利用數控銑床加工深孔圓弧花鍵槽
2014-12-02 01:36:10德州大陸架石油工程技術有限公司山東253034敖竹青熊興榮
金屬加工(冷加工) 2014年15期
關鍵詞:設計
德州大陸架石油工程技術有限公司 (山東 253034) 敖竹青 熊興榮
1.零件分析
花鍵槽一般用于回轉體類零件的周向固定起傳遞扭矩和轉矩的作用。花鍵槽的位置可以在軸上,也可以在孔內。對于內孔里的花鍵槽,可以采用插削、拉削、刨削、銑削及線切割等方法來加工。具體用哪種方法,在工藝的選擇上,需要根據工件的尺寸大小、精度技術要求、產品批量以及現有的加工設備等來確定。
公司需要加工一批工件,長1000 mm,在距離端面200 mm 處,均勻分布了45°的4 個花鍵槽,槽深5 mm,槽長120 mm,槽的表面粗糙度值為Ra=6.3 μm,材質為35CrMo,調質后的硬度為290~320 HBW。
通過對該工件的特征進行分析可知:①加工工件較長,常用的插床、拉床的行程達不到要求。②內孔槽為圓弧,這就排除了采用車床等的加工方式。要實現槽底的圓弧,必須使用數控機床。③內孔較深,市面上常規刀桿長度無法滿足需求,需要定制和自制加長刀桿。綜合上述情況,為降低成本,縮短加工周期,提高效率,決定充分利用現有的喬友FD18—22 數控龍門銑床進行加工。該設備既可以進行立銑,也可以進行側銑(該設備附件配有一直角銑頭)。在該內孔花鍵槽的加工中,采用側銑。
2.加工方案的確定及實施
(1)加工工藝設計。通過對零件的分析,銑工序可以分為粗銑、半精銑、精銑和清根4 個步驟(見表1)。

表1 加工工藝設計
(2)夾具的設計。工件的外徑為φ150mm,長度為1000 mm,對于該工件的裝夾,不但需要保證工件的穩定可靠,還需要保證工件的軸線位置不變,以保證軸槽的中心平面通過軸線。對工裝的總體要求是不僅要滿足限制工件自由度的要求,而且還要有好的剛性、穩定性和精度。主要原理是通過V 形鐵和壓板,用導桿和螺母將工件固定在工作臺上。
(3)加工刀具的選擇。因工件的孔徑小于直角銑頭的尺寸,銑頭裝入常規刀具后無法進入孔內進行加工,所以在銑削過程中需要利用特制的加粗加長刀桿來加工。
銑刀按結構可分為整體式、焊接式、鑲齒式及可轉位式。粗銑和半精銑時,可以選用可轉位式銑刀,主要考慮到:一是粗銑時,吃刀量大;二是可轉位刀片切削性能好;三是換刀時間短;四是由于可轉位刀片是標準化和集中生產的,刀片幾何參數易于一致,切屑控制穩定。
加工中,用以粗銑和半精銑的粗銑刀是以D35 mm (R0.8 mm)為設計基礎,用以精銑的精銑刀則以D16 mm (R0.8 mm)為設計基礎,從而進行改進設計:一是將刀桿加長加粗,滿足深孔加工時的其長度和剛性需求;二是增加排屑空間。具體如圖1和圖2 所示。

圖1 粗銑刀

圖2 精銑刀
在精銑過程中,當槽的深度大于100 mm 時,會因為抗刀而形成錐度,可以利用磨頭加工清除錐度,可以選用φ20 mm 的磨頭(材質為砂布)。在使用過程中需要對磨頭進行改進設計,重新設計加長刀桿,再通過螺紋將磨頭與刀桿聯接。
(4)工件的裝夾。首先將V 形鐵(必須成對)置于銑床工裝臺上,再將工件置于V 形鐵上,然后把壓板置于工件上,最后用墊片、螺母將穿過壓板的T 形螺栓進行鎖緊固定。裝夾過程中,需用杠桿百分表找正:一是保證工件的上素線與工作臺臺面平行;二是保證其側素線與工作臺縱向進給方向平行;三是保證工件的前端面與后端面平行。具體如圖3 所示。

圖3 工件的裝夾
(5)加工路徑。在進行加工之前,要確定加工工件的起始點,以確定工件的加工軌跡。具體如圖4 所示。
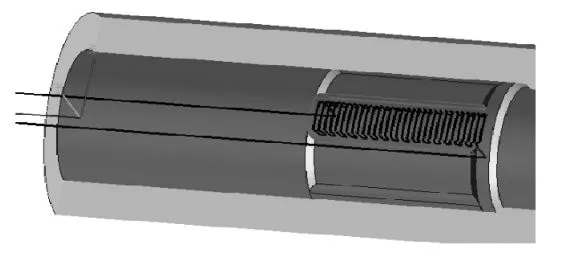
圖4 加工路徑
(6)切削用量的確定。銑削時合理地選擇銑削用量,對保證零件的加工精度與加工表面質量,提高生產效率,提高銑刀的使用壽命,降低生產成本等都有重要的作用。通過反復的試驗和論證,銑削切削用量的選取如表2 所示。

表2 銑削切削用量的選取
3.結語
實踐證明,采用上述方法,滿足了產品的加工需求。利用企業現有的數控銑床加工深孔圓弧花鍵槽,通過實際生產,其適用性、經濟性得到了有力的證明。在拉、插、線切割等方法無法解決的情況下,為深孔圓弧花鍵槽的加工提供一種新的解決方案。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
