無需增黏熔體發泡法制備泡沫鋁及其壓縮性能
2014-12-11 10:37:52楊東輝胡中蕓陳建清江靜華馬愛斌
機械工程材料 2014年1期
李 軍,楊東輝,2,胡中蕓,陳建清,江靜華,馬愛斌
(1.河海大學力學與材料學院,南京210098;2.常州市河海科技研究院有限公司,常州213164)
0 引 言
以孔隙為特征的泡沫金屬實現了結構材料的輕質多功能化,它具有輕質、高比強度、高比剛度、良好的能量吸收、隔聲、隔熱、電磁屏蔽及多功能兼容性,在工程領域具有廣闊的應用前景,因而成為當今研究熱點之一[1-7]。按孔洞的結構分類,泡沫金屬可以分為具有閉孔孔結構的胞狀金屬和具有通孔孔結構的多孔金屬。在諸多制備泡沫金屬的方法中,熔體發泡法具有制備成本低、易操控等優點,已成為制備泡沫鋁的主要方法之一。通常情況下,在用熔體發泡法制備泡沫鋁時,需向鋁熔體中加入增黏劑以提高熔體的黏度,合適的熔體黏度可以使氣泡穩定在熔體中,從而制備出孔結構均勻的泡沫鋁[3]。另外,向熔體中通入氣體或添加鈣顆粒、陶瓷顆粒、MnO2[8]、SiC[9-10]、鋁粉[11]、粉煤灰[12]等 都 可 以 提高金屬熔體的黏度。在保證可以制備出孔結構均勻的泡沫鋁的前提下,如能在泡沫鋁制備過程中省去增黏環節,則可以簡化制備工藝,進一步降低制備成本,然而迄今為止,有關無需添加增黏劑制備泡沫鋁的報道尚不多見。為此,作者采用熔體發泡法在鋁熔體中添加金屬鎂后直接加入發泡劑CaCO3,制備出了泡沫鋁,研究了鎂對鋁熔體發泡效果的影響,并對泡沫鋁的孔結構、孔隙率、孔徑等進行了表征,最后考察了泡沫鋁的壓縮性能。
1 試樣制備與試驗方法
1.1 試樣制備
選用工業純鋁作為基體材料,以CaCO3粉體(粒徑為5μm,純度大于99.5%)為發泡劑,用熔體發泡法制備泡沫鋁。先將工業純鋁(約1.0kg)在710℃熔化并保溫一段時間后,加入基體質量1%~3%的鎂塊,靜止15 min 后,用攪拌槳以400r·min-1的轉速攪拌10 min 后加入基體質量1%~3%的發泡劑(CaCO3粉),在1 000r·min-1的轉速下攪拌60~80s;然后迅速提出攪拌槳,將鋁熔體在爐中保溫60~90s后,將坩鍋從保溫爐中取出,水冷后制得泡沫鋁(上述泡沫鋁的制備流程與以往熔體發泡法制備泡沫鋁有所不同,省去了向鋁熔體中添加增黏劑的步驟,在金屬熔化后直接加入發泡劑進行熔體泡沫化)。
另以TiH2為發泡劑、鈣顆粒為增黏劑的常用工藝制備泡沫鋁,作為對比試樣。具體制備流程如下:在680 ℃的鋁熔體中添加其質量分數2%的鈣顆粒,在400r·min-1的轉速下攪拌10 min,使鋁熔體黏度增大,隨后在1 000r·min-1的轉速下加入發泡劑TiH2使鋁熔體泡沫化,待鋁熔體泡沫化結束后冷卻,即可獲得相應的泡沫鋁試樣。
1.2 試驗方法
通過測試樣的體積與質量,用式(1)計算孔隙率Pr:

式中:Vs為泡沫金屬的體積;m 為泡沫金屬的質量;ρs為基體金屬的密度。
對于孔結構均勻的泡沫鋁,采用圖像測量法獲取泡沫金屬截面上的孔洞數量和相應的孔徑大小,計算出所測面積內的平均孔徑,并以此來表征泡沫鋁的孔徑大小。
為研究發泡劑CaCO3在鋁熔體中的產氣規律,用NETZSCH STA449F3 型熱分析儀測定鋁與CaCO3混合粉(兩者質量比為5∶1)、鎂與CaCO3混合粉(兩者物質的量比為1∶1)、鋁與CaCO3及鎂混合粉(鋁與CaCO3的質量比為5∶1,CaCO3與鎂的物質的量比為1∶1)的差熱分析(DTA)曲線和熱重(TG)曲線。試驗中采用高純氮氣作為載氣(流量100mL·min-1),升溫速率為10 ℃·min-1。
用KH-7700型體視顯微鏡觀察泡沫鋁的孔形貌;用SSX-550型掃描電子顯微鏡觀察試樣的微觀形貌,并用其附帶的X 射線能譜分析儀(EDS)分析胞壁的成分。
用SS-202型電子萬能試驗機進行準靜態壓縮試驗,試樣尺寸為φ20mm×30mm,壓頭下降速度為2.0mm·min-1,由計算機自動繪制出加載壓力-位移關系曲線,據此繪制出壓縮應力-應變關系曲線。由于壓縮試樣中的孔洞不能承受壓力,基體金屬受到的真實應力要比測得到的數值大得多,故將施加于試樣上的壓力與宏觀面積之比稱為表觀應力,記為σ(以下簡稱應力)。試樣的原始長度為L,壓縮時長度方向上的形變量ΔL 與L 之比稱為表觀應變,記為ε(以下簡稱應變)。
2 試驗結果與討論
2.1 宏觀形貌
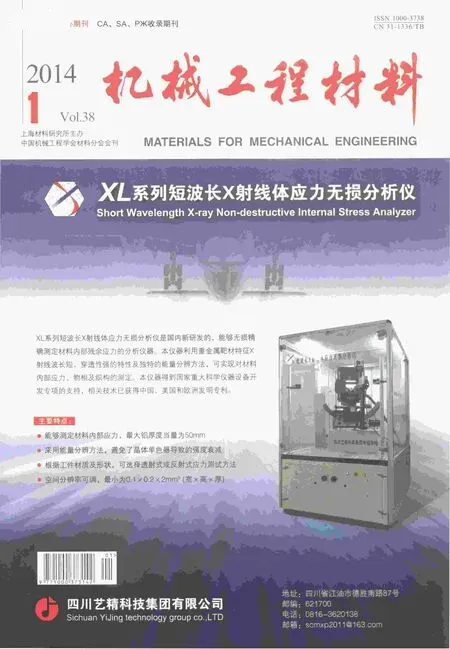
由圖1可知,在不加增黏劑條件下制備所得孔隙率為83.3%泡沫鋁的孔結構均勻,平均孔徑約為2.0mm;而采用TiH2為發泡劑、鈣顆粒為增黏劑制備的泡沫鋁的孔隙率為85.0%,且其孔徑大多在4.0mm左右。由此可見,以CaCO3為發泡劑可制備出高孔隙率、小孔徑的泡沫鋁。
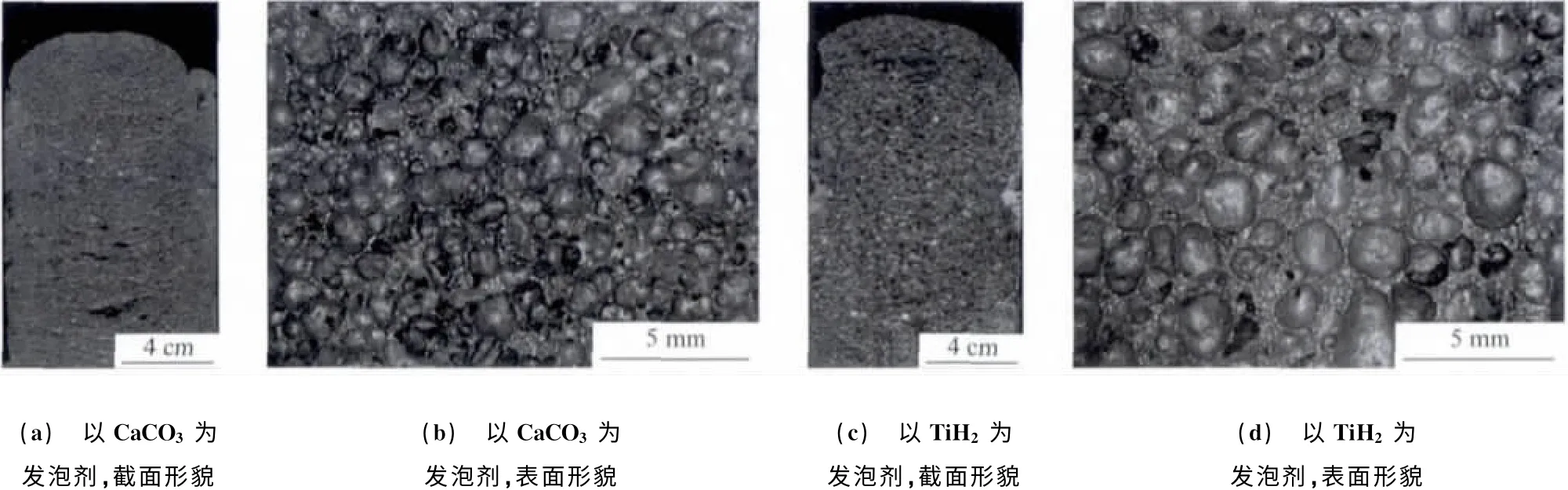
圖1 采用不同發泡劑制備泡沫鋁的截面形貌及表面形貌Fig.1 Section images and surface images of Al foams prepared by adding different foaming agents:(a)taking CaCO3as foaming agent,section image;(b)taking CaCO3as foaming agent;surface image;(c)taking TiH2as foaming agent,section image and(d)taking TiH2as foaming agent,surface image
2.2 碳酸鈣在鋁熔體中的產氣特性
