冷卻器結(jié)構(gòu)及焊接工藝改進(jìn)
2014-12-14 12:20:20毛穎呂鳳雷陳玉環(huán)
金屬加工(熱加工) 2014年16期
毛穎 呂鳳雷 陳玉環(huán)
我廠制造應(yīng)用于采煤機(jī)內(nèi)部的冷卻器,原結(jié)構(gòu)如圖1所示。該類型冷卻器徑向尺寸相同,軸向長度為1500~2500mm,由端蓋、座、密封堵(材料均為35鋼)和四根φ14mm×2mm規(guī)格的1Cr18Ni9Ti不銹管焊接而成,工作壓力2MPa。35鋼座與1Cr18Ni9Ti鋼管采用手工氬弧焊焊接,焊絲為ER308。座與端蓋和密封堵采用半自動(dòng)CO2焊接,焊絲為ER50—6。焊后進(jìn)行4MPa水壓試驗(yàn),產(chǎn)品合格率僅為70%,漏水部位出現(xiàn)在座與管焊縫之間,只有極少數(shù)出現(xiàn)在端蓋與座焊縫之間,經(jīng)返修處理后仍有20%不合格。
1.原因分析
(1)結(jié)構(gòu)缺陷 第一,座內(nèi)徑φ43mm,焊縫在座孔內(nèi),孔深25mm,焊接空間小,不便于焊接操作,易產(chǎn)生焊接缺陷。第二,冷卻管外徑與座內(nèi)徑局部僅1mm間隙,焊接過程中焊絲不能伸達(dá)焊縫根部,使局部焊縫未熔合。第三,焊縫金屬填充少,產(chǎn)生虛焊現(xiàn)象。
(2)異種材質(zhì) 35鋼與1Cr18Ni9Ti是兩種不同材質(zhì),當(dāng)異種材料的熔化溫度、線膨脹系數(shù)、熱導(dǎo)率不同時(shí),會(huì)造成較大的焊接殘余應(yīng)力和變形,使焊縫區(qū)和熱影響區(qū)產(chǎn)生裂紋。
(3)保護(hù)氣體 焊接保護(hù)氣體純度太低,不符合要求,致使焊縫產(chǎn)生氣孔。
2.冷卻器結(jié)構(gòu)、材料及焊接工藝的改進(jìn)
(1)結(jié)構(gòu)改進(jìn) 將座與密封堵、端蓋改為一體,并將焊縫改在座的外側(cè),如圖2所示。
(2)焊接工藝改進(jìn) 冷卻器在工作中被固定在殼體內(nèi)部,工作中所受力主要為管內(nèi)部液體壓力,受力較小,為此我們采用火焰釬焊焊接座與管之間的焊縫。
(3)焊接工藝確定 第一,由于冷卻器較長,焊后兩端不可能同軸,安裝時(shí)難免要掰動(dòng)兩端,為保證冷卻器在安裝使用過程中焊縫有足夠的強(qiáng)度,故釬料選用標(biāo)準(zhǔn)牌號(hào)BCu58ZnMn(料105)焊絲、φ3mm,釬劑選用硼砂與硼酸混合物。
第二,釬焊溫度:選定的釬料為銅基釬料和硼砂釬劑,銅基釬料的液相線為909℃,最終將釬焊溫度定為930~950℃。
