金剛石刀具銀釬焊方法
2014-12-04 12:34:56麻東升韓敬華
承德石油高等專科學校學報 2014年1期
麻東升,閻 兵,韓敬華
(天津職業技術師范大學機械工程學院,天津 300000)
金剛石物理性能穩定、晶粒組織致密,屬于超高硬度材料、耐磨損、切削性能好,是制作刀具最為理想的材料。目前國內生產金剛石刀具的方法有錫釬焊、銀釬焊和銅釬焊。銅釬焊接頭處的強度很高,釬焊料在市場上很容易獲得,釬焊在900~1 100℃高溫下進行,會使金剛石金相組織發生變化,降低了金剛石刀具的切削性能和自銳性;銀釬焊的加熱溫度(600~700℃)相對很低,釬焊接頭處抵抗沖擊力的能力較高,但銀釬料在市場上的價格較高,釬料的品種較少,造成金剛石刀具的生產成本升高;錫釬焊所需的溫度(200℃)最低,而釬焊接頭處的所能承受沖擊強度無法滿足金屬切削加工的要求,目前很少采用[1]。本文主要研究金剛石刀具釬焊中對銀釬料、釬焊劑、加熱設備的合理選擇、釬焊工藝過程控制,以及釬焊接頭處所承受應力、強度的計算等,可以有效預防或避免釬焊接頭處缺陷的產生,有利于獲得優質的釬焊接頭,延長金剛石刀具的使用壽命。
1 銀釬料的選擇
