yàn)完成后,記錄型材塑性變形區(qū)成形線型,并測(cè)量獲得線型的型值點(diǎn),圖3為其中某個(gè)試件的成形線型.
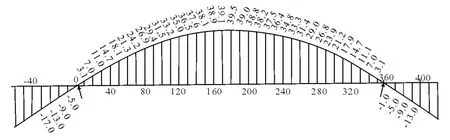
圖3 試件的成形線型
3 正交多項(xiàng)式最小二乘擬合
如前所述,彎曲成形后的兩側(cè)支點(diǎn)之間的線型是直線與曲線的組合.為了能夠更準(zhǔn)確地反映線型的特征,有必要對(duì)直線段和曲線段分別進(jìn)行曲線擬合.擬合的方法很多,主要包括以下2類[5]:曲線逼近,如最小二乘法;曲線插值,如三次樣條函數(shù)等.目前,多項(xiàng)式逼近是應(yīng)用最廣泛且便于處理的擬合方法.實(shí)際應(yīng)用中,一般首先選用正交多項(xiàng)式最小二乘多元擬合方法.因此,本文采用正交多項(xiàng)式最小二乘擬合方法進(jìn)行擬合.針對(duì)所研究的線型的特點(diǎn),改進(jìn)該擬合方法,使該方法能夠?qū)崿F(xiàn)曲線的自動(dòng)分段,將待擬合線型分成直線和曲線2部分,進(jìn)而分別進(jìn)行擬合.
3.1 正交多項(xiàng)式最小二乘擬合簡(jiǎn)介[6]
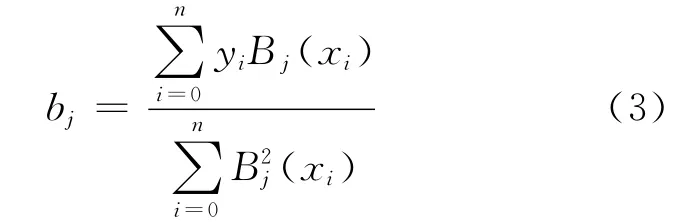
對(duì)于有N個(gè)樣本點(diǎn)數(shù)據(jù)(xi,yi) (i=1,2,…,N),需要求一個(gè)m次的最小二乘擬合多項(xiàng)式,如果能構(gòu)造出一組次數(shù)不超過(guò)m的正交多項(xiàng)式函數(shù)系Bi(x) (i=1,2,…,m),則可以用Bi(x)進(jìn)行最小二乘擬合.擬合的多項(xiàng)式記為

式 中:bj為系數(shù),
基函數(shù)的構(gòu)造公式如下

式中:
3.2 自動(dòng)分段原理概述
下面首先介紹自動(dòng)分段的主要原理.
給定一組型值點(diǎn)(xi,yi) (i=1,2,…,N),從(x1,y1)開(kāi)始,即型材線型上記錄的左邊第一個(gè)點(diǎn),向右依次選取5個(gè)點(diǎn)進(jìn)行正交多項(xiàng)式最小二乘擬合,即以(xj,yj) (j=i,i+1,…,i+4)這五個(gè)點(diǎn)來(lái)構(gòu)造曲線.計(jì)算構(gòu)造的曲線與每個(gè)點(diǎn)的殘差,最大殘差記為e.
為了保證構(gòu)造的曲線能夠貼近各個(gè)型值點(diǎn),本文設(shè)置判斷參數(shù)E,限制構(gòu)造的曲線與型值點(diǎn)的偏離程度,其取值范圍為0.1~1 mm.為了能夠?qū)π筒那€進(jìn)行分段,針對(duì)不同的彎曲程度的型材,E的取值不同.對(duì)于彎曲程度小的型材,E取小值;反之,則E取較大值.根據(jù)試算結(jié)果,對(duì)于中機(jī)架行程s為10~40mm 的型材,E取0.1mm;對(duì)于進(jìn)程s為55~70mm 的型材,E取1mm.
