動力電池PACK焊接性能研究
2014-12-11 10:07:33杜獲
中國科技縱橫 2014年18期
杜獲
(合肥國軒高科動力能源股份公司,安徽合肥 235000)
動力電池PACK焊接性能研究
杜獲
(合肥國軒高科動力能源股份公司,安徽合肥 235000)
本文研究了鍍錫銅極片與鎳端子的可焊接性,并對其性能進行了測試,此方案表現出優良的可焊接性、抗拉強度性能,樣件焊接溫升、內阻較低,滿足高的過電流要求,是一種高效的電池PACK焊接工藝。
鋰電池 PACK 點焊 電動汽車
The welding performance of tinned copper and nickel, which are used as cell connector and terminal respectively, were researched. This welding solution shows excellent welding ability and tensile strength, the increase of internal temperature caused by welding was lower. The sample also shows lower resistance which is suitable for rigorous requirement on current.
Lithium Battery PACK Spot Welding Electric Vehicle
1 引言
隨著國際能源供應的持續緊張及全球環境變暖、大氣污染的不斷加重,作為CO2排放及化石燃料消耗“大戶”的傳統燃油汽車逐步被綠色環保的新能源汽車取代成為一大趨勢[1-3]。在此背景下,我國也大力發展新能源汽車特別是純電動汽車,這不僅有利于降低對石油的依賴、保障我國能源安全,也利于我國的環境保護和可持續發展,同時實現我國汽車產業實現跨越式發展[4-7]。
作為新興產業的純電動汽車有廣闊的發展前景,同時值得注意的是純電動汽車是一個多領域跨學科的產業,僅技術領域就仍有諸多難點、瓶頸需要去研究突破。材料研發領域諸如提升電池能量密度及高壓電解液研制[8]等;機械結構設計方面需要對電池PACK成組設計、工藝等深入的研究[9,10]。目前,鋰電池PACK正不斷向大容量、快速充電、長壽命和高安全性方向發展,對其制造過程中的焊接技術也提出了新的要求。主要問題是要針對電池裝配與焊接過程的較高精度要求,解決不同材料、尺寸的連接片焊接問題,同時,還要滿足快速、大批量和牢固焊接,這樣才能應用于企業的批量生產。針對電池PACK中的焊接工藝,本文對鍍錫銅-鎳材料的點焊效果進行了研究,并與公司現有銅-銅焊接工藝進行了對比,驗證了更改方案的可靠性及性能穩定性。
2 實驗方法
本文采用本公司交流點焊機進行相關焊接操作,所用極片的規格為40*10*0.35(mm),材料分別為鍍錫銅、紫銅;所用端子為公司現有規格,厚度為1mm,材料分別為鎳、紫銅。首先對樣品進行了抗拉強度測試,測試要求速度為50mm/min,焊接樣品內阻測試采用HIOKI3554型內阻測試儀進行,溫度測試采用的是HUATO的HE804測溫儀,利用GP/YWP 60型鹽霧試驗箱對樣件進行了鹽霧測試,其中NaCl濃度為5%,試驗箱溫度為50℃,飽和桶溫度為47℃,測試濕度>85%,測試時間為30小時。最后對樣件進行了過電流性能測試,測試設備為Neware CT-3008W-5V100A-TF型充放電測試柜,測試時給樣件加50Amp電流持續通電,通電時間為200S。
3 實驗結果
圖1給出了公司現有工藝紫銅—紫銅方案(左)與鍍錫銅—鎳方案(右)的焊接對比圖。如圖所示,兩方案均能實現有效的焊接效果。但是由于紫銅-紫銅焊接時需要進行打磨端子去除氧化等另行處理,工序較多且要投入更多的人工、工時;而鍍錫銅-鎳焊接無需相關操作,有效的降低了人力成本投入,降低了環境及噪聲污染,是一種有效的焊接工藝。