銀釬料是一種銀基固熔體的合金,主要組成元素有銀、銅、鋅、鎘。其中銀元素占40% ~50%,釬料的熔點為600~750℃,常用厚度為0.1~0.5 mm。表1為國內、外常用幾種銀釬焊料。
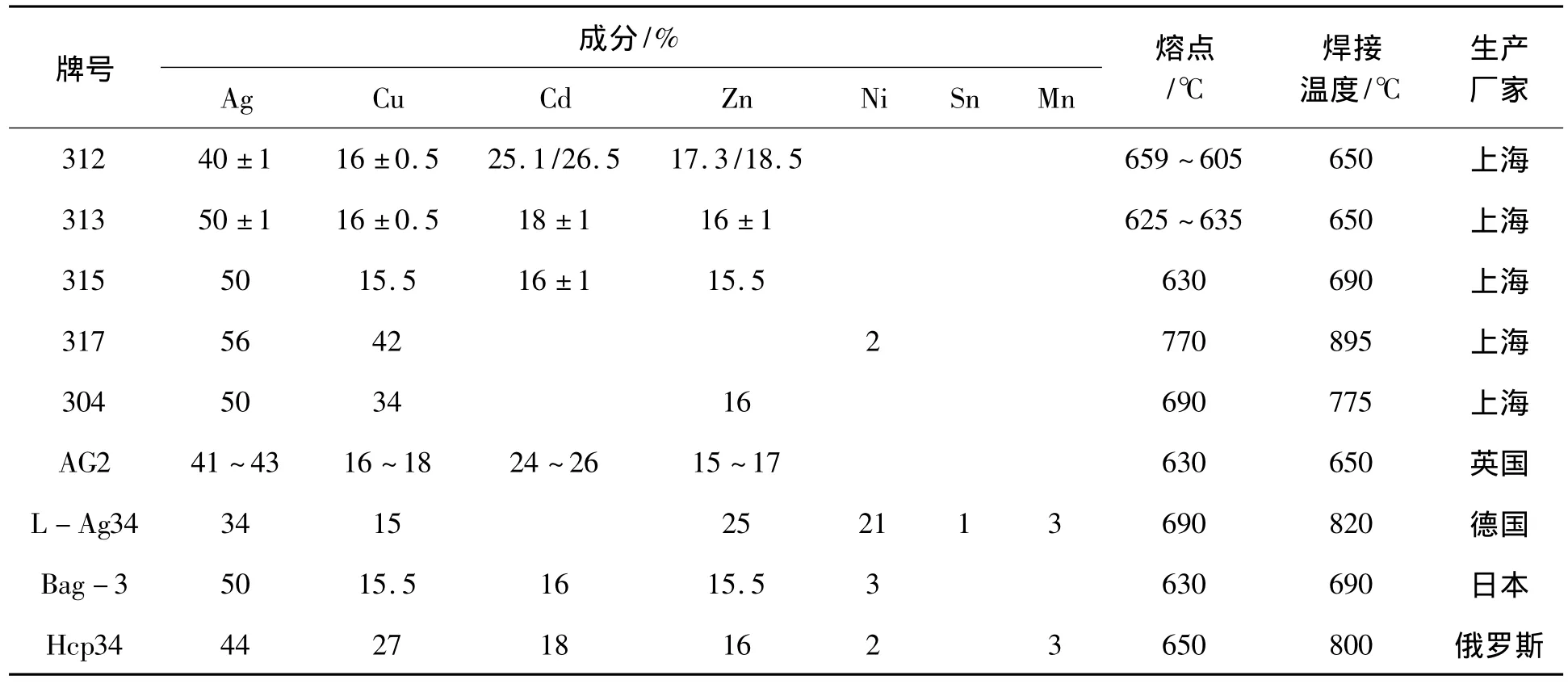
表1 國內、外銀釬焊料的主要參數
綜合考慮選用牌號為313銀釬料。
2 釬焊劑的選擇
釬焊劑主要用于清理和去除釬焊接頭處因氧化而產生的化合物,特點是熔點低,液體密度小,溶化后很容易薄敷在熔合區,可有效隔離空氣,防止釬焊材料高溫氧化,同時要增強液態釬料的流動性,有利于滲入釬焊接頭處的間隙中,冷卻后形成釬焊接頭。選擇常用的102釬焊劑。
3 加熱設備的選用
采用高頻反應加熱設備進行加熱,加熱速度快,熱量均勻而集中,便于釬焊溫度的控制,無噪音、無污染、結構簡單、便于觀察和釬焊操作等,是目前理想的金剛石刀具加熱設備。
4 釬焊工藝過程
4.1 金剛石基體材料和釬焊縫尺寸的選擇
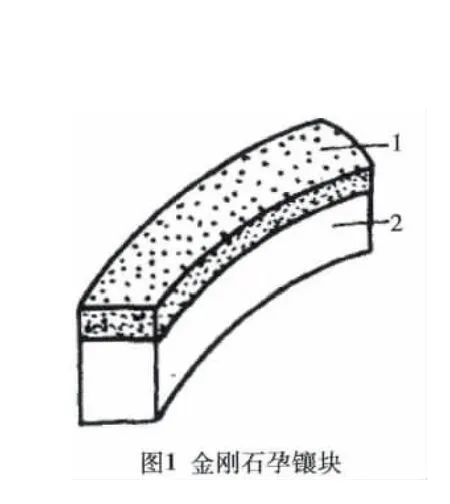
1)金剛石基體材料直接影響釬焊接頭的強度,對釬料的潤濕性有決定性作用。目前國內市場生產的有金剛石孕鑲塊和金剛石復合片作為金剛石膜,硬質合金材料作為金剛石基層的底墊,圖1為金剛石孕鑲塊或金剛石刀頭的結構[2]。