如果e<E,則增加一個(gè)型值點(diǎn),即增加點(diǎn)(x6,y6),對(duì)以上6個(gè)點(diǎn)重新進(jìn)行擬合,再次判斷e是否小于E.如果e<E,則繼續(xù)增加型值點(diǎn)進(jìn)行擬合,直到e≥E,判定新加入的型值點(diǎn)為直線、曲線的分界點(diǎn).以分界點(diǎn)作為新的起點(diǎn),重復(fù)上述步驟,直到擬合所有數(shù)據(jù)點(diǎn)結(jié)束.
3.3 擬合結(jié)果分析
根據(jù)試驗(yàn)數(shù)據(jù),采用上述方法對(duì)其進(jìn)行研究.由于在試驗(yàn)機(jī)上彎曲成形的型材形狀是對(duì)稱的,所以只取一半的成形線型來(lái)研究.
如前所述,在兩側(cè)支點(diǎn)之間,成形線型有直線和曲線2部分組成,其中塑性變形區(qū)的線型為曲線,且在一個(gè)彎曲加工段內(nèi)為單向彎曲,曲線部分沒(méi)有極值點(diǎn),因此利用上述方法將成形線型分成2段:直線段和曲線段,見(jiàn)圖4.對(duì)10個(gè)試驗(yàn)結(jié)果進(jìn)行分析后,其結(jié)果見(jiàn)表1.結(jié)果分析顯示,曲線具有如下特征.
