平行閘板閥閥座等離子弧噴焊工藝對噴焊層組織及性能的影響
2014-12-04 12:35:28馬世輝
承德石油高等專科學校學報 2014年4期
馬世輝
(承德石油高等專科學校機械工程系,河北 承德 067000)
平行閘板閥通過其開關可控制鉆井液的流向實現管匯的功能,是壓井節流管匯的關鍵部件。平行閘板閥在工作時鉆井液、原油、天然氣等工作介質,對閥座有一定的腐蝕和磨損。另外。閥啟閉時閥板與閥座相接觸的兩密封面之間有相對滑動,在介質力作用下易產生擦傷,從而破壞密封性能,影響使用壽命。本文研究等離子噴焊技術強化閘板閥座耐磨性,在35CrMo上噴焊合金粉末,形成熔敷層。并對熔敷層及噴焊層的組織成分和力學性能進行分析。進一步證明,等離子噴焊在改善機械零件的表面性能、提高零件表面的耐磨性能具有重要的意義。
1 實驗方法
試驗是在規格包括Φ180×20、Φ133×25、Φ106×23(單位為mm),材質為35CrMo合金結構鋼的平行閘板閥閥座上用等離子轉移弧焊機進行噴焊Ni60A粉末,噴焊工藝流程如下:工件的預處理(清洗、除油)→工件的表面噴砂處理→工件預熱(400℃,保溫30 min)→等離子弧噴焊→焊后冷卻→工件的焊后處理。
1.1 基體材料
平行閘板閥閥座采用35CrMo合金結構鋼,其具有很高的靜載強度、沖擊韌性及較高的疲勞極限,其化學成分見表1。

表1 35CrMo合金結構鋼的化學成分(Wt%)
1.2 噴焊材料
針對基材是35CrMo合金結構鋼,選擇的噴焊材料是流動性和熱穩定性良好,粒子尺寸(-140~+320目)和粘度都適合的Ni60A合金粉末作為噴焊材料,其化學成分見表2。

表2 Ni60A合金粉末的化學成分(Wt%)
1.3 工藝參數
本試驗選取對噴焊層影響較大的焊接電流、送粉速度等焊接參數作為變量來分析焊接參數對噴焊層質量以及性能的影響。試驗所采用的等離子噴焊焊接工藝參數如表3所示,其中等離子氣為Ar,保護氣和送粉氣體為97%Ar+3%H2。

