首鋼京唐1580熱連軋精軋機主速度級聯控制的實現
2014-12-11 10:07:31趙坤鵬王義韓明
中國科技縱橫 2014年18期
趙坤鵬 王義 韓明
(首鋼京唐鋼鐵聯合有限責任公司,河北唐山 063200)
首鋼京唐1580熱連軋精軋機主速度級聯控制的實現
趙坤鵬 王義 韓明
(首鋼京唐鋼鐵聯合有限責任公司,河北唐山 063200)
在帶鋼熱連軋生產過程中,為了保證正常的生產,即保證通板不堆鋼、拉鋼,軋制處于恒定小張力狀態,需設置連軋機主速度級聯系統,保證精軋機組的穩順運行,為提高產品質量打下堅實的設備基礎。
熱連軋 精軋機組 速度控制 主速度級聯
1 首鋼京唐1580精軋機組配置(如圖1)及現狀
精軋機組主要包括飛剪、除鱗裝置、立輥、精軋機、活套、導板、換輥裝置等,精軋機是成品軋機,是熱軋帶鋼生產的核心部分,軋制產品的質量水平主要取決于精軋機組的技術裝備水平和控制水平。精軋機組是決定產品質量的主要工序:如帶鋼的厚度精度取決于精軋機壓下系統和AGC系統的設備形式;板型質量取決于該軋機板型模型控制能力、各機架負荷分配以及輥型配置;帶鋼的寬度保持必須通過精軋機前立輥的AWC和精軋機間低慣量活套裝置實現;帶鋼的力學性能主要取決于精軋機終軋溫度。
帶坯除去氧化鐵皮后,經側導板導入精軋機前立輥軋機(F1E),后依次通過精軋機各機架,通過對精軋機組的控制,最終獲得所要求的帶鋼厚度,精軋末機架拋鋼后,帶鋼沿層冷輥道送至卷取機成鋼卷。精軋機的一級控制功能主要包括:飛剪前后輥道控制、飛剪前導尺控制、飛剪優化剪切控制、精軋除鱗控制、精軋機順序控制、主速度控制、活套高度和活套張力控制、精軋機彎輥、竄輥控制、精軋液壓壓下APC及壓下零調、精軋液壓AGC控制、精軋板形控制、精軋機架間冷卻水閥控制、精軋甩機架控制等,本文重點介紹精軋機主速度級聯控制算法實現。
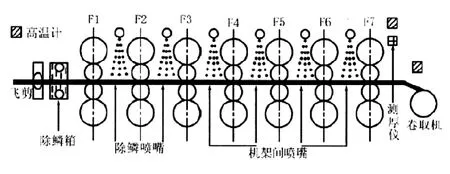
圖1 首鋼京唐熱軋1580精軋機組示意圖

圖2 精軋主速度系統的功能框圖
2 精軋機架主速度級聯控制(如圖2)的算法實現
速度級聯控制,即在高速軋制過程中,為保持機架間的速度關系完全匹配、機架間軋件秒流量相等,對軋制過程中來自活套閉環控制的調節量、手動干預調節量,按逆軋制方向依次對前面的各機架速度進行增減,實現軋機速度的級聯控制。速度級聯控制是熱連軋生產線電氣控制思想的精華。在帶鋼熱連軋生產過程中,為了保證正常的生產,即保證通板不堆鋼、拉鋼,軋制處于恒定小張力狀態,需設置連軋機主速度級聯系統,并采用恒張力活套支持器動態調節。為使活套系統正常工作,要求主速度設定精度得到保證,也只有在機架之間的設定速度得到很好的匹配時張力控制才能較好地實現。連軋機組各機架軋輥的轉速要相對嚴格同步,因此要求各機架主傳動的速度,不僅在靜態下,而且在過度過程中均要精確分配,以協調各機架間的速度。
保證正常連軋的基本條件是:

