MasterCAM 編制挖槽刀挖槽程序計(jì)算方法
2014-12-02 01:33:32北方智能微機(jī)電集團(tuán)有限公司北京101149李桂臣
金屬加工(冷加工) 2014年5期
北方智能微機(jī)電集團(tuán)有限公司 (北京 101149)李桂臣
我公司加工各類異形定位板,都采用MasterCAM軟件編制程序,無(wú)論形狀多不規(guī)則,只需選取輪廓,設(shè)置相應(yīng)參數(shù)即可。當(dāng)定位板形狀變換時(shí),只需將原圖另存后刪除,重新選取新圖樣輪廓線,原來(lái)所有工藝步驟和參數(shù)都可以借用,重新刷新后即可生成新的后處理程序,效率非常高。但在應(yīng)用軟件編程過(guò)程中,卻發(fā)現(xiàn)有些形狀看似簡(jiǎn)單,但編程前卻必須要經(jīng)過(guò)仔細(xì)分析計(jì)算后才能設(shè)置各項(xiàng)參數(shù)。
1.工件介紹
該件為我司承接一機(jī)箱關(guān)鍵零件,材料為鋁,上下面及側(cè)面均有孔、槽、螺紋等加工內(nèi)容,中間大型腔內(nèi)有許多高度不等的長(zhǎng)條形凸塊和圓形凸起,上面均有M2 螺紋,工件周邊四壁全部挖出空槽。該箱體材料去除率非常大,加工容易變形,零件加工內(nèi)容如圖1 所示。
2.加工工藝分析
(1)由于工件的材料去除率較大,工件在加工過(guò)程中應(yīng)該盡量采用小的切削深度及快速走刀,即所謂的輕刀快走,盡量減少變形發(fā)生的可能性。
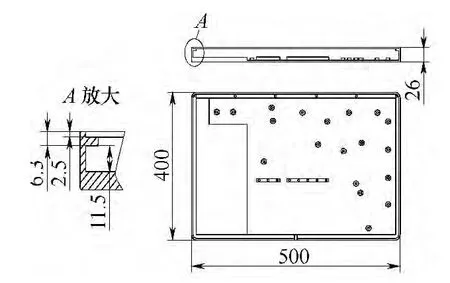
圖1
(2)材料為鋁,壓緊部位盡量選在不重要部位、不干涉刀具加工部位及最佳夾緊部位。
(3)若壓緊部有粗糙度要求,則最好在壓緊面處墊上軟銅皮或者紙,以免壓傷工件。
(4)由于采用輕刀快走方式加工,所以壓緊力不要過(guò)大,否則更易使工件出現(xiàn)變形。
(5)粗加工完大腔及粗挖槽后,各部位留1mm精加工余量,然后進(jìn)行時(shí)效處理,釋放加工應(yīng)力。
(6)最后對(duì)工件進(jìn)行精加工挖槽及鉆孔攻螺紋,保證各部位尺寸精度。
具體的加工過(guò)程不在這里贅述,下面主要分析如何用軟件編制挖槽程序及計(jì)算的過(guò)程。
3.挖槽計(jì)算分析
標(biāo)準(zhǔn)挖槽刀寬5mm,圖2 所示挖槽深11.5mm,深度上需要挖3 刀,徑深7mm。因?yàn)橥诓鄣度珜捈庸ぃ允芰^大,為減少受力變形及加工抗力,徑向每次吃深1.75mm。在深度上挖槽時(shí),由于有刀寬尺寸的存在,MasterCAM 軟件在編程時(shí),不能很好地進(jìn)行分配每次加工量,因此,必須先進(jìn)行計(jì)算,求出第一次刀具的位置及每次下刀量。計(jì)算過(guò)程如下:
解:設(shè)上平面為零基準(zhǔn)面(見(jiàn)圖2),零基準(zhǔn)面距空槽上部尺寸為6.3mm,到槽底為6.3mm +11.5mm=17.8mm。
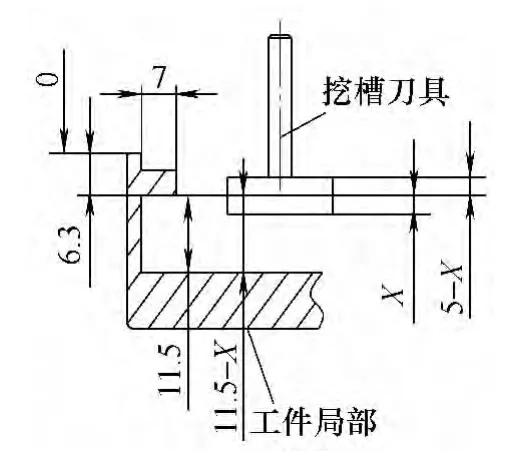
圖2