由圖2可知,鋁與CaCO3混合粉的最大質量損失率約為7.1%,這與該混合粉在加熱過程中分解產生CO2的理論質量損失率7.33%相符;在655,695 ℃出現了兩個吸熱峰,它們分別對應于鋁粉熔化和CaCO3分解產生CO2的反應,由此可推斷CaCO3不與鋁熔體發生反應,而是直接分解產生CO2氣體。
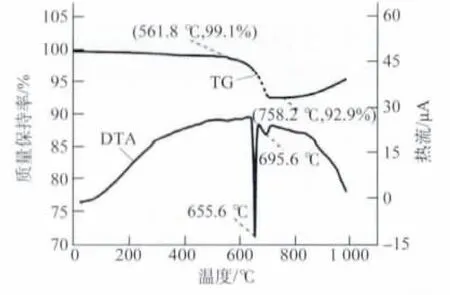
圖2 鋁與CaCO3混合粉的TG-DTA曲線Fig.2 TG-DTA curves of powder mixture of Al and CaCO3
由圖3可知,鎂與CaCO3的混合粉在643.8 ℃出現了一個吸熱峰,這對應于鎂粉的熔化;值得注意的是,在755.6 ℃出現了一個強的放熱峰,這表明CaCO3與鎂之間發生了強烈的放熱反應,且該反應結束后混合粉的質量損失率為22.37%,與鎂和碳酸鈣發生反應生成CO 的理論質量損失率(22.6%)相符,通過熱力學計算可知它們之間的反應是放熱反應[13],由此可以判定鎂熔體與碳酸鈣之間會發生如下化學反應:Mg(l)+CaCO3(s)→MgO(s)+CaO(s)+CO(g)。
圖3 鎂與CaCO3混合粉的TG-DTA曲線Fig.3 TGDTA curves of powder mixture of Mg and CaCO
由圖4可知,鋁、CaCO3、鎂混合粉的最大質量損失率為4.44%。若該混合粉在加熱過程中只產生CO,則理論質量損失率為4.49%;在643 ℃開始出現了一個強吸熱峰,在655℃時達到峰值,這對應于鎂粉和鋁粉熔化時的吸熱。若混合粉在加熱過程中的質量損失是CaCO3分解產生的CO2,則最終的質量損失率應為7.05%,而該試驗的質量損失率(4.44%)與混合粉發生反應生成CO 的理論質量損失率(4.49%)相符,由此可以推斷,在加熱過程中CaCO3應與鎂發生了反應,生成了CO 氣體。由于整個加熱過程沒有出現圖3所示強烈的放熱峰,這或許是因為鎂粉與鋁粉熔化時吸收的熱量大大高于CaCO3與鎂發生反應所放出的熱量,從而使CaCO3與鎂反應的放熱峰顯示不明顯。
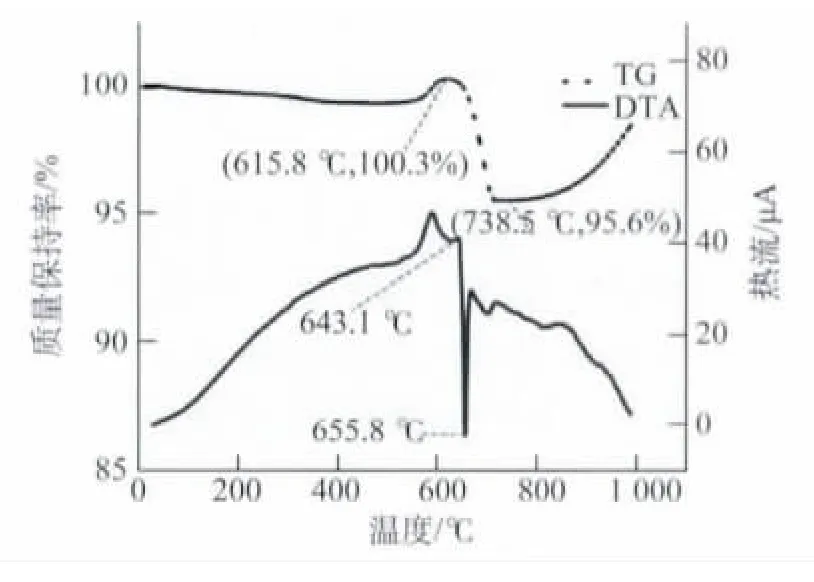
圖4 鋁、CaCO3、鎂混合粉的TG-DTA曲線Fig.4 TG-DTA curves of powder mixture of Al,Mg and CaCO3
上述結果表明,向鋁熔體中添加適量的鎂,有可能改變CaCO3在熔體中的產氣行為,使發泡氣體有可能來自于CaCO3與鎂之間發生反應生成的CO氣體。
2.3 胞壁的微觀形貌
對圖5(a),(b)中胞壁上微米級顆粒(如圖中箭頭1~7所指)做EDS分析,結果顯示這些顆粒富含鋁、鎂、鈣、氧元素。這說明鎂、鋁與CaCO3會反應生成大量氧化物,這些氧化物分布在熔體中,有利于提高熔體的黏度,使得在發泡過程中無需添加增黏劑就能制備出孔結構均勻的泡沫鋁。與以TiH2為發泡劑、鈣顆粒為增黏劑制備的泡沫鋁的胞壁相比,以CaCO3為發泡劑制備泡沫鋁胞壁中所含微米級顆粒的密度更高,這些細小顆粒會大大提高鋁熔體的黏度,抑制氣泡在熔體中的長大速率,有利于制備小孔徑泡沫鋁;但較高的熔體黏度使得以CaCO3為發泡劑制備的泡沫鋁胞壁表面上存在大量微小的氣孔或裂紋(約10μm,見圖5中箭頭a~d所指),這些微小的裂紋會對其力學性能產生不利影響。