1)平直部分 平直段函數(shù)表達(dá)式的二次項(xiàng)和三次項(xiàng)系數(shù)的數(shù)量級(jí)分別為10-7,10-8,與一次項(xiàng)系數(shù)相比為高階無(wú)窮小,表明該部分線型可近似為直線,可以用一次函數(shù)來(lái)描述.
2)曲線部分 曲線段的表達(dá)式中,三次項(xiàng)系數(shù)與二次項(xiàng)、一次項(xiàng)系數(shù)相比為高階無(wú)窮小,這表明曲線段的表達(dá)式的最高次一般不超過(guò)三次,該部分線型可近似為二次曲線.

圖4 型材線型分段圖
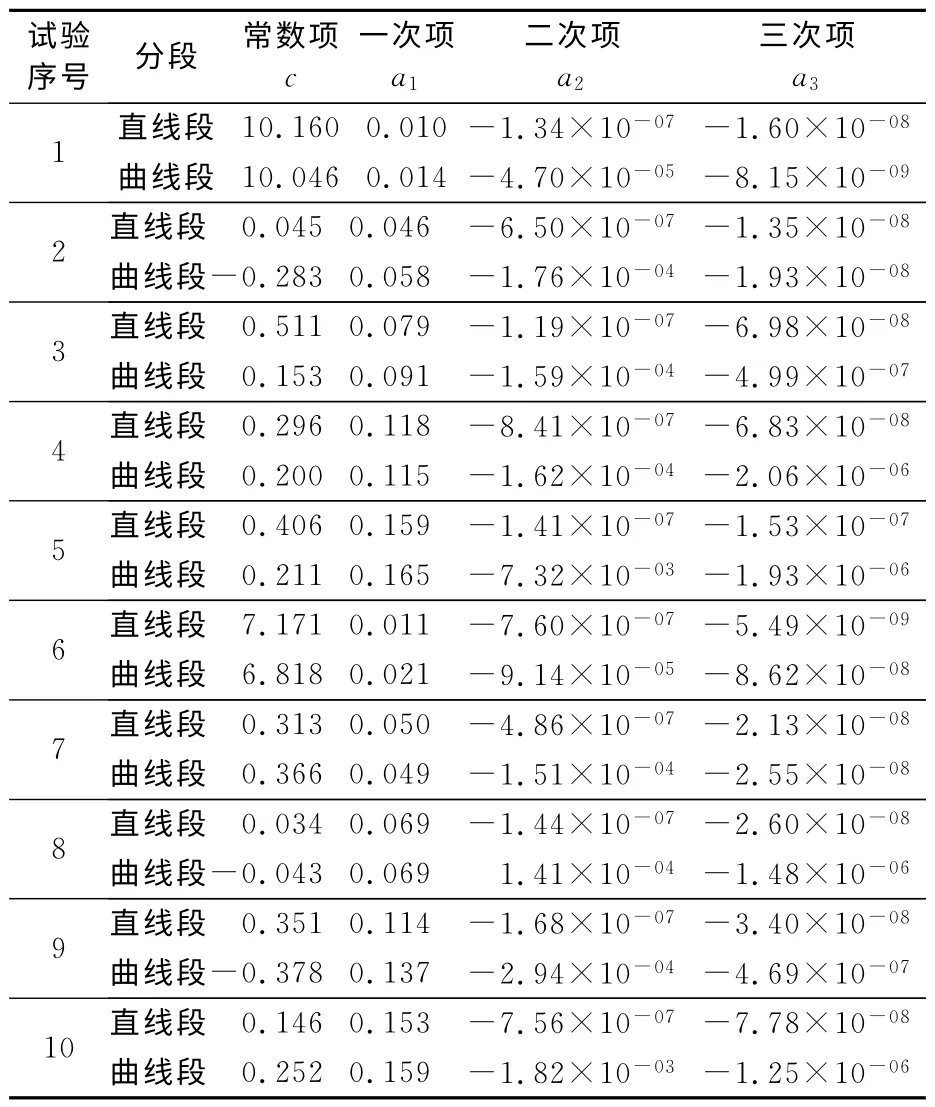
表1 基于正交多項(xiàng)式最小二乘逼近表達(dá)式
4 橢圓、拋物線逼近
為了更好地了解曲線部分的線型特征,在上述研究的基礎(chǔ)上,進(jìn)一步對(duì)曲線段進(jìn)行研究.根據(jù)前文的結(jié)論,成形線型具有二次曲線的特征,因此進(jìn)一步采用橢圓和拋物線對(duì)曲線進(jìn)行逼近分析.橢圓和拋物線擬合曲線均采用最小二乘法原理.