2)焊縫層尺寸決定了金剛石刀具釬焊強度的大小。以圓棒對接釬焊為例,分析金剛石刀具釬焊處應力的大小。已知刀具基體是硬質合金材料,直徑為D0;釬焊層由釬料組成,其厚度為H0,直徑D0,如圖2所示。
取垂直于圓柱體軸線的任意橫截面,應用力學公式,求出圓柱體的軸向拉應力[3],公式為:

式中:σy—圓柱體的軸向拉應力;σs—圓柱體橫截面的拉應力;Sr—比例系數(釬焊層的相對強度),—釬焊層釬料的強度—硬質合金基體的強度;r—圓柱體的半徑。
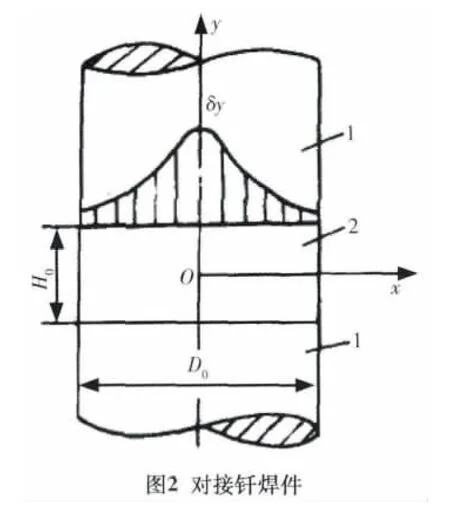
通過公式(1)得出:圓柱體軸向拉應力對稱分布,在圓柱體軸心處(r=0),應力值最大。

圓柱體的計算強度(σN)D=(σy)max,則


公式(4)得出,釬焊接頭處的承載強度隨釬焊層的厚度減小而增大,而隨釬焊接頭處的釬料強度增加而增大決定了釬焊接頭處的承載能力。
金剛石刀具釬焊后所能承載的最大沖擊能力與釬焊層厚度大小有關,釬焊層越薄,釬焊接頭處承載應力越大,反之承載應力越小,而釬焊層的薄厚是由裝配間隙的大小決定的。如果釬焊接頭處的裝配間隙過小,會影響液態釬料的滲入,阻礙液態釬料的潤濕和相互擴散性能,造成焊層不完整等缺陷,降低了金剛石刀具的使用性能。