即各機架應嚴格遵循秒流量相等的關系進行設定。
在實際生產中,精軋寬展可以忽略,這樣秒流量公式可以演變為:
h1×v1=h2×v2=...=hn×vn
其中:hi——第i機架的出口厚度;vi——第i機架帶鋼出口線速度;Bi——帶鋼的寬度;i=1,2,...,n。
速度設定是由過程計算機,根據軋制工藝狀況,以及設備能力情況,按照合負荷分配得到各機架出口厚度,并根據終軋溫度確定未機架出口速度后,用秒流量方程反推出各機架速度設定值。由于存在前滑,因此帶鋼速度與軋輥線速度的關系為:
Vi=Voi(1+fi)
因此:Voi=hn/hi*(1+fn)/(1+fi)*Von
其中:fn——末機架的前滑值;fi——i機架的前滑值;Von——末機架的軋輥線速度;Voi——i機架的軋輥線速度。
秒流量方程僅使用于穩定軋制狀態。當對機架間活套進行調節時,各機架流量將不再相等。精軋機組速度給定控制系統接收過程機的F1~F7穿帶速度設定值、末機架最大軋制速度設定值和加速度設定值,實現速度基準的設定計算、軋制過程中的加減速控制、活套高度控制的自動速度補償、AGC的自動速度校正控制、各種手動速度微調控制、點動操作控制、速度設定系統的順控聯鎖及故障報警顯示控制,最終向主傳動系統輸出正確的速度基準值。末機架為基準機架。
系統通過設定MRH和穿帶速度Vithr來實現速度的設定。關系表達式如下:
Vi=MRH%×Vithr
基準信號輸出時,轉換成相對值并加上了速度補償信號 。
SPREFi=Vi/Vimax×(1+ADJREFi)
=(MRH%×Vithr/Vimax)×(1+ADJREFi)
式中:V i t h r——來自過程機的第i機架穿帶速度設定值(m/min);MRH%——6個機架共同速度基準調節系數(%)。
當自動操作時,速度設定值由過程機給出。當半自動操作時,首先進入HMI的半自動畫面,按下半自動功能按鈕,給出F1—F7機架的回路號,并給出各機架的速度設定值,每次按下確認鍵,當半自動設定值速度確認完畢,按下總確認后,精軋機組立即執行設定速度。在正常軋制過程中,可以進行速度給定修正,操作畫面在精軋主速度及活套控制畫面中。當手動操作時,操作工面對操作臺的速度臺。F1—F7每個機架有速度扳把開關。在軋制啟車后,無鋼時用作速度修正,咬鋼后用于各機架速度逐移。在非軋制時,此扳把開關可用于F1—F7機架的點動。
當軋機處于壓靠時,速度控制到低速運行,由壓靠程序完成。熱軋精軋機組主速度系統由速度整定和速度調節兩大部分組成。速度整定用于帶鋼咬入前將各機架速度整定到設定值,而速度調節則是穿帶后的動態調節,各機架間的級聯是速度調節部分的一個重要功能。
主速度整定在不同情況下將用不同的變動斜率(RAMP):
從停車起動到某一速度時;換規格時,從某一速度設定值改到另一設定值時;正常停車時;緊急停車時。
速度調節包括手動微調,活套高度閉環,AGC的活套量補償,以及下游機架送來的逐移補償。為此,第i機架的速度調節量用下式來表達:

其中:
ΔviR——人工聯動速度微調節量;Δvir——人工單動速度微調節量;ΔviAGC一AGC速度補償量;ΔviLC——活套高度閉環調節量;Δvis——下游機架來的逐移量。
實際計算時,上述各量都應為相對于本機架速度設定值的百分數。
i表示第i機架[i=1~(n-1)],n為未機架,未機架的速度是作為基準值而不調節的,調節時的逐移方向是由下游向上游機架進行,通常稱之為逆調。穩定精軋出口速度對軋機與卷取機的匹配和終軋溫度控制都是有利的。在上式中,i機架的活套調節量是來源于i、i+1機架間活套的活套高度閉環控制,而AGC補償為后機架AGC對本機架速度的補償量。
機架間速度逐移量的計算為:

其中vi——第i機架速度的設定值。
在實際控制過程中,所有上述量都采用百分數形式,以便于逐移。每個控制周期都計算逐移量,應按軋線的逆流方向逐機架計算,這樣才能保證各機架逐移信號無滯后地進入各機架速度輸出中。在升速軋制的機組中,各機架設定值應按比例升降,以此保持升降過程中的同步性。
3 結語
首鋼京唐鋼鐵聯合有限責任公司熱軋1580帶鋼生產線是首鋼京唐公司的第二條熱連軋板材生產線,也是國內第一套完全自主建設、自主集成的熱連軋生產線。精軋區域基礎自動化、過程自動化系統由北科麥思科公司設計,該線于2010年3月31日熱試成功,經過不斷的磨合優化,目前設備系統運行穩定,各項產品指標達已達到了國際先進水平。其中精軋機組的主速度級聯控制、活套控制、張力控制各項功能完全滿足生產需求,在四年來的應用中得到了充分的驗證。
[1]王冰賀.攀鋼1450mm熱連軋機精軋區速度主令控制系統[J].冶金自動化,2005(1).
[2]楊杰.萊鋼1500mm熱軋帶鋼精軋自動控制系統[J].自動化應用,2010(1):6-7.
趙坤鵬(1987—),男,山西侯馬人,本科,學士,助理工程師,研究方向:熱連軋自動控制技術及儀器儀表。