考慮到成形線型具有相同的特征,選取一個(gè)試件的線型作為實(shí)例來(lái)進(jìn)行說(shuō)明.采用橢圓和拋物線對(duì)曲線進(jìn)行逼近的結(jié)果見(jiàn)圖5,誤差比較見(jiàn)表2.由此可得:(1)對(duì)于成形線型的中間部分的曲線段部分),對(duì)比逼近誤差,橢圓方法更接近曲線中間部分的線型;(2)在成形線型的兩端的直線段部分),橢圓逼近的誤差較大,但是拋物線逼近結(jié)果誤差變化不是很明顯.
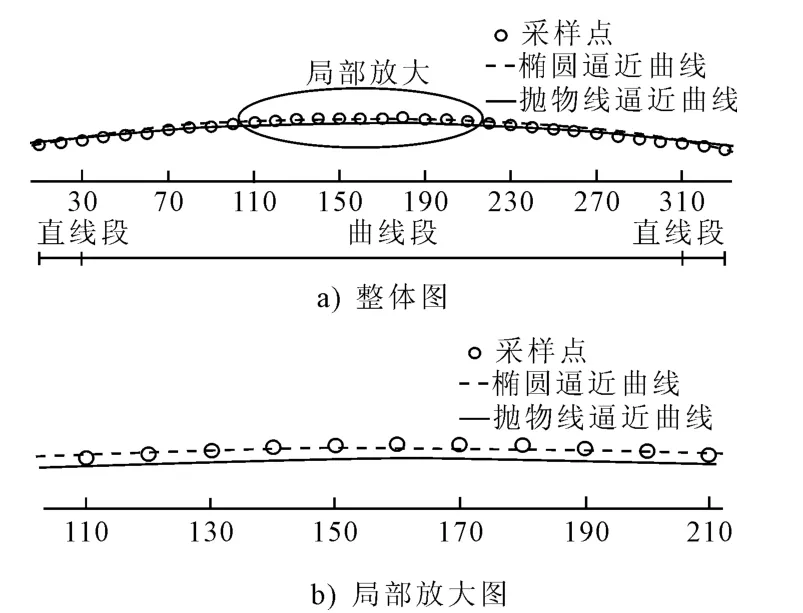
圖5 某試件成形線型曲線逼近結(jié)果
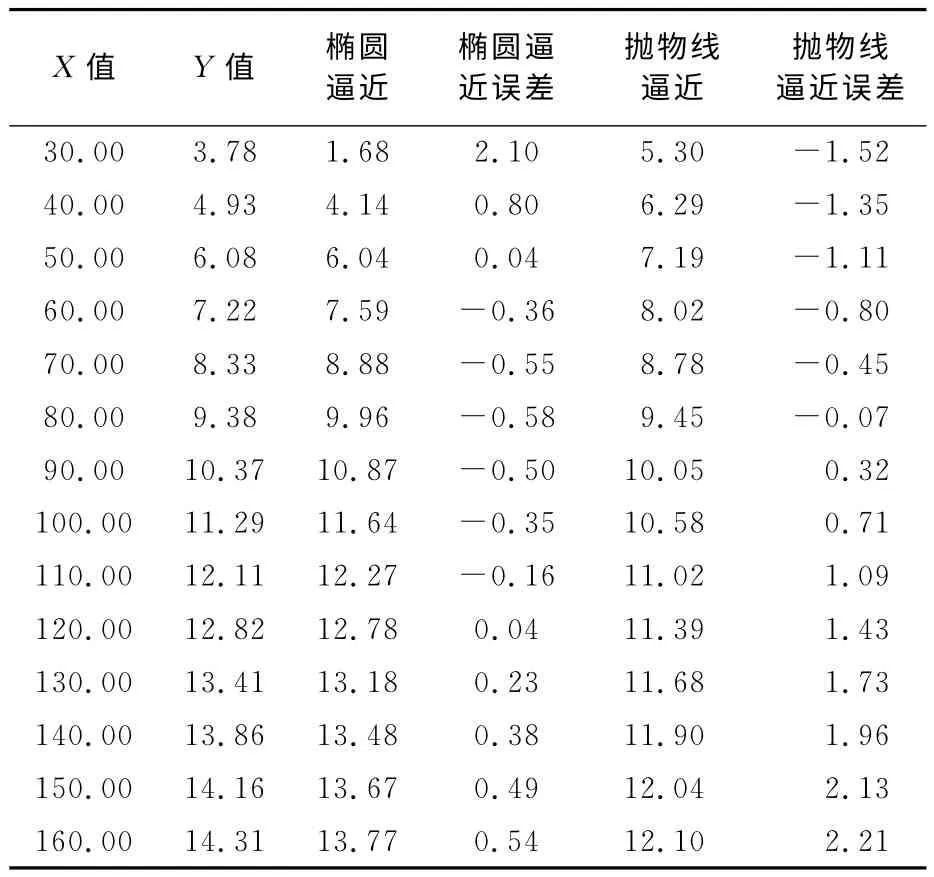
表2 某試件成形線型橢圓逼近以及拋物線逼近的誤差計(jì)算結(jié)果 mm
表3為10個(gè)試件的橢圓與拋物線逼近成形線型的最大誤差.由表3可見(jiàn):(1)橢圓和拋物線逼近線型的誤差變化范圍較大,且其中大部分的逼近誤差超過(guò)1mm;(2)比較2種方法,橢圓逼近的最大誤差的絕對(duì)值較大,拋物線的整體逼近效果較橢圓好.但是最大誤差均出現(xiàn)在成形線型的兩端,在曲線中間部分,橢圓逼近的效果較好.