目前常采用切削試驗法來選擇和確定裝配間隙的大小。在天津職業技術師范大學機械工程學院對牌號為313的銀釬料,釬焊溫度為850℃條件下完成的釬焊接頭進行了切削試驗,試驗件的組裝形式見圖3,其實驗結果見表2[4]。
從表2可見,當釬焊溫度為850℃時,釬焊縫尺寸為0.15 mm,焊層的抗剪強度最大,其平均值為221 MPa。
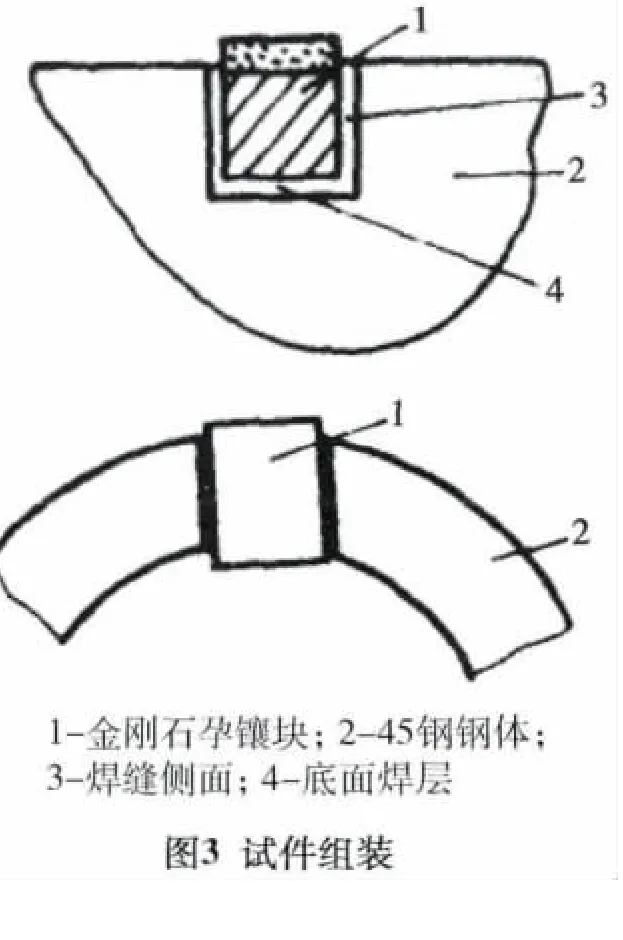
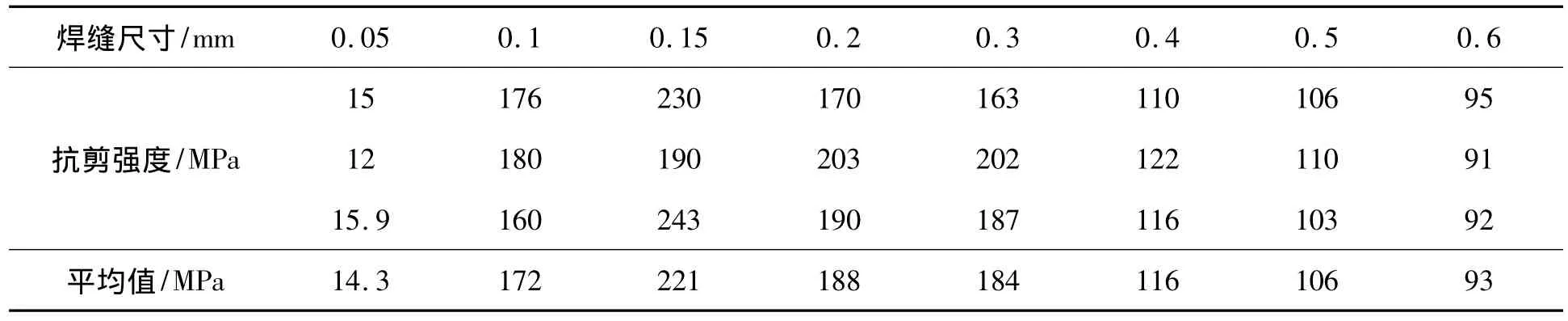
表2 釬焊縫尺寸與抗剪強度
4.2 加熱方式
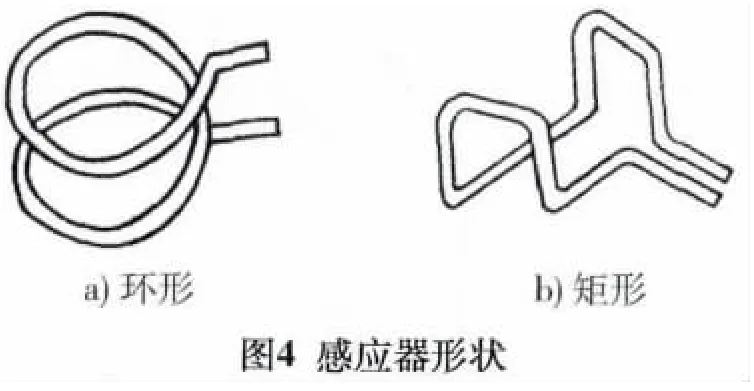
高頻反應設備在進行加熱時,主要選用環形和矩形的感應器,如圖4所示。
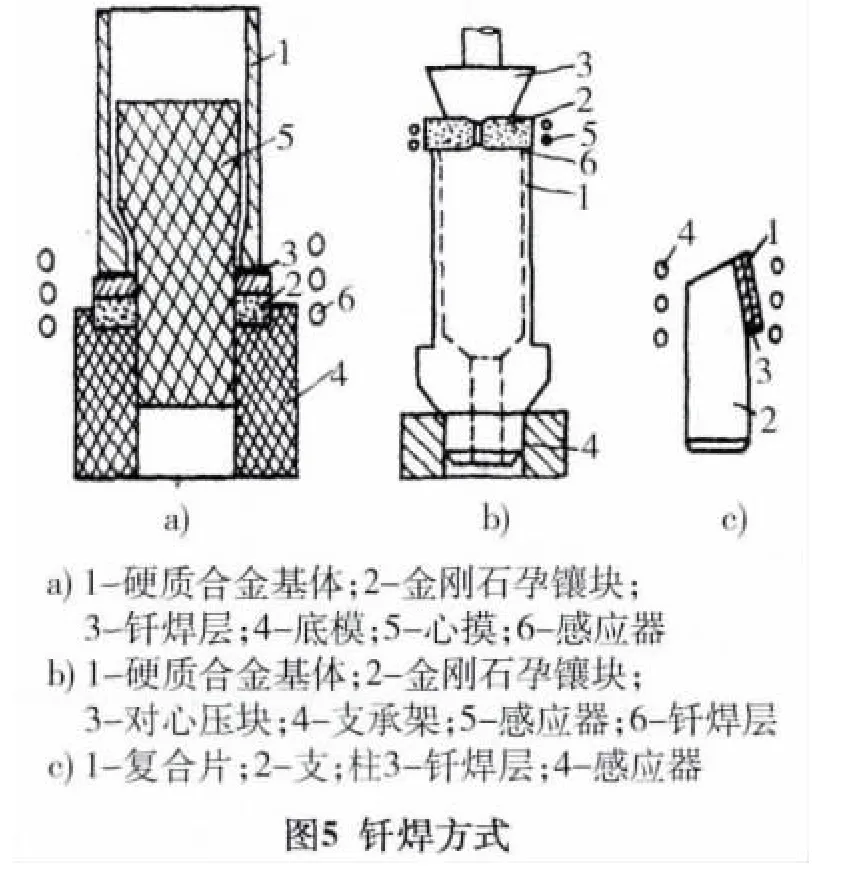
1)環形感應器:它用于釬焊尺寸不大的孕鑲塊鉆頭、薄壁鉆頭和復合片切削具等。圖5a)為釬焊孕鑲塊鉆頭的方式;圖5b)為釬焊薄壁鉆頭的方式;圖5c)為釬焊復合片切削具的方式。