2.4 壓縮性能
由圖6可見,隨著泡沫鋁孔隙率的增加,胞孔孔徑逐漸增大,胞壁厚度逐漸減小,胞壁彎曲、缺失增多,胞孔形狀由類球形向橢圓球形和不規則的多邊體形轉變。
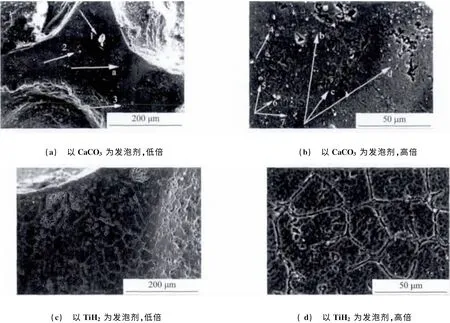
圖5 不同發泡劑制備泡沫鋁胞壁的SEM 形貌Fig.5 SEM images of cell walls of Al foam prepared by adding different foaming agents:(a)taking CaCO3as foaming agent,at low magnification;(b)taking CaCO3as foaming agent,at high magnification;(c)taking TiH2as foaming agent,at low magnification and(d)taking TiH2as foaming agent,at high magnificaiton
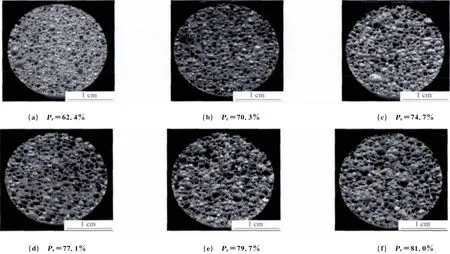
圖6 以CaCO3為發泡劑制備的具有不同孔隙率泡沫鋁壓縮試樣的橫截面形貌Fig.6 Section images of Al foams compressive samples with different porosities and prepared by adding CaCO3as foaming agent
由圖7可見,泡沫鋁在準靜態壓縮載荷下的應力-應變曲線具有泡沫材料典型的壓縮曲線特點,即線性變形階段、屈服平臺階段和致密化階段。泡沫鋁的屈服強度是其由線性變形階段開始進入屈服平臺階段所對應的應力。孔隙率為62.4%,63.5%,70.3%,72.0%,74.7%,77.1%,79.7%,81.0%的泡沫鋁的壓縮屈服強度分別為14.38,8.48,6.73,4.75,4.08,3.87,0.91,0.41 MPa,即泡沫鋁的屈服強度隨孔隙率的增加逐漸下降。當泡沫鋁的孔隙率較小時,其孔徑小、胞壁厚度較大,因此在壓縮過程中可以承受較大的載荷;隨著泡沫鋁孔隙率的逐漸增大,其胞壁厚度減小,甚至有胞壁缺失的現象,因此,對應的壓縮屈服強度逐漸減小。此外,隨孔隙率的增大,壓縮試樣在相同應變量下對應的應力逐漸減小,壓縮應力-應變曲線明顯下移,屈服平臺延長。
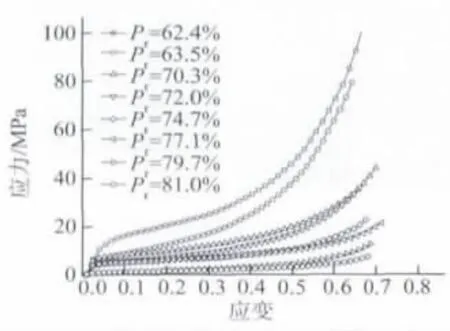