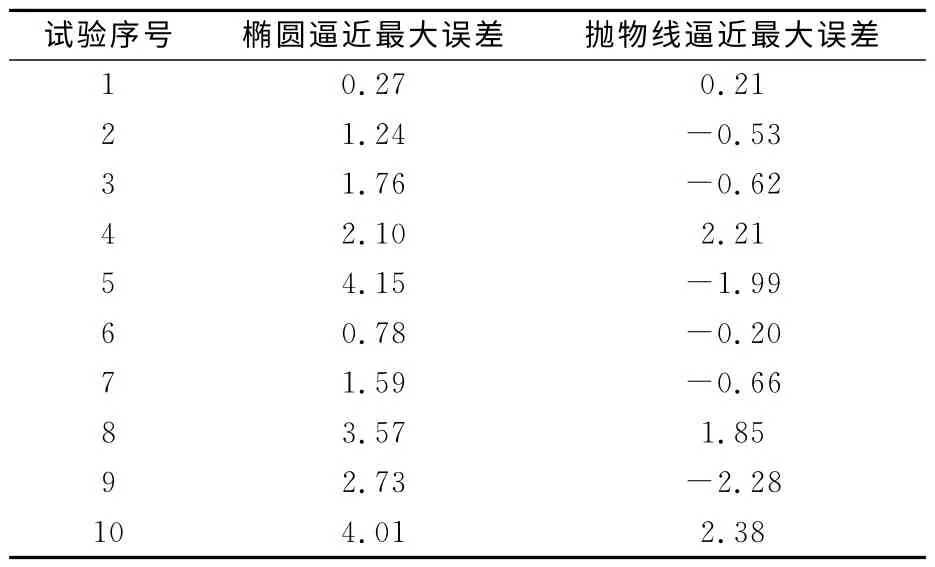
表3 橢圓與拋物線逼近成形線型的最大誤差表 mm
綜上所述,型材經(jīng)一次單向彎曲后的成形線型不是簡(jiǎn)單的橢圓或者拋物線,而是一種復(fù)雜的單向曲線.在逐段進(jìn)給彎曲成形加工中,各成形段的成形線型是零件整體形狀的組成部分,因此,上述結(jié)論對(duì)于完善成形加工工藝、提高加工質(zhì)量和效率具有重要的參考價(jià)值.
5 結(jié) 論
1)對(duì)試驗(yàn)中獲取的成形線型資料,采用正交多項(xiàng)式最小二乘擬合方法,分別擬合直線和曲線部分,分析各段的線型特征.
2)采用橢圓和拋物線分別逼近塑性變形區(qū)的線型,進(jìn)一步分析線型特征.結(jié)果顯示,型材經(jīng)一次單向彎曲后,成形線型是一種復(fù)雜的單向曲線.
本文工作,對(duì)于進(jìn)一步完善成形船舶型材冷彎加工工藝、提高加工質(zhì)量和效率具有重要的參考價(jià)值.
[1]LI Peiyong,WANG Chengfang,MAO Yunsheng,et al.Research and development of CNC cool frame bender[J].Journal of Ship Production,2008(1):7-11.
[2]王呈方.船舶鋼料加工原理[M].大連:大連海運(yùn)學(xué)院出版社,1992.
[3]王呈方.三支點(diǎn)肋骨冷彎?rùn)C(jī)的計(jì)算機(jī)控制[J].中國(guó)造船,1988,39(1):55-58.
[4]王呈方,周永清,茅云生,等.肋骨冷彎加工機(jī)器人的研制[J].中國(guó)造船,2008,49(4):123-129.
[5]蘇步青,劉鼎元.計(jì)算幾何[M].上海:上海科學(xué)技術(shù)出版社,1980.
[6]李慶揚(yáng),王能超,易大義.數(shù)值分析[M].武漢:華中工學(xué)院出版社,1982.
猜你喜歡
中學(xué)生數(shù)理化·高二版(2025年2期)2025-03-05 00:00:00
語(yǔ)數(shù)外學(xué)習(xí)·高中版上旬(2024年18期)2024-02-20 00:00:00
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2022年1期)2022-04-26 13:59:58
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2022年1期)2022-04-26 13:59:56
中學(xué)生數(shù)理化·中考版(2021年10期)2021-11-22 07:26:38
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年3期)2021-06-09 06:08:40
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年2期)2021-03-19 08:54:12
中學(xué)生數(shù)理化·中考版(2019年10期)2019-11-25 09:39:04
中學(xué)生數(shù)理化·中考版(2018年10期)2018-12-07 00:44:42
中學(xué)生數(shù)理化·中考版(2017年10期)2017-04-23 06:29:38