第三,母材處理:將管焊接表面清理干凈,座的孔鉆成φ16mm,倒C3角,去除毛刺。
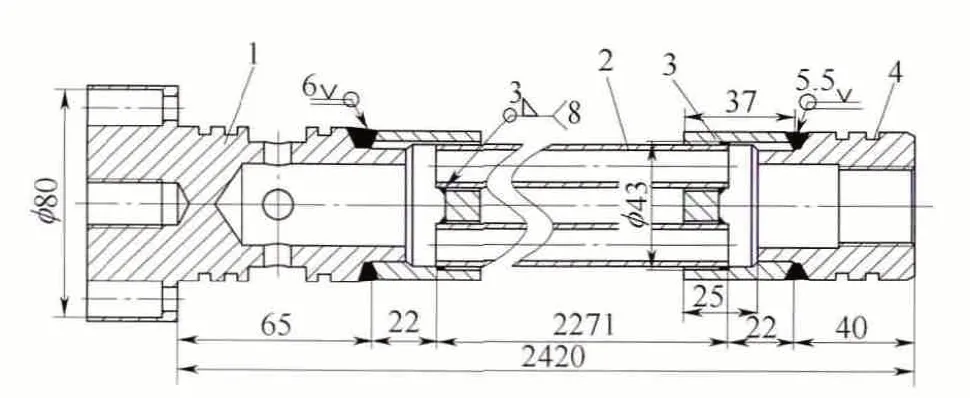
圖1 冷卻器結(jié)構(gòu)
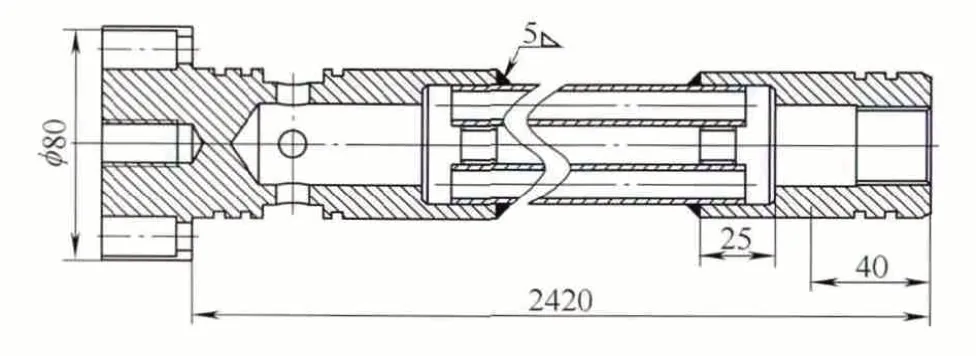
圖2 改進(jìn)后冷卻器結(jié)構(gòu)
第四,釬焊實(shí)施過程:焊縫在外側(cè)采用火焰釬焊的難點(diǎn)是四根管間隙小,圖3內(nèi)側(cè)局部焊縫焊不到。為此我們先將三根管穿入座內(nèi),采用氧乙炔將焊接部位和焊絲預(yù)熱至850℃,焊接時(shí)選用中性焰,邊焊接邊蘸釬劑。焊好三根管后,再將第四根管兩端作好穿入座內(nèi)深度標(biāo)記,在標(biāo)記兩側(cè)上端釬焊堆成厚4mm,長8mm環(huán)帶。然后將管插入座內(nèi)蘸釬劑分別加熱兩端堆焊環(huán)帶使其熔化,從而將第四根管環(huán)焊縫焊好。

圖3 冷卻管內(nèi)側(cè)焊縫示意
采用上述工藝方法,產(chǎn)品一次交檢合格率為90%。其余10%不合格出現(xiàn)的原因主要是在焊接第四根管和返修過程中因反復(fù)加熱,溫度過高,使不銹鋼管在熱影響區(qū)內(nèi)產(chǎn)生了裂紋。
(4)改進(jìn)冷卻管的材料 將冷卻管的材料改為純銅管,仍用上述改進(jìn)工藝進(jìn)行焊接,產(chǎn)品一次交檢合格率達(dá)到了96%。
3.結(jié)語
將冷卻器結(jié)構(gòu)中座與密封堵、端蓋改為一體,減少兩道半自動(dòng)CO2環(huán)焊縫,采用釬焊焊接座與冷卻管,焊縫成形良好,按圖樣規(guī)定進(jìn)行水壓試驗(yàn),試驗(yàn)壓力4MPa,產(chǎn)品一次交檢合格率達(dá)到了96%。冷卻器在采煤機(jī)一年大修期內(nèi)仍能正常工作,從而證明上述改進(jìn)措施是完全可行的,能夠滿足產(chǎn)品的質(zhì)量要求。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:38:48
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中國衛(wèi)生質(zhì)量管理(2015年2期)2015-12-01 05:43:57
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
現(xiàn)代企業(yè)(2015年8期)2015-02-28 18:55:23