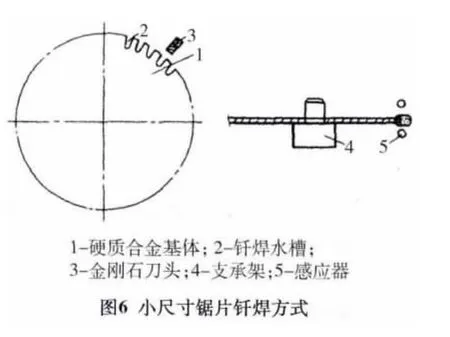
當圓鋸片直徑為250~500 mm,厚度為1.6~2.5 mm時,釬焊方式如圖6所示。
2)矩形感應器
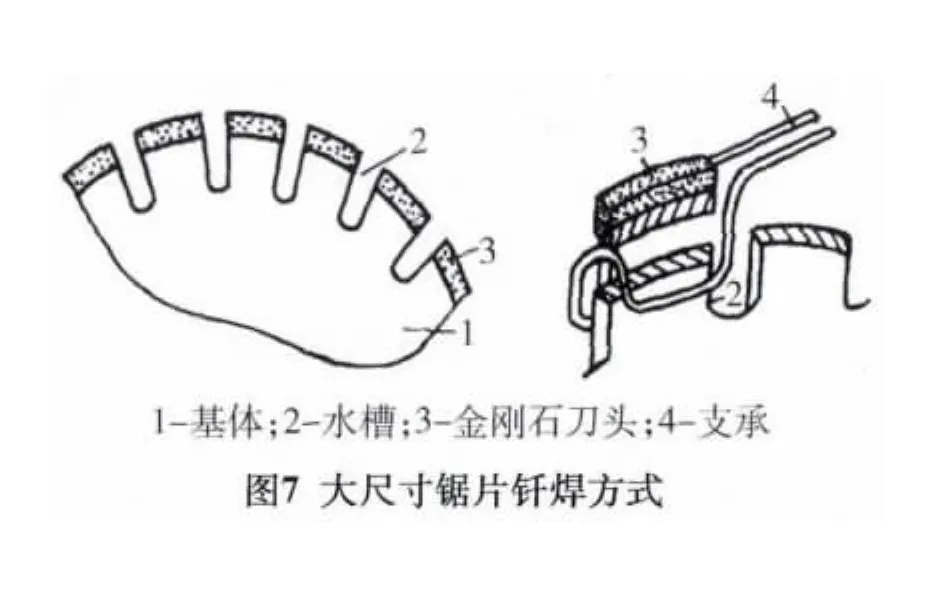
當鋸片直徑大于500 mm,厚度大于3 mm,其釬焊方式,如圖7。
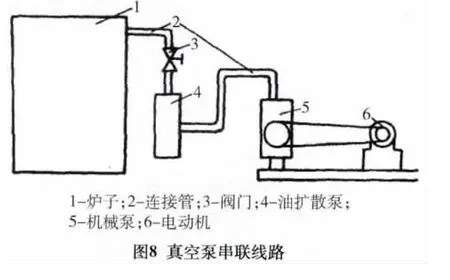
當釬焊大直徑鉆頭時,由于受感應圈尺寸的限制,同時為了提高釬焊質量,可以在35~50 kW的真空爐中加熱進行銀釬焊。常采用真空碳管爐,真空度的要求為133.3×10-5Pa。設備的機械泵和油擴散泵常采用如圖8所示的串聯系統。
4.3 釬焊注意事項
1)金剛石刀具釬焊前,必須做好接觸面的清理工作,并露出金屬光澤;
2)嚴格對金剛石孕鑲塊和硬質合金基體的裝配位置、間隙大小進行校正;
3)將釬焊接頭處放置加熱感應器中,盡量保證受熱均勻;
4)釬焊完成并冷卻到室溫后,對刀具進行切應力和沖擊力的試驗,保證刀具最低的使用強度;