在MasterCAM 里設(shè)置參數(shù)如下(大的型腔已加工完,只介紹挖四壁的空刀槽):關(guān)鍵是在于“Top of stock”里的設(shè)置,因?yàn)榈谝坏锻诓蹮o(wú)論如何都是全吃刀,5mm 刀寬全部切入工件且刀的上刀面必須切到空槽的上槽面(即圖2 所示,6.3mm 尺寸的下面),即第一次下刀必須下到的尺寸是-(6.3 +5)mm=-11.3mm位置,其余的尺寸再進(jìn)行平均深度下刀即可。
下面求解下究竟第一次“Top of stock”里設(shè)置為何值才能滿足每次下刀均分的要求。參看圖2,假設(shè)刀具第一次“Top of stock”位置為:刀具下刀面距空刀槽上面為X,則刀具上刀面距6.3mm 下壁為5-X。由圖可知切出空刀槽深度方向需要3 刀才能完成,所以列式子:5 -X=(11.5 -X)/3,求出X=1.75mm,每次下刀尺寸為:5mm-1.75mm=3.25mm。
可推出“Top of stock”位置為:6.3mm +1.75mm=8.05mm,所以“Top of stock absolute”:-8.05;“absolute Depth”:-17.8,如圖3 所示。
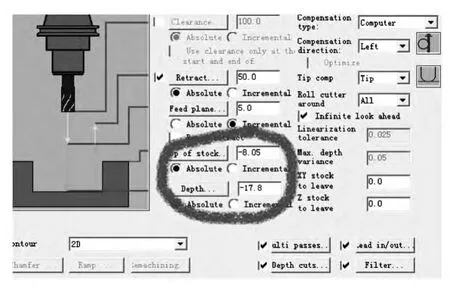
圖3
4.刀具下刀過(guò)程介紹
刀具先下到-8.05mm 位置,然后工進(jìn)到第一刀位置,每次進(jìn)到的尺寸如下:
第一刀位置:-(8.05 +3.25)mm=-11.3mm
第二刀位置:-(11.3+3.25)mm=-14.55mm
第三刀位置:-(14.55+3.25)mm=-17.8mm
其實(shí)我們只要計(jì)算出刀具先下到的位置-8.05mm即可,其余的均分工作由軟件自行處理,如下圖4 所圈處,點(diǎn)擊后,在Max rough step 設(shè)置框里設(shè)置參數(shù)即可,軟件會(huì)自動(dòng)均分處理下刀值。圖5 為模擬加工后局部剖圖。
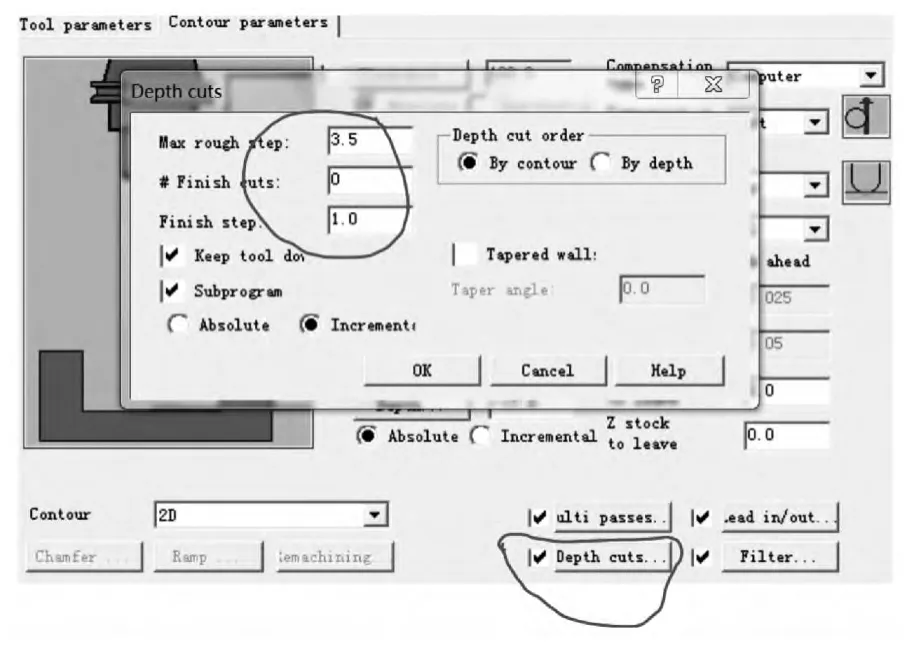
圖4
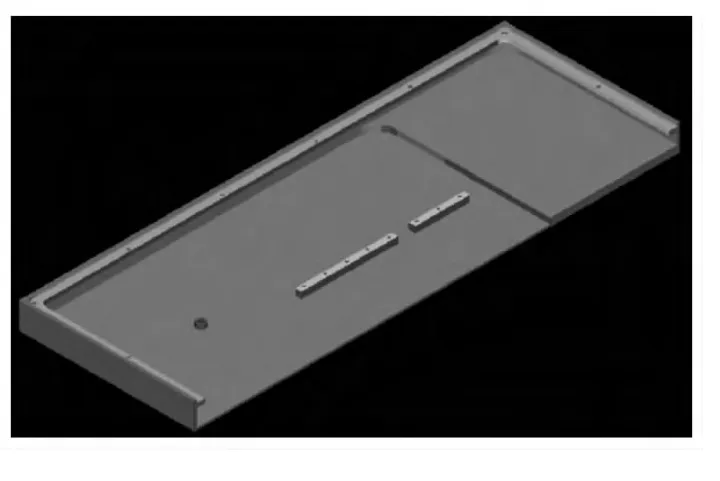
圖5
5.結(jié)語(yǔ)
當(dāng)然,對(duì)于此箱體而言,由于外形不是很復(fù)雜,所以挖槽程序也可以手工編制。但需要注意的是,該件由于加工量較大,所以徑向和深度方向均要多次切入,需要編制多個(gè)子程序,其實(shí)手工編制程序也很麻煩且容易出錯(cuò)。尤其當(dāng)我們遇到的工件外形曲線連接非常多,找點(diǎn)坐標(biāo)不方便時(shí),用軟件編制挖槽刀挖槽程序還是最好的選擇。以上只是用一個(gè)典型工件介紹了挖槽下刀點(diǎn)計(jì)算的方法,今后無(wú)論遇到外形多么復(fù)雜的工件挖槽,應(yīng)用上述計(jì)算便可以了。
猜你喜歡
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
攝影之友(影像視覺(jué))(2019年3期)2019-03-30 01:36:50
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
沈陽(yáng)醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
新聞傳播(2015年10期)2015-07-18 11:05:40