圖7 以CaCO3為發泡劑制備的具有不同孔隙率泡沫鋁的壓縮應力-應變曲線Fig.7 Compressive stress-strain curves of Al foams with different porosities and prepared by adding CaCO3as foaming agent
圖8 表明,在孔隙率相近和應變量相同時,以CaCO3為發泡劑制備的泡沫鋁所對應的應力較低,壓縮屈服強度較小。孔隙率分別為77.2% 和73.0%,并均以CaCO3為發泡劑制備的泡沫鋁的壓縮屈服強度分別為4.04,6.67 MPa,而孔隙率分別為76.1%和73.6%,并均以TiH2為發泡劑制備的泡沫鋁的壓縮屈服強度分別為9.33,16.9 MPa。由于用CaCO3為發泡劑制得的泡沫鋁的胞壁中存在大量微米級孔洞/裂紋,因此,在壓縮過程中,這些微小的孔洞/裂紋易導致應力集中,使胞壁易于斷裂,最終導致泡沫鋁的強度減小和屈服平臺下降。
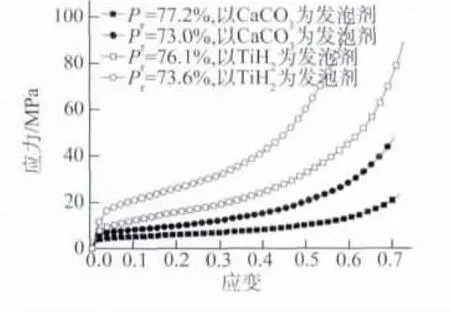
圖8 不同泡沫鋁的壓縮應力-應變曲線Fig.8 Compressive stress-strain curves of different Al foams
3 結 論
(1)以CaCO3為發泡劑,在不增加增黏劑的情況下用熔體發泡法制備出了孔隙率為62.4%~83.3%的泡沫鋁,泡沫鋁的孔結構均勻,孔徑約為2.0mm。
(2)鎂的加入使得鋁熔體泡沫化的發泡氣體有可能來自于CaCO3與鎂反應產生的CO 氣體;在發泡過程中鎂、鋁與CaCO3反應生成的氧化物顆粒附著在胞壁上,有效穩定了胞壁,提高了熔體黏度,并有利于制備小孔徑泡沫鋁。
(3)泡沫鋁的準靜態壓縮應力-應變曲線具有典型的線性變形、屈服平臺和致密化三個階段;當應變相同時,隨著孔隙率的增大,泡沫鋁所對應的應力逐漸減小,壓縮應力-應變曲線下移,屈服平臺延長。
(4)以CaCO3為發泡劑制備的泡沫鋁的胞壁上存在大量約10μm 的微米級孔洞/裂紋,這些微孔的存在導致了泡沫鋁壓縮性能的降低。
[1]KAMMER C,GOSLAR.Aluminum foam[R].Germany:European Aluminium Association,1999:1-24.
[2]ASHBY M F,EVANS A G,FLECK N A,et al.Metal foams:a design guide[M].United States of America:Butterworth-Heinemann,2000:1-251.
[3]BANHART J.Metal foams:production and stability[J].Advanced Engineering Materials,2006,8(9):781-794.
