礦用車后橋制動器支架加工工藝
2014-12-02 01:36:08內蒙古科技大學包頭014010韓淑華侯學元
金屬加工(冷加工) 2014年15期
內蒙古科技大學 (包頭 014010) 韓淑華 侯學元
我校工程訓練中心金工實習基地承接了內蒙古某特大型企業礦用車后橋制動器支架產品的試制和小批量生產任務。該產品屬于框架類零件,形狀不規則,是礦用車制動器部件中的一個關鍵零件,制動器支架有比較嚴格的加工裝配尺寸,而且尺寸精度要求高,加工難度大,這就必須做好充分的工藝準備,以滿足產品的加工要求。
1.加工工藝分析
制動器支架毛坯為精鑄件,材料牌號為:QT450—15。如圖1 所示。
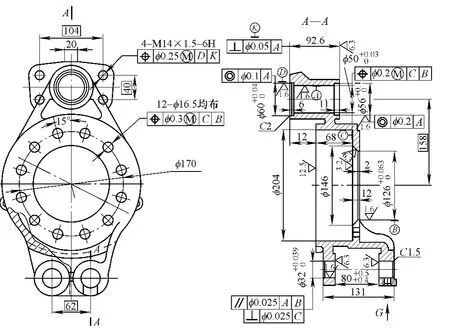
圖1
圖樣主要技術要求如下:
(2)孔φ50 mm 兩端面尺寸92.6 mm 的垂直度相對于基準A 為φ0.05 mm,表面粗糙度值Ra=6.3 μm。
(3)相對于位置D、K 的4 個螺紋孔M14 ×1.5-6H 的位置度為φ0.25 mm 及12 個φ16.5 mm 的孔均布在支架的底部圓面上,其對于C、B 的位置度要求為φ0.3 mm。
(5)對于尺寸:104 mm、40 mm、62 mm、158 mm是和制動器的其他零件進行裝配的關鍵尺寸,必保尺寸。
零件主體框架為厚度12 mm 的圓形盆腔,其剛性較差,裝夾時容易變形,不易保證加工精度,因此,對工件裝夾控制變形要求很高;通過對圖樣的分析,可以看出該零件的整個加工技術難點是聯接剎車片的兩個銷孔孔深131 mm,對于A、B 的平行度為φ0.025 mm,對于C 的垂直度為φ0.025 mm,表面粗糙度值Ra=1.6 μm;技術要求高,該工序加工成為整個工件加工的技術難點。如何保證夾具裝夾工件時的剛性,使工件在加工過程中,不會出現影響工件尺寸精度的裝夾變形,成為夾具設計和加工工藝編制的關鍵因素。
2.零件加工工藝流程確定
根據對零件結構及工藝分析,并結合考慮實際生產周期和進度要求,加工工藝需進行合理分配,粗、精加工分開,為此確定以下加工工藝流程:
(1)在數控立式銑床上加工如下尺寸,為整個工序確定定位基準;加工φ204 mm、68 mm、12 mm;翻面加工φ146 mm、131 mm、92.6 mm 到尺寸,粗加工φ126 mm。
(2)在臥式銑床上加工銷孔的上下面80+0.5+0.4mm。
(3)在立式加工中心上,完成如下尺寸:以尺寸φ204 mm 的底面為基準定位面,加工12 個φ16.5 mm、粗精加工、2 個,精加工;翻面以φ126 mm的面為基準定位面,加工尺寸4 個M14 ×1.5 -6H,粗、精加工尺寸。