表1 紫銅—紫銅、鍍錫銅—鎳方案抗拉強度數據統計表

表2 焊接溫升表

表3 紫銅-紫銅、鍍錫銅-鎳方案內阻測試數據統計表

表4 鍍錫銅—鎳、紫銅—紫銅方案50A連續過電流溫度變化表

圖1 紫銅—紫銅方案(左)和鍍錫銅—鎳方案(右)焊接圖示

圖2 焊接溫升測試溫感探頭布置示意圖

圖3 樣件安裝示意圖
為了更好的證實鍍錫銅-鎳的焊接效果,我們對樣件進行了抗拉強度測試,測試時焊點出現松脫既停止測試并記錄此時拉力數值,兩方案的測試結果在表1種給出。從表1中的數據對比結果可以看出鍍錫銅—鎳方案抗拉強度均值大于紫銅-紫銅方案,且其穩定性好,數值均大于25kg,鍍錫銅-鎳方案的抗拉強度滿足生產要求。
我們知道點焊是一種接觸性的焊接工藝,是通過高溫使得焊區材料熔化來實現有效焊接的。那么熱量就必然的會通過端子金屬傳入電池內部。由于鋰電池內部電解液在高溫度下存在分解、產氣的可能,這就對電池的安全性產生了威脅。所以焊接引起電池內部材料的溫升將是一項重要的指標。因此,我們2中方案焊接溫升進行了測試,測試時,焊接次數為連續焊接2次引起的溫升。如圖2所示,溫感探頭黏貼在蓋板內側的銅極耳處,具體的測試數據在表2中列出。
從表2中看出,鍍錫銅—鎳的方案的焊接溫升較低,在安全溫升范圍內。而紫銅-紫銅的焊接溫升較高,存在一定的隱患。為了解釋焊接溫升的差異,我們從唯象理論來對銅—銅方案和鍍錫銅—鎳方案的焊接溫升進行分析。從表二我們看出,鍍錫銅—鎳方案所需的焊接電流較小,同時焊接時間較紫銅—紫銅方案少一個周波,依據Q=UIt,鍍錫銅-鎳方案所吸收的熱量相對較少。銅的導熱率為401W/(m*K),而鎳的導熱率為91W/(m*K),考慮到空氣的導熱系數僅為0.024W/(m*K),并且兩方案通電過程中均處在相同的環境中,可以認為兩者對空氣的熱傳導基本相同。那么由于銅較高的導熱率,熱量會更快的分布于紫銅-紫銅樣件中,使得蓋板內部同樣散布了較多熱量;而鍍鎳銅-鎳樣件熱量在鎳中傳導的變慢,降低對電芯內部的熱擴散。最終使得鍍錫銅—鎳方案的內部溫升較低。因此,通過溫升測試結果看,鍍錫銅—鎳的方案更好的滿足焊接溫升要求。
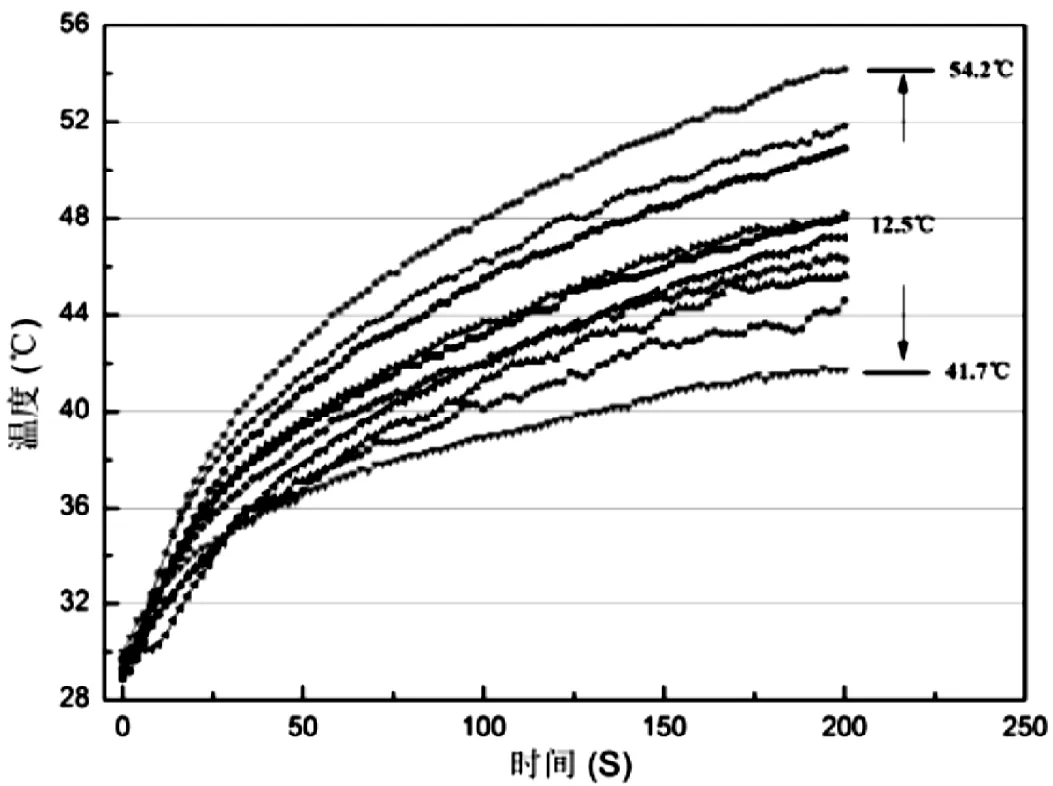
圖4 鍍錫銅—鎳方案50A連續過電流溫升圖