[4]BANHART J,MANUFACTURE.Characterisation and application of cellular metals and metal foams[J].Progress in Materials Science,2001,46:559-632.
[5]BANHART J.Manufacturing routes for metallic foams[J].Solidification Science,2000,12:22-27.
[6]ANDREWS E,SANDERS W,GIBSON L J.Compressive and tensile behaviour of aluminum foams[J].Materials Science and Engineering:A,1999,270:113-124.
[7]LEFEBVRE L P,BANHART J,DAVID D,Porous metals and metallic foams:current status and recent developments[J].Advanced Engineering Materials,2008,10(9):775-787.
[8]SINHA N,SRIVASTAVA V C,SAHOO K L.Processing and application of aluminium foams[C]//Training Programme on Special Metal Casting and Forming Processes.Jamshedpur:[s.n],2008:54-63.
[9]左孝青,周蕓,趙國賓,等.CaCO3發泡劑制備泡沫鋁工藝研究[J].稀有金屬,2004,28(1):195-198.
[10]GERGELY V,CURRAN D C,CLYNE T W.The FOAMCARP process:foaming of aluminium MMCs by the chalkaluminium reaction in precursors[J].Composites Science and Technology,2003,63(16):2301-2310.
[11]魏鵬,柳林.用鋁粉作增粘劑制備泡沫鋁[J].機械工程材料,2006,30(5):44-47.
[12]王永,姚廣春,李兵,等.粉煤灰增粘制備泡沫鋁的研究[J].鑄造,2007,56(6):639-641.
[13]YANG Dong-hui,HUR Bo-young,YANG Shang-run.Study on fabrication and foaming mechanism of Mg foam using CaCO3as blowing agent[J].Journal of Alloys and Compounds,2008,461:221-227.