3.選擇加工設備
分析該零件,由于關鍵工序在加工時所涉及到的刀具種類和數量較多,需要進行頻繁換刀,故關鍵工序的加工方案采用帶有FANUC 控制系統的大連產立式加工中心(型號VDL—1000),該設備三軸最大行程為:X1000 mm Y560 mm Z600 mm,具有自動換刀功能,刀庫刀容量為24 把,滿足工序所需刀具的技術要求。
4.選擇加工夾具
加工方案分3 道工序,涉及到加工夾具的工序為第3 道工序,在這道工序里,關鍵裝配尺寸多、行位公差要求嚴格,必須借助夾具來實現;夾具采用液壓保壓結構,工件裝入夾具后,夾具的兩個浮動定位銷定位和4 點工藝凸臺固定支撐共同作用實現工件的6 點定位,4 個油壓杠桿直線缸壓緊,實現工件的初始壓緊,將工件完全壓緊,夾具的液壓元件的動作順序通過順序閥實現,夾具簡圖如圖2 所示。
5.加工出現問題及解決方案
零件進行批量生產后,一些問題斷斷續續發生了,集中體現在3 工序的聯接銷孔2 個尺寸超差率偏高。
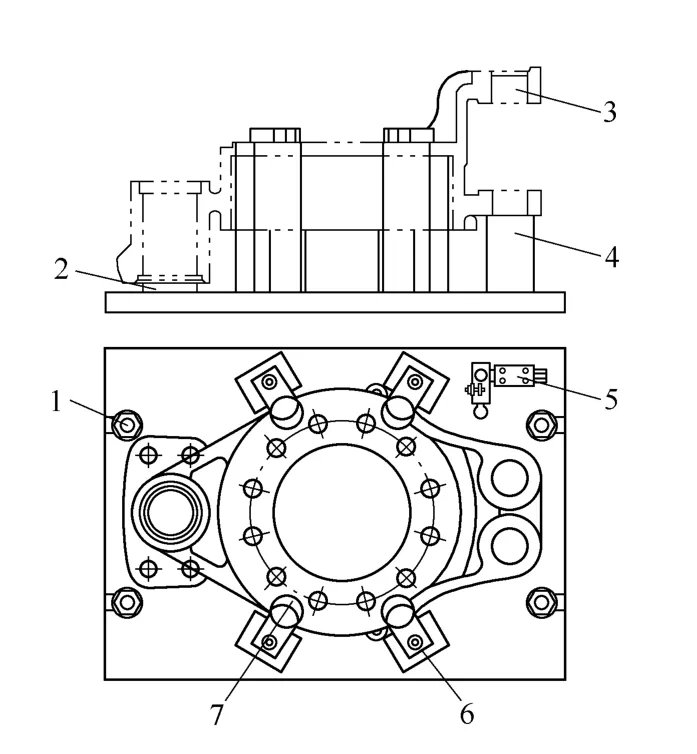
圖2
(1)分析問題的原因:分析工件加工部位的聯接銷孔A—A 視圖的結構,加工部位的尺寸2 個為131 mm 長的深孔,采用鉆孔粗加工和鏜刀精加工進行,粗加工為先用中心鉆進行定位,然后用鉆麻花粗加工,精加工采用加長數控硬質合金單刃精鏜刀進行加工。通過對工件尺寸2 個加工后測量超差的原因分析,在孔的內壁出現顫紋。經分析后確認,是由于粗加工麻花鉆在加工過程中,產生的切削力導致工件的牙口上部發生振顫,產生了魚鱗和積屑瘤,而在精鏜刀進行精鏜時,粗鏜產生的魚鱗和積屑瘤導致單刃精鏜刀的加工余量在某個時間突然增大,使加長精鏜刀出現顫紋,導致零件尺寸超差。
(2)解決方案:找到出現偏差的原因后,對裝夾零件的夾具進行了如下改進:為了消除牙口上部發生振顫而導致工件內壁產生的魚鱗積屑瘤,將工件牙口部位增加一個支撐塊,支撐塊通過銷孔和固定支撐座進行聯接,可以進行開合,這樣既不影響加工裝夾效率,同時也消除零件的振顫,從而消除零件內壁的魚鱗和積屑瘤。檢驗經改進后夾具加工出來的零件,尺寸2 個的尺寸公差得到了很好保證,內孔的表面粗糙度達到圖樣要求,這樣不僅加工效率更高,刀具的使用壽命也更長。
6.結語
通過對制動器支架的試制和小批量生產,摸索出了對加工框架類零件的加工方法,不僅滿足了用戶單位生產需要,保證了產品質量,而且說明高校金工實習基地技術人員具備較強外協產品配套加工能力。