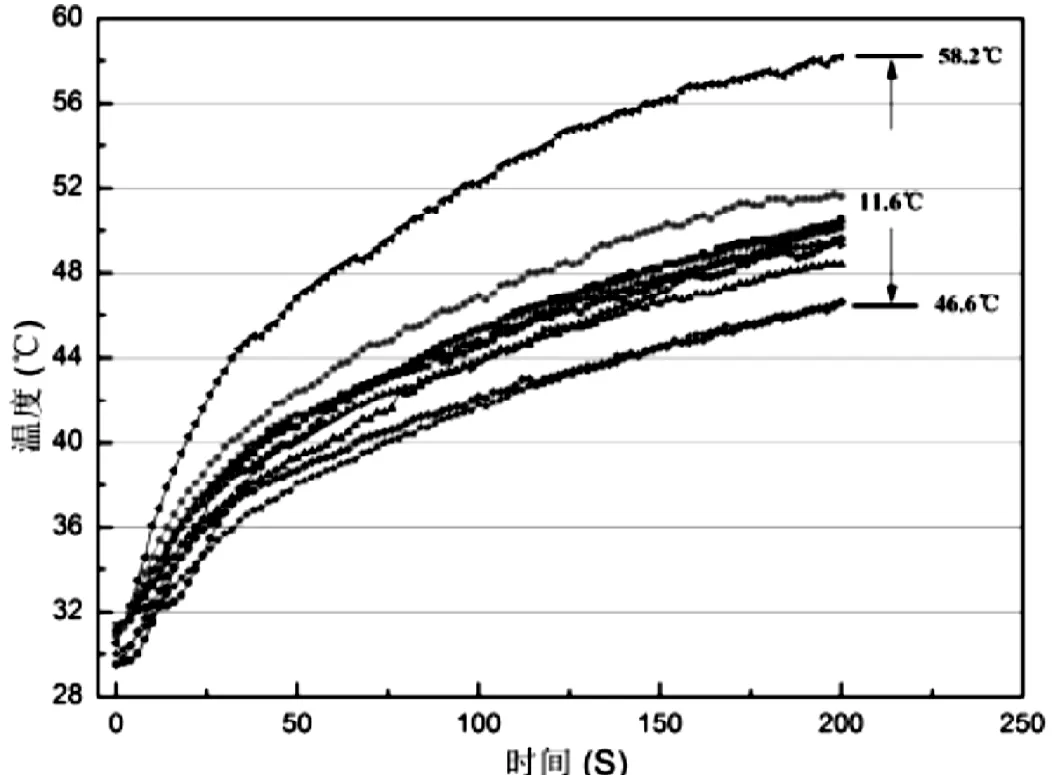
圖5 紫銅—紫銅方案50A連續過電流溫升圖
隨后我們對兩方案鹽霧測試前后的內阻進行了測試,測試結果在表3中給出。
從表3可以得到以下結論。
(1)兩方案在鹽霧測試后內阻均有小幅的增大,紫銅—紫銅方案內阻增加約1%,鍍錫銅—鎳方案內阻增大約1.6%。(2)兩方案兩兩相比,無論在鹽霧測試前還是測試后,相差極小。鹽霧測試前,鍍錫銅—鎳方案阻值較紫銅—紫銅阻值增大約0.3%;鹽霧測試后紫銅—紫銅方案的阻值增大約0.97%。
通過此項測試可看出,雖然鎳的導電率較銅的導電率低,但實際方案中鍍錫銅—鎳的內阻完全可以和紫銅—紫銅方案的內阻相比較,前者代替后者內阻變化基本可以忽略。
通過以上諸多測試我們發現無論是焊接內阻、焊接溫升還是抗拉強度,鍍錫銅—鎳均表現出優良的性能。但是以上測試幾乎都是焊接工藝的性能測試,其實際利用效果怎樣仍需要進行過電流性能的測試,因此我們對鍍錫銅-鎳與紫銅-紫銅進行了過電流測試。如圖3所示,在蓋板內側銅極耳處黏貼溫感探頭,連接到Data log讀取實時溫度并記錄。圖4給出了鍍錫銅—鎳方案在50A連續過電流情況下的溫度變化關系,從圖中可以看出,在整個測試過程中,10個樣品的溫度均為升高的趨勢,在初始25S內溫度變化較快,溫度升高到35℃左右,溫升在7℃左右。在經過200S連續通電后,各個樣品的溫升
變化差別較大,溫度最高的樣品達到了54.2℃,溫升達25℃;溫度最低的樣品溫度為41.7℃,溫升約為13℃。從圖看出,經過200S過電流后,樣品的最高溫度在48℃左右變動。
圖5顯示的是紫銅—紫銅方案在50A連續過電流情況下的溫度變化關系。在整個測試過程中,10個樣品的溫度同樣表現處連續升高的趨勢,在初始25S內溫度升高到37℃左右,溫升在8℃左右。在經過200S連續通電后,溫度最高的樣品達到了58.2℃,溫升達29℃;溫度最低的樣品溫度為46.6℃,溫升約為17℃。同時樣品的最高溫度在51℃左右變動。
為了更好的分析以上兩種方案的過電流性能,將溫度數據列入圖表4中。
