通過程序實現主軸高轉冷卻功能——SINUMERIK840D的應用
2014-12-02 03:01:08武建龍
黑龍江科學 2014年7期
關鍵詞:程序
武建龍
(齊重數控裝備股份有限公司,黑龍江 齊齊哈爾161005)
在數控移動龍門鏜銑床中,其銑主軸需要具有高轉功,用來實現如剛性攻絲、鉆孔等機床加工功能。
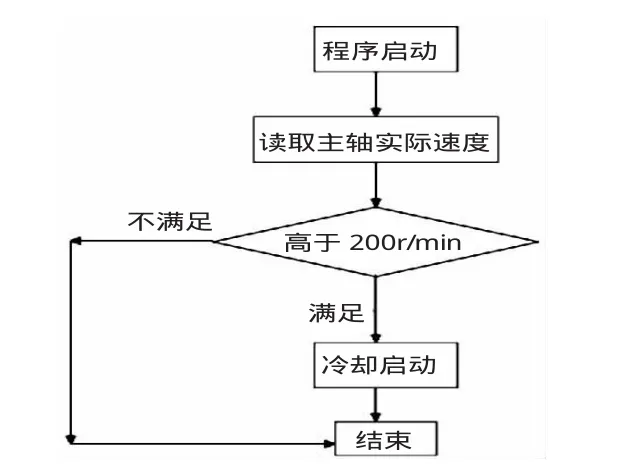
1 轉換過程流程概述
全部轉換過程由PLC程序控制。首先,PLC程序啟動,然后讀取主軸實際速度,與設定速度實際值比較,滿足條件冷卻。轉換過程流程如圖。
2 轉換示例
2.1 NC變量的讀取
SINUMERIK840D系統中,要實現PLC對NC變量的讀取,首先要確定所要讀取的變量,這就必須用NCVaribleSelector32BIT軟件。該軟件在系統隨機Toolbox光盤中。NC變量選擇器軟件是一個把NC變量轉化為PLC源文件的軟件,利用它,可以將所需NC變量(機床數據、設定數據、NC狀態等)做成*.VAR變量文件,并轉化成*.AWL源文件。然后,用S7-300PLC編程管理軟件SIMATIC-MANAGER,將生成的源文件編譯成相應的數據塊DBX(數據塊號在生成源文件時確定)。在PLC中調用功能塊FB2進行NC變量的讀取操作。編譯的DB塊用于FB2所讀取的變量的確定。根據讀取數據類型的不同,目標數據塊中的數據類型要與之相適應。
2.2 NCVaribleSelector32BIT軟件的操作
啟動軟件后,進入菜單[NCVarible]→[Selector]選擇ncv_Ncdata.mdb文件并打開,在變量表中選出所需變量C[.]SSPactspeed[.],設置好要生成的數據塊號DBX例子中為DB64),然后生成以*.awl為后綴的源文件(本例中取名sp.awl)。
2.3 s7-300軟件的操作
打開SIMATIC-MANAGER的S7 program中,導入sp.awl文件,將它進行編譯,生成數據塊DB120。將這些數據塊下載到PLC中,利用在PLC中的編制功能,對FB2進行調用。將轉換程序下載到PLC中,并在FC100中編寫:
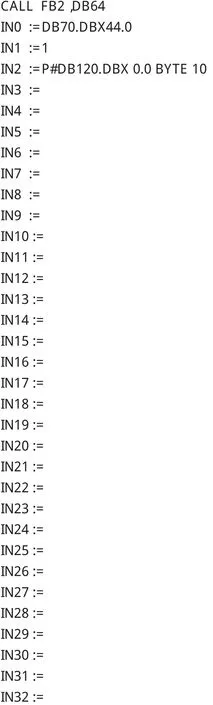
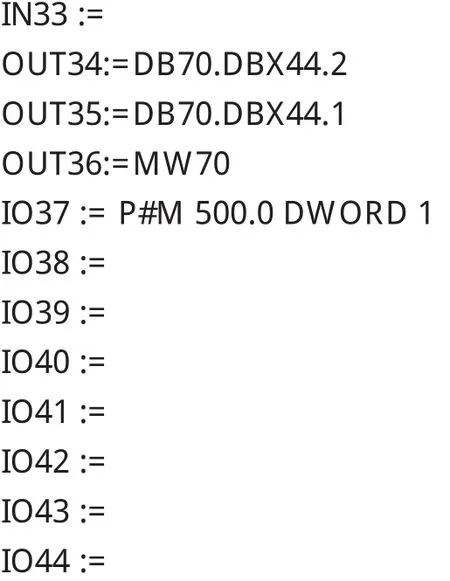
并在OB1中調用FC100,即實現銑主的實際轉速讀取,并存放于MD500中。
2.4 PLC的程序編程
在PLC中編制銑主軸在高轉的時候進行冷卻程序。
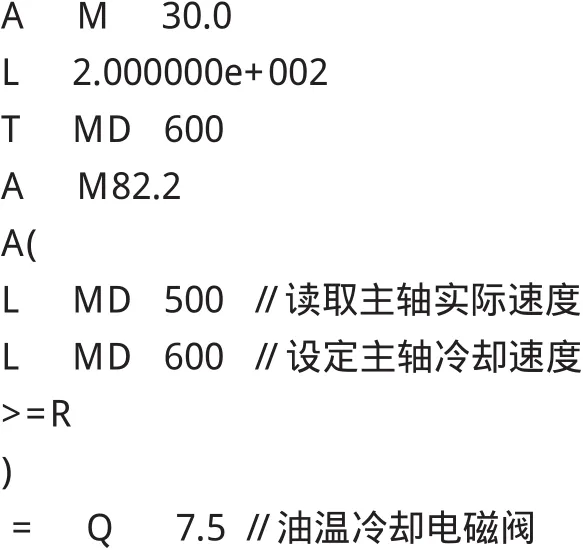
通過上述程序,即可以實現主軸打到高轉200轉以上時,對銑主軸進行油溫冷卻。
3 結語
通過上述程序的編制和過程處理,認識到:雖然一些功能SINUMERIK840D數控系統沒有直接給出,但它提供了很多PLC和NC接口變量,通過對這些變量的調用和處理,能夠較好地完成很多自動控制流程。
[1] 鐵維麟.機床使用保養調整技術問答[M].2000.
[2] 張玉龍.先進復合材料制造技術手冊[M].2003.
[3] 鐵維麟,馬慧.機床備件手冊[M].1999.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