表3 等離子噴焊焊接工藝參數
2 實驗結果與分析
2.1 噴焊層的微觀組織特點
試驗采用Ni60A粉末在基體組織為35CrMo合金結構鋼上噴焊,但是Ni60A粉末在成分上與35CrMo的成分不同,存在一定的差異,同時,由于粉末中合金元素含量較高(含Cr、Ni、B、Si、Fe、C 等元素),合金元素相互擴散,發生物理化學反應,而且焊后冷卻速度快,會形成許多復雜的固溶體或化合物相。
圖1為鎳基噴焊層顯微組織,可以看出,噴焊層組織是以亞共晶方式結晶,先析出初生的樹枝晶,再繼續冷卻到共晶轉變后,在初生枝晶間形成細小的共晶體,共晶體也是由更細小枝晶及各種化合物相所組成。由于等離子弧所產生的溫度很高,能夠使自熔性合金粉末完全熔化,在快速凝固過程中,形成了過飽和的固溶體和一些共晶化合物。對比b)與a),b)采用的焊接電流是135A,由于電流過大導致等離子弧溫度過高形成較為粗大的樹枝晶;相反,a)采用的焊接電流是125A,弧溫度較低,產生細小的樹枝晶。d)與c)主要是送粉速度的變化,d)為18%的送粉速度,噴焊粉末不能完全熔敷到母材表面;而c)為10%的送粉速度,合金粉末能夠完全熔敷在母材表面,但是稀釋率增加,噴焊層的力學性能降低。
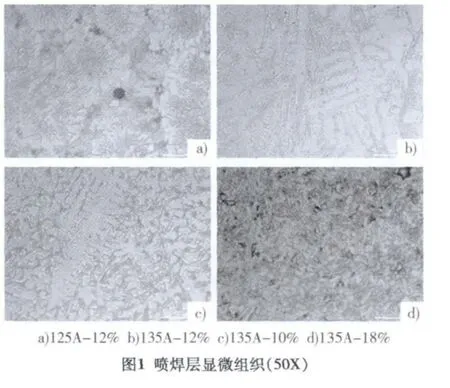
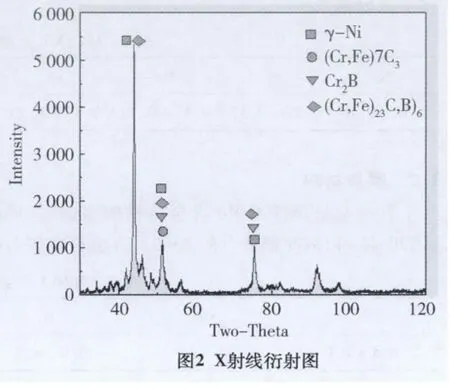
圖2是Ni60A合金粉末等離子弧噴焊層X射線衍射圖譜。結果表明,噴焊層的組成相有γ-Ni固溶體,Cr2B型化合物以及碳化物M7C3和M23C6。于噴焊粉末中Ni(70%左右)為主要元素且是奧氏體形成元素,所以噴焊層基體為γ-Ni固溶體是由。此外合金粉末中較多的 C、B和 Cr元素,生成 Cr2B,M7C3,而M7C3屬于亞穩相,在冷卻過程中部分M7C3轉化為M23C。
2.2 噴焊層硬度分析
試驗從焊接電流和送粉速度兩個參數的變化來分析噴焊層宏觀洛氏硬度值,以表征材料的力學性能。
1)送粉速度改變,電流不變。從表4中數據可以分析,焊接電流為135 A時,測得的洛氏硬度先呈一定的上升趨勢,達到一定值時開始呈下降趨勢。初步推斷:由于前期送粉速度的增加,噴焊層變厚而增加了熔合比,降低了材料的稀釋度。由于噴焊層合金含量逐漸增高,形成的硬質相的量也同時增加,導致硬度值增高。而當送粉速度繼續增加時,電源輸出的功率不足以使合金粉末完全熔化而噴到了噴焊層,使粉末顆粒之間的熔化結合變成了表面之間的簡單相互結合,甚至粉末顆粒未能熔化就直接噴到了噴焊層,造成缺陷,破壞了噴焊層原有的組織,硬度下降。

表4 焊接電流不變,送粉速度改變測得的平均洛氏硬度值
2)改變焊接電流,送粉速度不變。從表5中數據可以分析,當送粉速度為12%不變時,焊接電流的增加使洛氏硬度值先呈上升趨勢,然后達到一定數值時又呈現下降趨勢。初步推斷:隨著焊接電流的增加,輸出功率變大,產生強有力的等離子束,因而粉末熔化效果好,使合金粉末與母材之間冶金結合良好,形成優質的硬質相,而且氣孔等缺陷少,所以導致噴焊層硬度增加且呈上升趨勢;當電流繼續增加,母材的熔化量使焊縫的熔合比變大,材料的稀釋率也增加,則噴焊層的合金含量降低,合金粉末產生的硬質相減少,噴焊層的宏觀洛氏硬度值減小。

表5 送粉速度不變,改變焊接電流測得的平均洛氏硬度
2.3 噴焊層的耐磨性能
試驗加載載荷為5Kg,轉速為675轉/min,轉數為3 000。測得磨損體積如表6所示。

表6 噴焊層和基體磨損體積
從表6中的數據可以看出,噴焊層的耐磨性遠優于基材的耐磨性,這是由于噴焊層中鉻化物和硼化物硬質相對提高材料的耐磨性起到了至關重要的作用。
3 結論
等離子弧噴焊層冶金結合較好,組織致密,而且稀釋率低。噴焊層主要有γ-Ni固溶體,Cr2B型化合物以及碳化物M7C3和M23C6等組成。其中,噴焊層中的鉻化物和硼化物使其具有較高的硬度和耐磨性,使得噴焊層擁有較高的宏觀硬度,在實際生產應用中具有重要的意義。
[1]張少勇.等離子噴焊設備幾個特殊問題的處理[J].金屬加工,2008(16):76-77.
[2]張曉強.合金元素對等離子弧噴焊層組織及性能影響研究[D].吉林:吉林大學,2009.
[3]斯松華,袁曉敏,何宜柱.等離子弧噴焊鎳基合金層組織及耐磨性試驗研究[J].焊接技術,2002,31(3):13-14.
[4]高捷,胡遠銀.等離子粉末噴焊技術在閥門密封閥上的應用[J].閥門,2006(1):17-19.