從表4中看出,鍍錫銅—鎳方案的溫升均低于紫銅—紫銅方案的溫升,經過200S50A過電流后,前者溫升比后者約低4℃。考慮到內阻測試中,兩者內阻相差無幾,依據焦耳定律Q=I2Rt,在通電時間、電流、內阻相同的情況下,其產生的熱量是相同的,那么造成溫升差異的就應當是比熱容的差異造成的。銅的比熱為0.39kJ/(kg*K),鎳的比熱為0.54kJ/(kg*K),幾乎為銅的2倍。依據Q=CM△T,在吸收相同熱量情況下,紫銅將會升高更高的溫度。因此紫銅—紫銅方案在過電流測試中內部溫升較鍍錫銅—鎳方案的溫升高。
4 結語
本文通過對鍍錫銅-鎳、紫銅-紫銅方案的焊接性能對比測試發現,極片選用鍍錫銅材質,端子選用鎳材質的方案具有優良的可焊接性、抗拉性能,焊接過程中溫升適當,內阻較低,完全滿足高的過電流要求(50A)。而且此方案去除紫銅-紫銅方案中打磨銅端子帶來的粉塵污染改善了工作環境(紫銅極易氧化,需要打磨才能焊接),是一個有效的PACK焊接工藝。
[1]邵昕.新能源汽車是未來發展的必由之路[J].汽車工業研究,2012(3).
[2]劉發水.中國汽車消費增長與低碳經濟發展對策戰略[J].商業經濟研究,2011(16).
[3]羅少文.我國新能源汽車產業發展戰略研究(碩士論文)[M].復旦大學,2008.
[4]李眾宜.新能源汽車何時主宰中國汽車市場[J].市場研究,2012(8).
[5]霍風利.我國發展電動汽車產業的可行性及對策研究(碩士論文)[M].中國海洋大學,2010.
[6]黃嘉興.電動汽車產業發展路徑與政策研究(碩士論文)[M].北京交通大學,2010.
[7]劉志業.新能源汽車對我國汽車工業的重要性分析[J].時代金融,2012(8).
[8]Aurbach D, Gamolsky K, Markovsky B,Salitra G, Gofer Y.The study of surface phenomenarelated to electrochemical lithium intercalation into LixMOy host materials (M=Ni,Mn).J.Electrochem.Soc. 2000, (147) :1322-1331.
[9]孫逢春,王震坡,林程,馬軍.(專利)CN200710145806.X.
[10]王劍,張天鍔,郭秋林.(專利) CN201110309515.6.