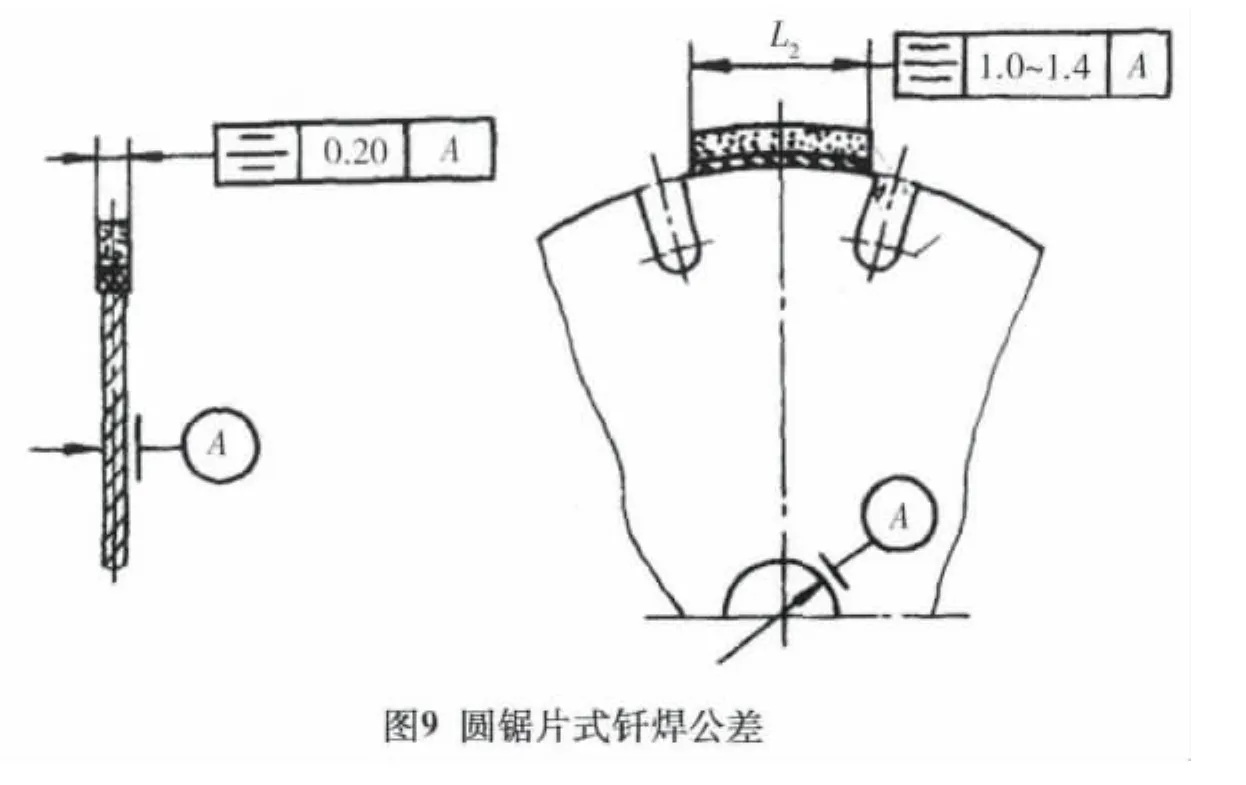
5)鋸片式的釬焊,端面公差為 ±0.2 mm,圓周公差為 ±1.0 ~1.4 mm,見圖9。
5 結束語
通過采用牌號為313銀釬料和102釬焊劑,利用高頻環形感應器加熱對金剛石圓鋸片進行銀釬焊,該圓鋸片直徑300 mm,厚度2 mm,釬焊溫度控制在850℃,釬焊縫尺寸為0.15 mm,釬焊后經過切削強度試驗,焊層的抗剪強度最大,其平均值為221 MPa,通過光學顯微鏡和UT(超聲檢測),對釬焊接頭處的表面和內部進行觀察和無損檢測,沒有發現可見缺陷特征,有效預防或避免釬焊接頭處缺陷的產生,滿足了切削強度的要求,從而獲得了優質的釬焊接頭,延長金剛石刀具的使用壽命。
[1]周玉梅,呂智,章兼植,等.釬焊技術在金剛石工具中的應用[J].工具技術,2004(3):9-12.
[2]李飛.釬焊金剛石磨具加工石材的磨損和工藝參數優化[D].哈爾濱:哈爾濱理工大學,2009.
[3]孟金龍.金剛石刀具高頻感應釬焊工藝的研究[D].大連:大連理工大學,2009.
[4]王立,李嫚,賈乾忠,等.金剛石刀具釬焊工藝的研究[J].金剛石與磨料磨具工程,2008(3):66-69.